
API套管抗内压标准解析
2016-11-17 10:43:25滕学清朱金智吕拴录文志明秦宏德王晓亮徐永康石桂军
石油管材与仪器 2016年5期
滕学清,朱金智,吕拴录,2,文志明,秦宏德,董 仁,王晓亮,马 琰,徐永康,石桂军
(1.塔里木油田公司 新疆 库尔勒 841000;2.中国石油大学材料科学与工程系 北京 1022491)
·标准化·
API套管抗内压标准解析
滕学清1,朱金智1,吕拴录1,2,文志明1,秦宏德1,董 仁1,王晓亮1,马 琰1,徐永康1,石桂军1
(1.塔里木油田公司 新疆 库尔勒 841000;2.中国石油大学材料科学与工程系 北京 1022491)
对某油田在套管设计中的套管内屈服压力理解方面遇到的问题进行了调查研究,对API关于套管水压试验压力、套管内屈服压力和套管内压性能试验等标准规定进行了解析,认为API规定的水压试验主要是检查套管管体是否渗漏,并非检查套管接头密封性能。对套管内压至失效试验结果进行了分析,认为各项参数符合API标准的套管内屈服压力远远高于API TR 5C3规定值,油田应当按照API TR 5C3规定的内屈服压力进行套管柱设计, 而不是按照静水压试验压力进行套管柱设计。通过对API TR 5C3规定的套管内屈服压力计算公式进行解析,对套管接箍失效事故进行调查研究,认为对套管接箍外壁进行机械加工有利于防止深井和超深井发生接箍失效事故。建议用户对套管上扣所用螺纹脂、水压试验压力和稳压时间、套管内屈服强度等主要性能严格要求。
套管;静水压试验;内屈服压力;接箍
0 引 言
API标准规定了套管出厂之前的静水压试验压力和稳压时间,规定了套管内屈服压力。一般套管工厂都拥有套管水压试验设备,应严格按照API标准对套管逐根进行水压试验。套管密封能力是保证套管柱密封完整性的关键指标。为了保证套管柱密封性能,有些油田对到货套管逐根进行了水压试验,但是入井套管柱却多次发生泄漏事故[1]。API TR 5C3规定了套管内屈服压力计算公式,可以通过对套管进行内压至失效试验来验证套管内屈服压力,由于受实验设备和成本的影响,工厂并非对每种套管都抽样进行内压至失效试验。大多数工厂是按照API TR 5C3规定为用户提供给套管内屈服压力的,但个别厂家提供的套管内屈服压力实际是套管水压试验值,理由是水压值是工厂经过验证试验的,比较可靠。如果按照套管内屈服压力设计套管,无法保证套管柱密封完整性。油田按照工厂提供的内屈服压力进行套管设计就遇到了如下问题:同一口井,如果按照工厂提供的水压试验压力设计套管柱,套管抗内压安全系数不足;如果按照API TR 5C3规定的套管内屈服压力设计套管柱,套管抗内压安全系数没有问题。为此,厂家和油田各持己见,最终严重影响了油田正常的套管设计和使用。例如,某油田在进行365.13 mm×13.88 mm 110 BC套管设计时就遇到了如下问题。厂家提供的365.13 mm×13.88 mm 110 BC套管内屈服压力为33.0 MPa,套管抗内压安全系数为0.82,不符合设计要求(1.05-1.15);按照API TR 5C3公式计算结果,365.13 mm×13.88 mm 110 BC套管内屈服压力为46.3 MPa,套管抗内压安全系数为1.14,符合设计要求(1.05-1.15)。
因此,解析API套管抗内压标准,搞清套管抗内压强度和水压试验的关系,对套管生产厂家和油田都非常重要。
1 API螺纹接头套管密封性能
API套管螺纹接头配合之后存在泄漏通道,靠螺纹脂填充螺旋通道来实现密封,如图1所示。由于API圆螺纹接头螺旋通道比偏梯形螺纹接头螺旋通道小,所以API圆螺纹接头密封性能比偏梯形螺纹接头密封性能好。考虑到API套管螺纹接头配合之后的泄漏通道与螺纹加工精度有关,API Spec 5B《套管、油管和管线管螺纹加工、测量和检验》[2]对套管螺纹接头参数、公差和检验方法做了严格规定。为了保证套管接头上扣连接质量,API RP 5A3《套管、油管和管线管螺纹脂推荐做法》[3]对套管、油管和管线管螺纹脂的材料要求和检验方法等做了严格规定。API RP 5C1[4]对圆螺纹套管接头上扣扭矩做了规定,API Spec 5B对套管接头上扣位置做了规定。为了保证套管抗内压性能,API Spec 5CT《套管和油管》[5]对套管水压试验做了具体规定,API TR 5C3规定了套管内屈服压力值。为了检验套管密封等实物性能,API RP 5C5/ISO 13679《套管及油管螺纹接头试验程序》[6]规定了套管实物性能试验方法。为了保证套管柱密封完整性,防止套管发生泄漏事故,应当严格执行API 相关标准。对于油田发生的套管泄漏事故,应当进行失效分析,找出真正原因。
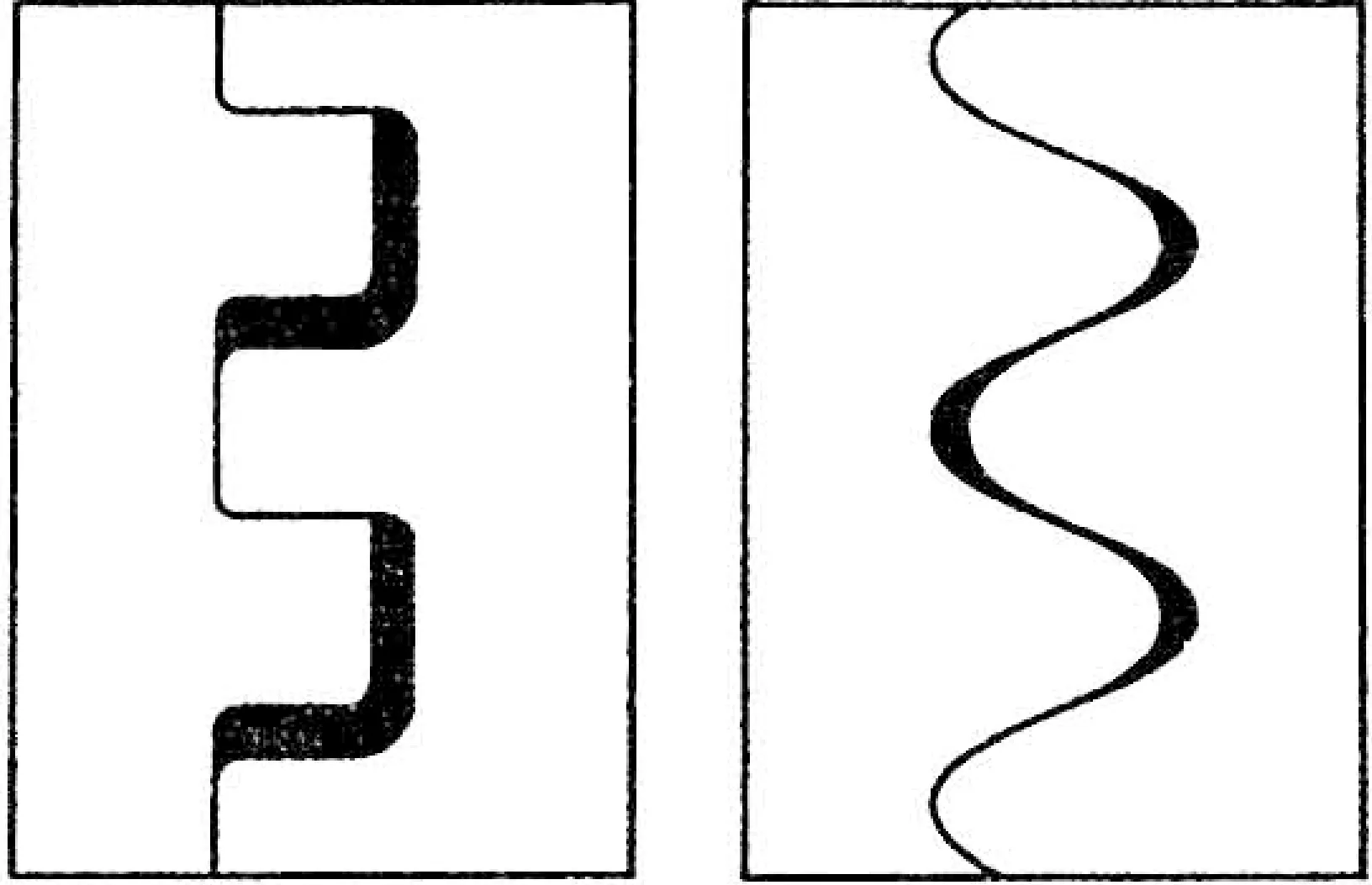
图1 API套管螺纹接头配合示意图(左图为偏梯形螺纹,右图为圆螺纹)
2 API套管抗内压标准解析
2.1 套管水压试验压力
API Spec 5CT规定静水压试验目的是为了检查套管管体是否渗漏,而并非检查套管接头是否渗漏。API Spec 5CT 10.12条规定如下:
每根管子都应在加厚(若适用)后和最终热处理(若适用)后进行全长静水压试验,至少在规定的静水压试验压力稳压5s而不渗漏。此处规定的静水压试验压力是检验用试验压力,与工作压力无关,不能作为设计依据。
API Spec 5CT附录G.9对套管水压试验压力规定如下:
1)平端管静水压试验压力按照(1)式计算
pm=2×f×YSm×tm/Dm
(1)
式中:
pm为静水压试验压力,MPa;
Dm为外径,mm;
YSm为屈服强度,MPa;
tm为壁厚,mm;
f为取决于管子的规格和钢级的系数(表1)。
2)接箍静水压试验压力按照(2)式计算
pm=0.8×YSm×(Wm-d1m)/Wm
(2)
式中:
pm为静水压试验压力,MPa;
Wm为接箍外径,mm;
YSm为屈服强度,MPa;
d1m为机紧位置管端平面处接箍螺纹根部直径,mm。
3)E1 或E7 平面处内压泄漏抗力
圆螺纹接头 E1 平面处和偏梯形螺纹套管E7 平面处内压泄漏抗力按照(3)式计算:
PLRm=E×τ×N×P×[Wm 2-Es2] / [2×Es×Wm 2]
(3)
式中:
PLRm为E1 或E7 平面处内压泄漏抗力,MPa;
Wm为接箍外径,mm;
E为弹性模量,207 000 MPa;
Es为密封处中径,mm,圆螺纹为E1,偏梯形螺纹为E7;
N为机紧圈数;
P为螺纹螺距,mm/螺纹牙;
τ为螺纹锥度,mm/25.4 mm。
4)带螺纹和接箍管子的静水压试验压力
带螺纹和接箍管子的静水压试验压力为下列的最低压力:
平端管静水压试验压力;
接箍最大静水压试验压力;
E1或E7 平面处内压泄漏抗力。
2.2 套管内屈服压力
API套管内屈服压力是按照薄壁管理论进行计算的,其中套管管体内屈服压力考虑了壁厚公差,套管接箍内屈服压力没有考虑壁厚公差。API规定套管内屈服压力的目的是为了检查套管的抗内压强度,故人们通常又将套管内屈服压力称之为抗内压强度。通过水压至失效试验可以检验套管内屈服压力。
API TR5C3(ISO10400)对套管内屈服压力规定如下:
1)管体内屈服压力
管体内屈服压力P由公式(4)计算。公式(4)中出现的系数0.875是由于考虑使用最小壁厚。
(4)
式中:
P为最小内屈服压力,MPa;
Yp为材料规定最小屈服强度,MPa;
t为公称壁厚,mm;
D为公称外径,mm。
2)接箍内屈服压力
除了避免由于接箍强度不足导致泄漏而需要较低压力情况外,带螺纹和接箍管子的内屈服压力P与平端管相同。较低压力则由公式(32)计算,并圆整到最接近的10 psi。
(5)
式中:
P为最小内屈服压力,MPa;
Yc为接箍材料最小屈服强度,MPa;
W为接箍公称外径,mm;
d1为机紧状态下与外螺纹端面对应处接箍螺纹根部的直径,mm;
3)接箍式油套管内屈服压力
接箍式油套管内屈服压力取管体内屈服压力[式(4)]和接箍内屈服压力[式(5)]二者中的较低值。
3 套管静水压和内屈服压力试验结果
3.1 API 螺纹接头套管
几种API套管静水压和内屈服压力试验结果见表2。
试验结果表明,实际套管静水压试验值和内压至失效试验压力远远高于API标准要求。这说明套管产品达到API TR 5C3规定的套管最小内屈服压力没有问题,油田应当按照API TR 5C3规定的最小内屈服压力进行套管设计。
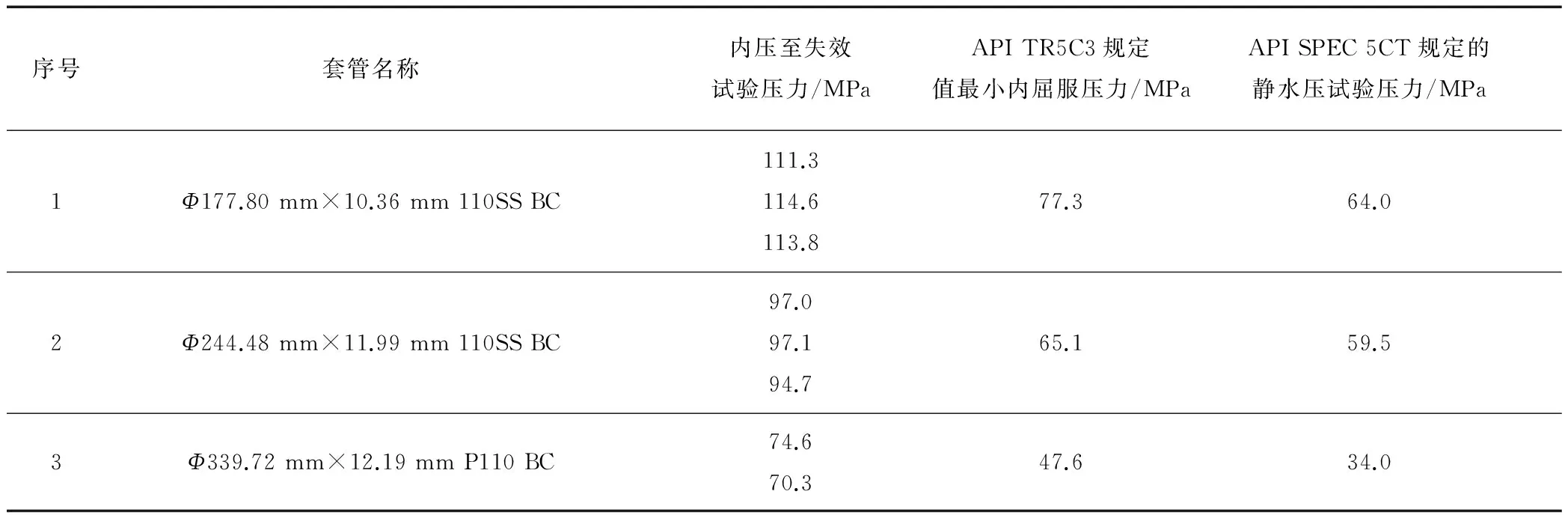
表2 几种API套管静水压和内屈服压力试验结果
备注:(1)在内压达到水压试验值之后稳压30 min,没有泄漏,然后在加压到套管失效。
(2)API SPEC 5CT规定的静水压稳压时间为5 s。
3.2 特殊螺纹接头套管
3.2.1 特殊螺纹接头套管静水压和内屈服压力
几种特殊螺纹接头套管静水压和内屈服压力试验结果见表3。
试验结果表明,实际特殊螺纹接头套管静水压试验值和内压至失效试验压力远远高于API标准规定值。虽然API标准对特殊螺纹接头套管静水压试验压力和内屈服压力没有规定,但实物试验结果表明,特殊螺纹接头套管产品达到API TR 5C3规定的套管管体最小内屈服压力没有问题,油田应当按照API TR 5C3规定的套管管体最小内屈服压力进行特殊螺纹接头套管柱设计。
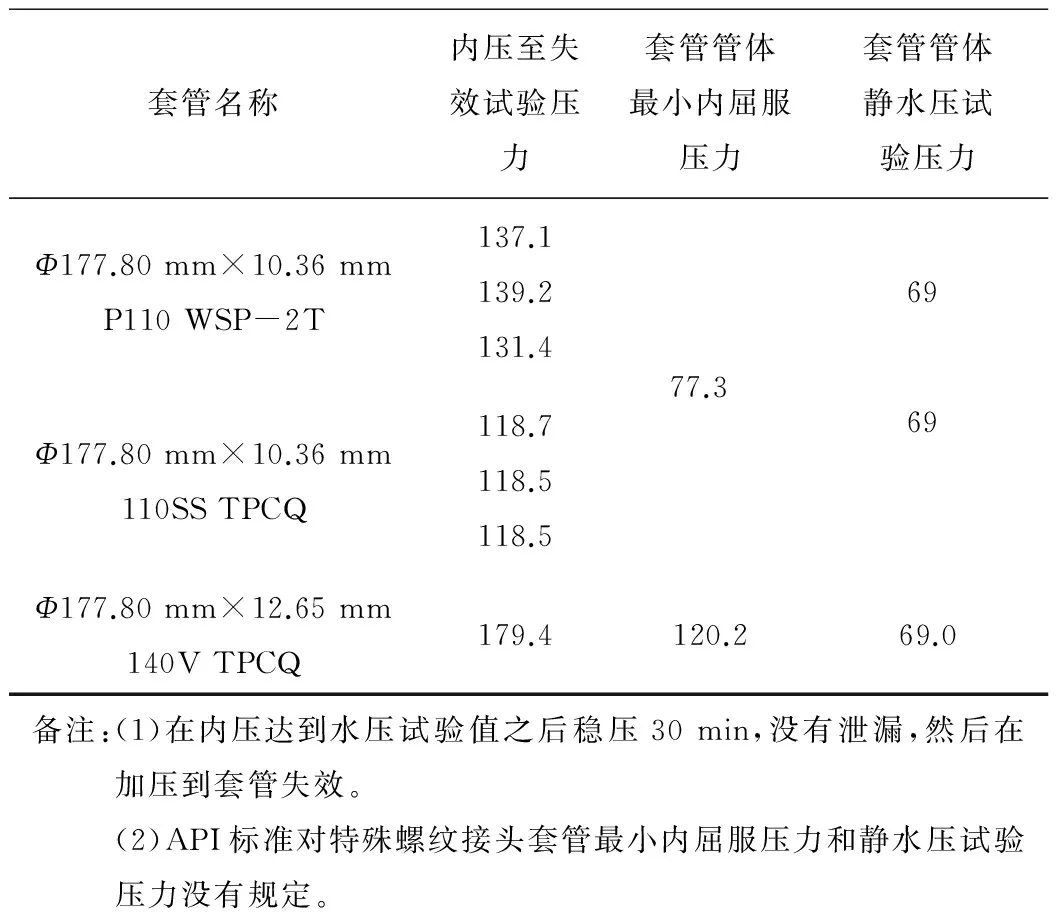
表3 几种特殊螺纹接头套管静水压和内屈服压力试验结果 (MPa)
3.2.2 气密封压力
特殊螺纹接头套管气密封压力与内屈服压力不同,套管气密封压力由其特殊螺纹接头金属对金属密封结构、接触压力和接触面积等因素决定,特殊螺纹接头套管气密封压力可以按照ISO 13679标准进行评价试验而获得。
4 保证API套管密封性能的措施
4.1 加强探伤检查
API标准规定的套管内压性能是按照完好套管计算的,如果套管上存在原始缺陷(如图2所示)[6],在使用过程中很容易发生失效事故。因此,应当在出厂之前对套管进行严格的探伤检查。

图2 外螺纹接头裂纹形貌
4.2 接箍外壁进行机械加工
如前所述,API TR5C3规定的套管接箍内屈服压力是按照薄壁管理论(公式5)计算的,没有考虑接箍壁厚公差。实际加工接箍的管坯外壁难免存在热轧和热处理后存在的脱碳层等缺欠。如果不对接箍表面进行机械加工,将接箍管坯表面存在的脱碳层等缺欠也视为壁厚的一部分,按照API TR 5C3规定的公式计算的套管接箍内屈服压力可能存在风险。实际有些工厂对API套管和特殊螺纹接头套管均要求对接箍外壁进行机械加工。有些工厂不要求对API套管接箍外壁进行加工,要求对特殊螺纹接头套管接箍外壁进行机械加工,但并没有规定接箍表面加工之后不许残留“黑皮”。由于不经过机械加工的接箍表面为“黑皮”,加工之后表面残留的“黑皮”,磁粉探伤容易漏检缺陷。某深井油田已经发生多起由于接箍表面“黑皮”位置残留的缺陷导致的失效事故[7](如图3所示),造出了巨大经济损失。为了防止深井和超深井发生接箍失效事故,应当对套管接箍外壁进行机械加工,不允许存在“黑皮”。
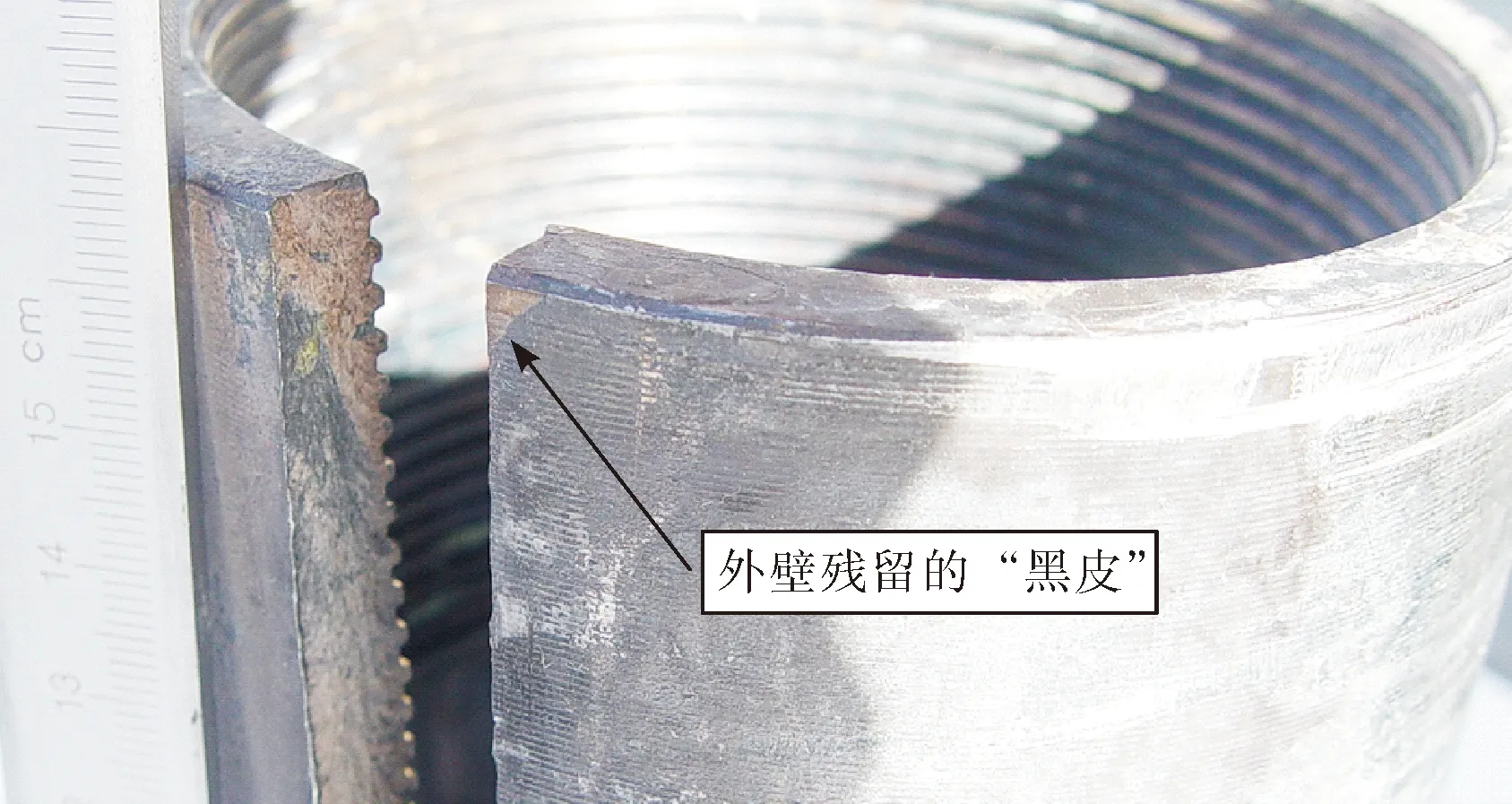
图3 接箍断口局部形貌及靠近端面外壁“黑皮”形貌
5 结束语
1)API套管抗内压强度设计应当按照API TR5C3规定的内屈服压力为依据。
2)特殊螺纹接头套管抗内压强度设计应当执行API TR 5C3规定的套管管体最小内屈服压力。
3)为了防止深井和超深井发生接箍失效事故,应当对套管接箍外壁进行机械加工,不允许存在“黑皮”。
4)建议油田应以订货补充技术协议的形式对套管上扣所用螺纹脂、水压试验压力和稳压时间、套管内屈服强度等主要性能指标提出严格要求。
[1] 吕拴录,李鹤林,藤学清,等. 油、套管粘扣和泄漏失效分析综述[J].石油矿场机械,2011, 40( 4):21-25.
[2] API SPEC 5B SPECIFICATION FOR THREADING,GAGING, AND THREADED INSPECTION OF CASING, TUBING, AND LINE PIPE THREADS. 15th ed [S]. Washington (DC); September 2004.
[3] API SPEC 5CT Specification for Casing and Tubing. 9th ed[S]. Washington(DC); October 2011.
[4] API RP 5A3 Recommended Practice on Thread Compounds[S].2nd ed Washington DC:API, July 2003.
[5] API RP 5C1 Recommended Practice for Care and Use of Casing and Tubing[S]. 18th ed. Washington DC: API; May 1999.
[6] API RP 5C5, Recommended Practice for Evaluation Procedure for Casing and Tubing Connection[S]. Third Edition, July 2003 / ISO 13679:2002,Petroleum and natural gas industries—Practice for testing casing and tubing connection [S].
[7] 滕学清,吕拴录,丁 毅,等. 140ksi高强度套管外螺纹接头裂纹原因分析[J].物理测试,2012 ,30(2):59-62 .
[8] 杨向同,吕拴录,宋 文,等.某井超级13Cr油管接箍开裂原因分析[J].石油管材与仪器,2016,2(1):40-45.
Analysis on Casing Capability Resisting to Internal Pressure in API Specification
TENG Xueqing1,ZHU Jinzhi1,LYU Shuanlu1,2,WEN Zhiming1,QING Hongde1,DONG Ren1,WANG Xiaoliang1,MA Yan1,XU Yongkang1,SHI Guijun1
(1.TarimOilField,Kuerle,Xinjiang841000,China;2.MaterialScienceandEngineeringDepartmentofChinaUniversityofPetroleum,Beijing102249,China)
The investigation was done on the problems to understand the casing internal yield pressure. It was considered that the purpose of hydrostatic pressure test specified by API was mainly to inspect whether casing pipe body leaks, instead of to inspect connection seal performance per analyzing casing hydrostatic pressure test, casing internal yield pressure, and internal pressure test specified in API standard. Through casing full size test result analyzing, it was found that the casing internal yield pressure is much higher than that specified by API as long as the various parameters of casing are in accordance with API specification, so the casing string should be designed in accordance with casing internal yield pressure, instead of hydrostatic pressure specified by API. Through investigating casing coupling failure accident, it was deduced that casing coupling failure could be prevent in deep and ultra - deep wells by machine coupling outside surface by means of analyzing the calculation formula of casing internal yield pressure specified in API TR 5C3. It is suggested that the thread compounds, hydrostatic test pressure and hold time, and casing internal yield pressure etc should be required strictly by user.
casing; hydrostatic pressure test; internal yield pressure; coupling
滕学清,男,1965年生, 高级工程师,1989年毕业于中国石油大学(华东)钻井专业,主要从事石油钻井和完井工程技术工作。E-mail: lvshuanlu@163.com
TE931+.2
A
2096-0077(2016)05-0096-05
2016-07-05 编辑:葛明君)
猜你喜欢
中国纤检(2022年8期)2022-09-22 07:28:06
纺织标准与质量(2022年2期)2022-07-12 06:12:50
红岩春秋(2022年1期)2022-04-12 00:37:34
建材发展导向(2021年10期)2021-07-16 07:13:24
质量技术监督研究(2019年1期)2019-04-25 12:27:40
意林(绘英语)(2018年2期)2018-11-29 03:23:16
电子测试(2018年10期)2018-06-26 05:54:18
水利技术监督(2017年6期)2017-12-19 13:28:38
爆炸与冲击(2017年3期)2017-06-07 08:21:19
山东工业技术(2016年15期)2016-12-01 05:30:54
