
水刺产品面密度均匀度波动因素分析与自动控制
2016-11-21 06:08:23田宁
产业用纺织品 2016年8期
田 宁
恒天重工股份有限公司,河南 郑州450001
水刺产品面密度均匀度波动因素分析与自动控制
田 宁
恒天重工股份有限公司,河南 郑州450001
面密度均匀度是水刺法非织造产品的关键物理指标之一,它对产品的后期加工和最终使用都有直接的影响。水刺生产线工艺流程长,设备种类和数量多,影响成品面密度均匀度的因素也多种多样。分析水刺产品面密度均匀度波动的各种因素,并给出解决问题的自动化控制方案。
非织造布,水刺,面密度均匀度,自动化,控制
近年来,水刺法非织造布呈快速发展趋势。水刺生产线的大量建设一方面满足了人们对水刺制品的需求,另一个方面也带来了竞争。为了避免水刺产品在低水平停留及产品同质化程度偏高的风险,提高产品质量就成为了关键,而面密度均匀度是衡量水刺产品质量的关键指标之一。认真研究水刺生产线的工艺特点,提高水刺成套设备的技术水平和自动化程度,既是接受竞争的需要,更是目前国内产业转型升级的需求。
1 水刺生产线工艺流程
水刺法是将加压形成的成排且似针状的微细水流喷射到一层或铺叠在一起的多层纤网上,使纤维相互缠绕而固结在一起,从而使原来松散的纤网具有一定的强力及完整的结构。由此得到的织物即为水刺非织造布,又称射流喷网成布。
水刺的典型工艺流程如图1所示。纤维由各台开包机喂入,经开包机上的爬帘自由开松后落入开包机的称斗中,不同组分的纤维按照配比称量后同时落在输送长帘上,一起进入粗开松工序,之后进入混棉箱混合。纤维从混棉箱输出后,经精开松、棉箱喂棉,形成均匀的筵棉层。筵棉进入梳理机进行梳理,形成均匀的纤网。纤网再经交叉铺网、牵伸、水刺固结后形成水刺非织造布。含有水分的水刺非织造布经脱水、烘干、卷取,形成最终的水刺产品。

图1 水刺典型工艺流程
2 影响水刺产品面密度均匀度的因素分析
水刺产品的面密度均匀度分纵向、横向两个指标,纵向(MD)为纤维的运动方向,横向(CD)为产品的幅宽方向。由于水刺生产线设备多、流程长,影响水刺产品面密度均匀度的因素也多种多样。
2.1 开清
纤维进入棉箱之前的工段都属于开清,其主要作用是开松与混棉。开松程度和混棉均匀度影响最终产品的面密度均匀度。生产中,根据产品要求,往往需要将不同厂家、不同类别、不同规格的几种纤维进行混合。如果纤维混合不匀,加上开松程度不足,则经过棉箱后形成的筵棉层的质量会存在波动,这不仅会对后道的梳理造成影响,也会影响最终产品的面密度均匀度。
2.2 棉箱
目前在水刺生产线上使用的棉箱多为气压棉箱。气压棉箱的特性包括:一是有先进的风道和静压结构,风速更均匀;二是给棉板握持结构始终保持一定的握持力,棉块大小更均匀;三是上下棉箱均有PID连续喂棉控制。经过充分开松的纤维在输棉风机的作用下连续喂入气压棉箱的上棉箱,经过给棉罗拉、棉箱打手后,纤维通过循环风机产生的气流被均匀送至下棉箱,最后出棉罗拉和出棉帘将筵棉层均匀输出[1]。作为水刺生产线中开清设备和成网设备之间的联接设备,气压棉箱输出的筵棉层的质量均匀度会直接影响水刺产品的面密度均匀度。
2.3 梳理
梳理针布都是根据所用纤维选配的。如果所用纤维和针布不配套或者纤维因自身性质特殊而可纺性差,则梳理过程中纤维不易从道夫上剥取,从而造成返花及纤网不匀现象,进而影响面密度均匀度。
梳理过程中的凝聚比指的是道夫与第二凝聚辊之间的线速比。调整该凝聚比主要是改变纤维在纤网中的取向分布。凝聚比减小,则纤维沿纤网纵向分布的比例增加、沿横向分布的比例减小,从而降低了纤网横向的收缩应力,减小了纤网两边向中部收缩的程度,改变了纤网两边变轻的趋势,达到降低面密度极差的目的。但凝聚比太小,纤网横向的抱合力差,铺网过程中容易产生铺网痕迹。凝聚比还会影响最终水刺产品的纵横向强力比。因此,合理调整凝聚比有利于水刺产品的面密度均匀。
2.4 铺网
水刺生产线一般有三种配置,即直铺、两梳一铺、双梳双铺,后两种配置均有交叉铺网机和牵伸。
一般来说,现有的大部分交叉铺网机采用两小车、两帘子的结构。铺网机在运行过程中小车换向之前必须先减速至零,然后反向再加速至全速。而前道梳理机一直以恒定速度喂入,铺网帘也以相同速度恒定运行,这样棉网横向呈两边厚、中间薄,进而影响水刺产品的面密度均匀度。
2.5 加固卷取
加固卷取工艺对水刺产品面密度均匀度的影响主要有两个方面:一是横向水针压力的影响,压力不匀或漏针容易造成水刺非织造布的面密度及厚度不匀;二是水刺非织造布在各传动部件之间所受张力的影响,张力过大则水刺非织造布两侧局部位置的纤维向中间位置集中,导致水刺非织造布幅宽变窄,两侧局部位置的面密度增加,而中间位置的面密度变化不大,因此面密度极差变大,影响水刺产品的面密度均匀度。
3 水刺产品面密度均匀度自动控制方案
基于以上对影响水刺产品的面密度均匀度的因素分析,可以通过调整设备、加强生产管理、改进工艺来改善水刺产品的面密度均匀度。然而生产中水刺生产线是高速连续运行的,还有很多不确定因素对水刺产品的面密度波动产生影响,需要及时发现并在线解决。实践证明,实时监测筵棉和水刺非织造布的面密度的变化情况,通过执行机构来控制单位时间内喂入梳理机的筵棉的质量及改善棉箱输出的筵棉的厚度,可以有效调节水刺产品纵向和横向的面密度均匀度,具体方案如下。
3.1 纵向面密度均匀度控制
水刺产品纵向的面密度均匀度控制如图2所示。
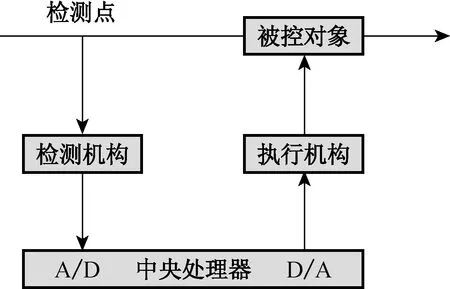
图2 开环控制
控制方式:开环控制。
检测点:气压棉箱出棉之后,梳理机进棉之前。
检测机构:皮带秤称重传感器或放射性密度检测仪。
执行机构:变频器及变频电机。
被控对象:输送筵棉进入梳理机的喂棉帘子及喂棉罗拉。
控制要点:检测单位时间内筵棉质量的变化情况,把筵棉质量变化的物理值转化为4~20mA的模拟量信号并输送给中央处理器;中央处理器的模数转换模块把模拟量转化为数字量,然后通过运算将反馈的质量变化值和参考质量值做比较,延时一段时间后给出一个频率调节值传递给变频器;变频器调节给棉帘子和给棉罗拉的速度,保证单位时间内等量喂入。
3.2 横向面密度均匀度控制
水刺产品横向的面密度均匀度控制如图3所示。
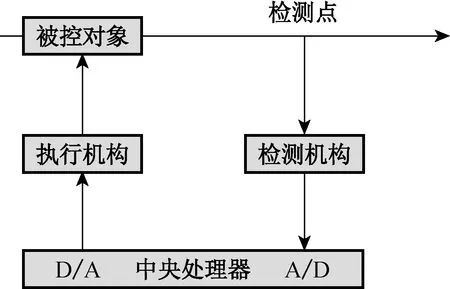
图3 闭环控制
控制方式:闭环控制。
检测点:进入卷绕机之前。
检测机构:面密度检测仪。
执行机构:伺服驱动器及伺服电机。
被控对象:气压棉箱调风斗各区间的横向距离。
控制要点:面密度检测仪横向扫描检测水刺布各区间面密度的变化情况,检测仪的传感器把面密度变化的物理值转化为4~20mA的模拟量信号并输送给中央处理器;中央处理器的模数转换模块把模拟量转化为数字量。参考筵棉幅宽方向的厚度平均值,中央处理器通过运算将得出的调节值传达给各个区间对应的伺服驱动器;伺服驱动器调节调风斗各区间的横向距离,保持横向各区间筵棉厚度一致[2]。
4 改进交叉铺网机的电气控制方案
两梳一铺、双梳双铺的水刺生产线均配有交叉铺网机和牵伸机。对这两种水刺产品的面密度均匀度的控制,还需要根据铺网机和牵伸机对产品面密度均匀度的影响来制订具体的自动控制方案。
针对铺网机铺叠的纤网两边厚、中间薄的形状,改进的铺网机电气控制系统加入了储网工艺。储网工艺就是对铺网小车、储网小车相对运动的时间在程序上做一些调整。如图4所示,正常运行过程中,铺网小车速度V1是储网小车速度的2倍。当两小车相对运行至两端时,上部储网小车减速至零再换向然后加速的过程滞后于下部铺网小车。这样,在下部铺网小车改变方向后从零开始加速至-V1的过程中,上部储网小车在换向前可储存适当长度的纤网(即图中阴影部分),换向后再沿整个幅宽方向将储存的纤网均匀地释放出来。为了补偿纤网在牵伸及后续加固工序中因张力而导致的横向收缩变形,在下部铺网小车换向后的加速阶段,控制纤网张力使纤网边部的铺放处于欠喂状态。另外,铺网机的电气控制系统中还设置有PROFILE运动曲线,可以对铺叠的纤网进行修饰。定义铺网小车往复运行一个周期所走过的距离为一个行程,将该行程等分为N个区间,对这N个区间分别进行速度控制,这样铺放的纤网沿幅宽方向呈均匀过渡的中间厚、两边薄的形状,类似于正弦曲线的波峰。通过这些控制方案的实施,显著改善了水刺产品的面密度均匀度[3]。
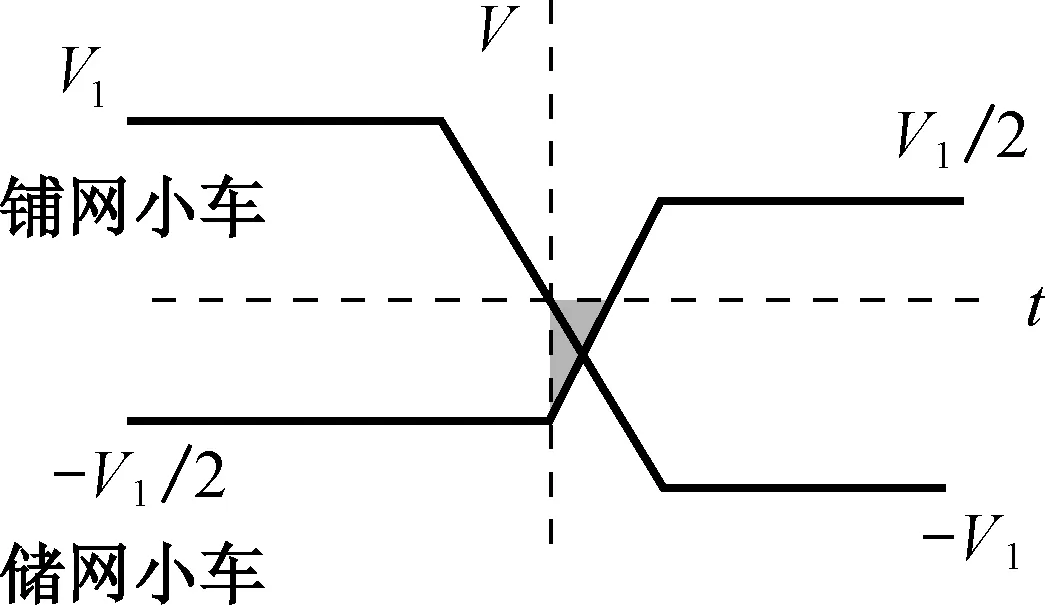
图4 铺网机速度控制时序
5 结语
(1) 影响水刺产品面密度均匀度的因素很多,
喂入梳理机的筵棉质量均匀度波动是水刺产品面密度均匀度波动的主要因素。
(2) 实时监测喂入梳理机的筵棉质量的变化,调节喂棉罗拉、喂棉帘子喂入筵棉的速度,可以有效调节水刺产品纵向的面密度均匀度。
(3) 实时监测卷取前水刺布横向面密度的变化,调节气压棉箱调风斗各区间的距离,进而调节喂入筵棉横向各区间的厚度,可以有效调节水刺产品横向的面密度均匀度。
(4) 通过在铺网机电气控制系统加入储网工艺和设置PROFILE运动曲线,可以有效改善棉网两边厚、中间薄的分布趋势,显著提高水刺产品的面密度均匀度。
[1] 乔国志,闫新.自调匀整型气压棉箱喂棉机的研制[J].非织造布,2008,16(1):37-39.
[2] 郝景标.自调匀整系统在干法成网中的应用[J].产业用纺织品,2001,19(5):20-22.
[3] 陈凯.开放式运动控制平台的研究及其在高速交叉铺网机中的应用[D].山东:山东大学,2007:27-29.
Analysis and automatic control on areal density evenness fluctuation factors of spunlaced products
TianNing
Hi-Tech Heavy Industry Co.,Ltd.,Zhengzhou 450001,China
Areal density evenness is a key index of physical properties of spunlaced nonwoven products,which has direct influences on the subsequent processing and end-uses of the products.Spunlace production line is characterized by a long flow as well as more equipment types and quantity,and the factors influencing areal density evenness of the products are also various.Several key factors influencing the areal density evenness of spunlaced products were analyzed,and the automatic control scheme to solve the problem was given.
nonwoven fabric,spunlace,areal density evenness,automatic,control
2016-06-17
田宁,男,1982年生,工程师,主要从事水刺生产线的电气设计和非织造新产品电气控制系统的开发工作
TS174.1,TS173.7
A
1004-7093(2016)08-0031-04
猜你喜欢
化工自动化及仪表(2025年1期)2025-02-26 00:00:00
化工机械(2025年1期)2025-01-31 00:00:00
爆炸与冲击(2024年3期)2024-11-01 00:00:00
纺织科学研究(2021年9期)2021-10-14 08:52:12
产业用纺织品(2019年11期)2019-04-16 10:05:42
产业用纺织品(2018年5期)2018-08-02 05:33:38
产业用纺织品(2017年2期)2017-04-24 02:31:51
东华大学学报(自然科学版)(2015年2期)2015-08-24 06:55:50
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01 02:53:50
粘接(2014年9期)2014-04-29 20:57:28
