灯泡贯流式水轮机转轮与主轴连接扭矩销拆卸装置的研制及应用
2016-11-18 05:58沈帆
广西电业 2016年9期
●沈 帆
灯泡贯流式水轮机转轮与主轴连接扭矩销拆卸装置的研制及应用
●沈 帆
某水电站位于红水河中游,为红水河干流梯级开发的第七级电站。该水电站安装有6台单机容量为32MW的灯泡贯流式水轮发电机组,总装机容量192MW,水轮发电机组由日本富士和富春江富士水电设备有限公司制造。该水电站于1992年10月进场筹建,1993年2月18日主体工程开工,1996年2月16日第一台机组投产发电,1999年5月21日六台机组全部投产发电,至今已安全稳定运行十多年,每年均按计划检修。
该厂水轮机转轮直径为6.4m,机组为卧轴布置,主轴直径为Ф950mm,水轮机转轮与主轴通过法兰连接。转轮与主轴有18个M90×456连接螺栓及6个均布于连接法兰处的Ф160×310 扭矩销,扭矩销中心设计有M48×75的吊具安装螺纹及Ф43通孔(扭矩销结构如图1所示),转轮端扭矩销底部设计有M30的堵杆连接螺纹。扭矩销设计配合间隙为0.04~0.08mm。

图1 扭矩销结构图(图中所示1-扭矩销;2-M48×75吊孔;3-止动垫片锁定孔;4-Ф43通孔;5-15°倒角)
一、机组检修过程中存在的问题
在机组转轮A级及B级检修时,需将水轮机转轮从主轴连接法兰处拆卸并吊至安装间进行检修。由于扭矩销与销孔配合间隙小,机组结构紧凑,现场作业空间受到一定的限制,使得转轮与主轴连接扭矩销的拆卸工作一直都是一项艰难的工作。
原有的拆卸方法为:制作一根长700mm两端分别开M48的螺纹拉伸杆及一个三角支架,将拉伸杆一端与扭矩销螺纹连接,穿过三角支架中心孔,放置一个60T中空液压千斤顶,调整中心,然后用垫片及螺母将液压千斤顶与三角支架锁紧,通过电动压油泵打压将扭矩销拔出。如图2所示。
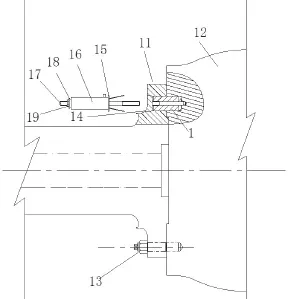
图2 原拆卸方法装配图
该方法存在的问题:
(一)三角支架始终处于一种倾斜的状态,使得液压千斤顶中心与扭矩销中心产生偏离,拉伸杆处于倾斜状态,中心调整困难。
(二) 由于拉伸杆倾斜,且扭矩销配合间隙很小,液压千斤顶顶升力与扭矩销中心不同心,容易造成设备伤害,使得扭矩销拆卸工作难度加大,工期无法保证。
(三)由于中心不对,使拉伸杆倾斜,拉伸杆受到剪切力,容易发生断裂,对现场工作人员存在安全威胁,实际工作时多次发生拉伸杆断裂。
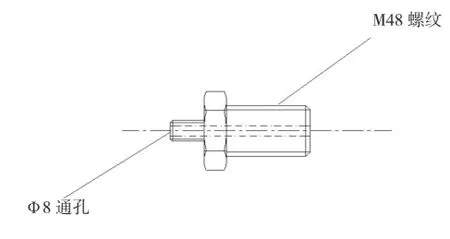
图3 过渡接头
二、原因分析
(一)如图2所示,由于扭矩销孔靠近主轴法兰侧为弧面(图中14所示)结构,弧面面积占据扭矩销孔圆周40%的比例,致使三角支架始终处于一种倾斜的状态,从而使得液压千斤顶也处于倾斜状态,液压千斤顶中心调整困难。液压千斤顶中心与扭矩销中心产生偏离,使拉伸杆受倾斜力,拉伸杆承受轴向拉力的同时还受径向剪切力,这是造成拉伸杆断裂的主要原因。
(二)由于拉伸杆受力倾斜,且扭矩销配合间隙很小,液压千斤顶顶升力与扭矩销中心不同心,使得扭矩销受到一个轴向拉力的同时,也受到一个径向力,从而增加了扭矩销与销孔接触面之间的摩擦力,增加扭矩销拆卸难度,这是造成扭矩销与销孔卡阻的主要原因。
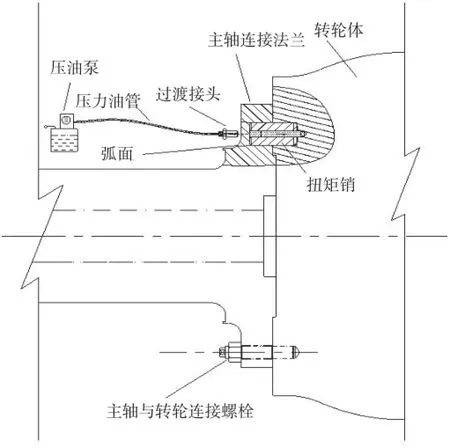
图4 方案装配图
三、实施方案
根据扭矩销及销孔的结构,扭矩销设计有Ф43通孔直通扭矩销孔底部,扭矩销底部设有倒角,销孔底部设有M30的锁定杆螺纹,以及加工销孔时底部留有退刀槽,所以在扭矩销安装到位之后,在扭矩销及销孔底部之间留有一定的间隙。由于扭矩销与孔配合间隙很小,使得扭矩销在底部与销孔之间形成一个相对密封的空间。将扭矩销孔设想成为一个缸体,而扭矩销设想为活塞,在扭矩销与销孔底部之间通入压力油,在压力油的作用下将扭矩销顶升,从而达到将扭矩销拆卸的目的。
(一) 根据扭矩销结构,制作一过渡接头(如图3所示),中心设有Ф8的通孔,过渡接头一端设有M48螺纹与扭矩销吊孔螺纹连接,另一端与电动液压油泵压力油管快速接头螺纹连接(方案装配图如图4)。
过渡接头替代了原有方法中的三角支架、拉伸杆及液压千斤顶部分,通过压油泵将压力油注入扭矩销底部,使压力油作用在扭矩销底部面积上。由于油压的作用力总是与接触面积垂直,扭矩销底部各处油压相同,所以扭矩销各接触面受力始终保持平衡。从而解决了原有的拆卸方法中因中心调整不好而造成扭矩销受力不平衡与销孔卡阻的问题。
(二) 可以制作多个过渡接头,拆卸前提前将过渡接头与扭矩销吊孔螺纹连接,这样在拆卸完一个扭矩销之后松脱压油管快速接头,就可以进行下一个扭矩销拆卸工作,无需等待退出过渡接头,从而进一步地提高了工作效率。
(三) 系统流程:如图4所示,压油泵将压力油经过压力管及过渡接头进入扭矩销的通孔,到达扭矩销孔底部与扭矩销间隙之间,在压力油的作用下将扭矩销安全拆卸。
四、 实施效果
(一)主要创新点
1.研制了转轮与主轴连接扭矩销拆卸装置,整个拆卸过程中,能有效地保证扭矩销各部位受力平衡,根本上解决了原来拆卸时扭矩销因受力不平衡而与销孔卡阻从而对设备造成损坏的问题。
2.解决了拆卸时调整中心困难的问题。
3.解决了因中心调整不好而无法将扭矩销拆卸的问题。
4.解决了原拆卸方法中对工作人员存在的安全隐患问题。
5.解决了扭矩销拆卸过程中受力不可控问题。
(二)使用效果
此技术方案于2010年11月在该电厂4号机组A级检修中首次应用。至2014年4月,该厂6台机组均使用了该技术方案拆卸转轮与主轴连接扭矩销,此方案拆卸一个转轮扭矩销平均耗时约1小时,一台机组扭矩销拆卸工作在一个工作日内均能完成,比原有方法平均节省3天工期,大大节省了检修工期,为电厂多争取了三天发电运营时间。同时,在扭矩销拆卸工作中,原先需要8个工作人员,现在只需要5个工作人员即可完成,一天就可以完成原来几天才能完成的拆卸工作,大大地节省了人力资源。
五、 结语
目前,灯泡灌流式水轮发电机组在国内外得到了广泛地应用,其装机容量也在不断地扩大。灯泡贯流式水轮机转轮与主轴连接扭矩销作为水轮机重要的零部件之一,其作用是在机组于各种工况下运行时承受由于水流对水轮机产生的径向作用力,避免水轮机转轮与主轴连接螺栓因受到径向剪切力而损坏,发生连接螺栓断裂事故。而扭矩销与销孔的配合质量,直接影响着扭矩销在机组运行时所起的作用,因此,在转轮检修过程中,扭矩销的拆卸是一项十分关键及重要的工作。
传统的机械力拆卸方法拆卸困难,效率低,工期无法保证,容易造成设备伤害及人身伤害事故。本文所述技术方案结构简单,应用方便,装置费用低,更改了销钉拆卸的传统方法,能更有效、安全地将销钉拆卸,对设备的伤害降到了最低。在机组检修中,提高设备的检修质量才是最重要的,只有设备的检修质量确保了,才能更有效地提高机组的安全可靠运行,为电厂争创效益,为社会提供更好地服务。
(作者单位:大化水力发电总厂)
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
大电机技术(2022年3期)2022-08-06
大电机技术(2022年3期)2022-08-06
大电机技术(2022年2期)2022-06-05
设备管理与维修(2022年1期)2022-03-10
建材发展导向(2021年13期)2021-07-28
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
装备制造技术(2020年4期)2020-12-25
柴油机设计与制造(2019年2期)2019-07-12