灯内钨电极激光焊应用研究
2016-11-17 03:24:46严剑刚罗俊
中国钨业 2016年5期
严剑刚,罗俊
灯内钨电极激光焊应用研究
严剑刚1,罗俊2
(1.上海第二工业大学工程训练中心,上海201209;2.上海亚尔光源有限公司,上海201801)
通过焊接处外观、电子显微组织、焊接牢度、弯折强度及制灯后的使用情况,对比研究灯内钨电极激光焊和电阻焊两种焊接方法的优劣,探讨研究了灯内钨电极激光焊取代电阻焊的可行性。结果表明:激光焊接方法的焊接处外观质量良好,未出现明显表面焊接破损;激光焊焊接处的热影响区小、晶粒较小,焊接牢度较电阻焊更稳定,焊接处弯折强度与母材弯折强度相当,高于电阻焊焊接处弯折强度。激光焊质量、生产效率显著高于电阻焊,验证了灯内钨电极激光焊取代电阻焊的可行性。
电极;激光焊;电阻焊;显微组织;焊接牢度
0 引言
对于灯内电极而言,电极是灯的心脏[1]。因此电极的结构设计、材料选用、焊接方式等都会影响到灯的光电参数及使用寿命[2]。为此,灯用电极焊接方式是制造高光效、长寿命灯的关键,对该领域的深入研究必不可少。
灯内电极是由钨弹簧套入钨芯棒再焊接装配而成的产品[3]。灯内电极的焊接一直采用传统的电阻焊接方式,该技术采用上下电极放电焊接,即将被焊工件压紧于两点焊电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合[4]。但电阻焊易出现的焊点大,焊接施压不慎挤压变形,焊接牢度不稳定,破坏母材抗弯强度,工艺卫生难以保证,自动化程度不高等缺点[5]。在不断要求提高灯的寿命和质量的同时,灯内钨电极的焊接技术也提出了更高的要求。
激光焊接作为一种热输入小、高精度、低变形、热影响区小和高速度的焊接方法,在工业中得到越来越广泛的应用[6]。本文采用激光焊与电阻焊对灯内钨电极进行试验,对比分析焊接处外观、电子显微组织、焊接牢度、弯折强度及制灯后使用情况,从而验证灯内钨电极激光焊取代电阻焊的可行性。
1 试验材料与方法
试验材料为直径0.9 mm×12 mm钨芯棒、钨弹簧。钨的熔点为3680K,是仅次于碳(熔点为4100K)的难熔元素[7]。而试验又是将钨与钨焊接在一起,可知焊接时的局部温度之高,对焊接后材料的影响之大,因此试验的难度非常大。
试验焊接前要对钨芯棒与钨弹簧进行清洗处理去除表面杂质,保证焊接牢度和防止高温焊接时氧化。分别采用日本THM株式会社生产的高精度激光焊接专用设备和镇江无线电专用设备有限公司小功率点焊机对钨弹簧装配入钨芯棒进行焊接,使两者牢固结合。激光焊接系统由ND∶YAG激光器进行光纤两点焊接,焊接工艺参数:直径为0.2 mm,激光频率50 Hz,激光脉冲宽度1.5 ms,氢氮保护气体防止焊接中的氧化。自动化生产效率可达25 PCS/min;电阻焊焊接电流12 A,焊接时间1 s,点焊电极压力100 N,使用氮气保护气体。目前采用的半自动焊接方式,生产效率为8 PCS/min。
试验对同批次半成品采用两种焊接方式焊接后,观察焊接处外观、显微组织、焊接牢度、弯折强度。
2 试验结果与分析
2.1焊接处外观
分别对直径0.9 mm×12 mm的钨芯棒、钨弹簧进行激光焊接和电阻焊接试验,多次试验显示两种焊接方式焊点的外观质量存在一定的差别。
图1所示为激光焊焊接钨电极试样外观照片,从中可以看出,焊点表面平整、光亮,试样焊点处本身变形量极小,表面没有任何焊接氧化现象,焊接质量好。
图2所示为电阻焊焊接钨电极试样外观照片,从中可以看出,焊点表面较平整,焊后钨弹簧发生了明显的变形,表面没有任何焊接氧化现象,焊接质量一般。
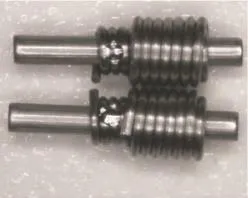
图1 激光焊试样外观Fig.1 Outside look of the laser welding sample
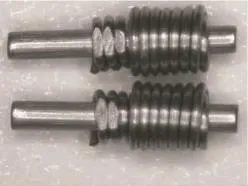
图2 电阻焊试样外观Fig.2 Outside look of the resistant welding sample
2.2焊接后电子显微组织
钨丝晶粒细长,晶界比较清晰,呈现明显的纤维状组织[8]。试验对同批次直径0.9 mm×12 mm钨芯棒、钨弹簧通过两种焊接方式焊接后焊接处显微组织与母材相比较。
图3所示为激光焊焊接试样焊接处的横向截面电子显微组织图片。从图中可以看出焊接处组织与母体组织变化不大,焊接对母体的影响不大,保持了原有的组织结构。
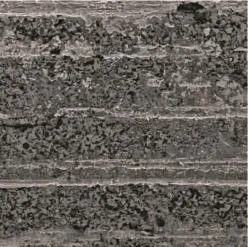
图3激光焊电子显微组织Fig.3 Electron microstructure for laser welding
图4所示为电阻焊焊接试样焊接处的横向截面电子显微组织图片。从图中可以看出焊接处组织与母体组织比较有明显的变大,原有的组织结构遭到一定的破坏,这与电阻焊电流、压力较大有一定的影响。

图4 电阻焊电子显微组织Fig.4 Electron microstructure of resistant welding
2.3焊接牢度
焊接牢度影响电极启动与放电过程中的散热情况[9],因此电极的牢度是灯质量的关键影响因素。试验对同批次直径0.9 mm×12 mm钨芯棒、钨弹簧通过两种焊接方式后的牢度进行测试比较,牢度对比曲线见图5。

图5 焊接试样的牢度对比曲线Fig.5 Contrastive curve for welding strength
图5中实线所示为激光焊焊接试样的焊接牢度数据变化,由于激光焊热输入小、高精度,从图中可以看出激光焊的数据变化较为稳定,产品焊接牢度的一致性相对较好。
图5中虚线所示为电阻焊焊接试样的焊接牢度数据变化,从图中可以看出电阻焊的数据变化较大,由于电阻焊电极接触面积大,焊件又是圆柱形,焊接时位置不能保证,导致焊接后牢度不稳定,甚至有产品发脆现象。在后续热处理加工中电极出现脱落现象,表明之前电阻焊有假焊现象,焊接牢度一致性不好。
2.4弯折强度
电极与玻璃封接的过程中要求承受一定的挤压力,因此电极焊接后需保证不能有发脆现象,影响后续的装配,弯折强度对比曲线见图6。
图6中实线所示为激光焊焊接试样的焊接处弯折强度数据变化,从图中可以看出由于激光焊热影响区小,焊接处组织与母体变化不大,因此焊接后弯折强度与母体弯折强度相当,一致性较好。
图6中虚线所示为电阻焊焊接试样的焊接处弯折强度数据变化,从图中可以看出由于电阻焊上下挤压产品,产品变形大,导致焊接处组织明显长大,弯折强度相对较低。
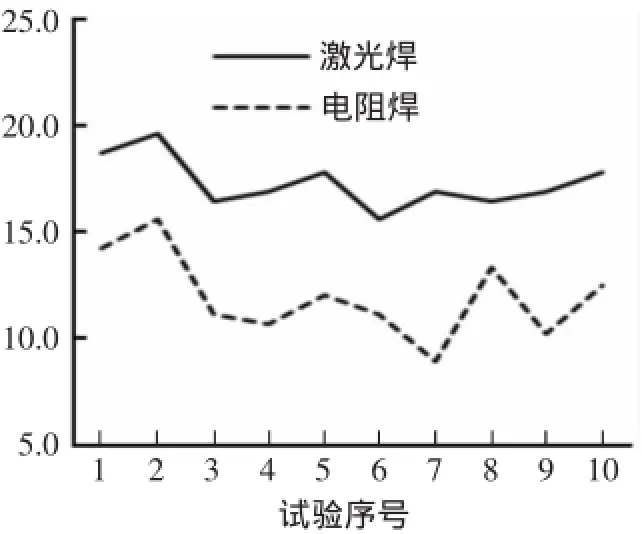
图6 弯折强度对比曲线Fig.6 Contrastive curve for bending strength
2.5焊接后清洁度
杂质对气体放电灯的危害不容忽视,它将影响到灯的启动和放电的进行,使电极受损增加了电弧管发射材料的溅射等不利因素[10]。因此在制灯过程中必须避免杂质的污染。图7为激光焊电极杂质含量,图8为电阻焊电极杂质含量。
激光焊不使用焊接电极,不会有电极和生产过程的污染;而电阻焊接采用电极接触式,并且在焊接电极磨损后修磨都会对产品有污染。试验对焊接后的产品进行元素检测,电阻焊接后产品的污染较为严重,影响后续制灯的质量。
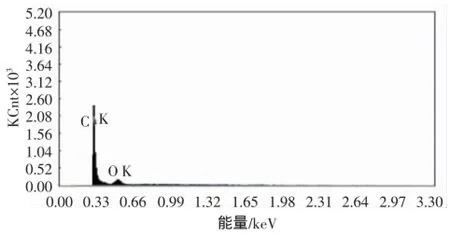
图7 激光焊电极杂质含量Fig.7 Impurity content for laser welding electrode
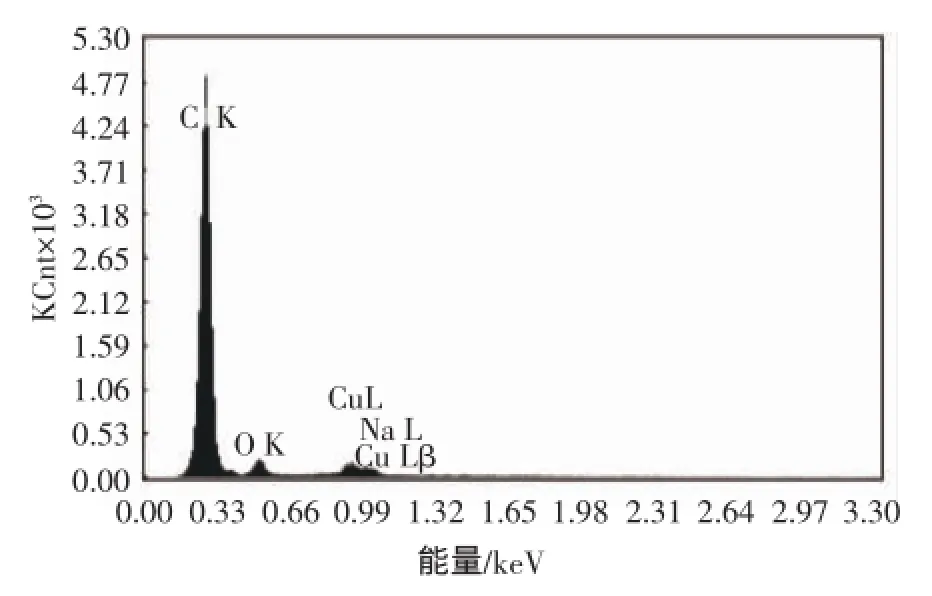
图8 电阻焊电极杂质含量Fig.8 Impurity content for resistant welding electrode
3 结论
针对采用激光焊和电阻焊焊接灯内电极的制灯后使用情况,从外观、显微组织、焊接牢度和弯折强度等四个方面进行对比研究,结果表明:
(1)激光焊焊接试样的变形程度显著低于电阻焊,且焊点显著小于电阻焊。
(2)激光焊焊接区域组织保持原来母材晶粒大小,没有明显变化;电阻焊焊接区域由于焊接时加压加热加大,晶粒明显变大。
(3)激光焊接牢度一致性较好,质量得到保证;电阻焊接牢度变化较大,稳定性差,质量无法保证。
(4)激光焊接能量稳定,焊接区与母材性能变化小,弯折强度变化小;电阻焊接能量变化大,导致产品有发脆现象。
(5)激光焊接方式对电极的污染小,对制灯后的质量没有影响。根据焊接效率,激光焊的生产效率是电阻焊的3倍,有效地降低了生产成本。
由此,激光焊接热输入小、高精度、低变形、热影响区小和高速度的焊接方法,其焊接质量明显优于电阻焊接,完全可以取代目前照明行业内一直采用的电阻焊方式,提高焊接质量,为灯用电极焊接开创了新的生产工艺,具有非常好的经济效益与社会效益。
[1]方道腴,蔡祖泉.电光源工艺[M].上海:复旦大学出版社,2008.
[2]周太明,周详,蔡伟新.光源原理与设计[M].上海:复旦大学出版社,2006.
[3]欧阳明亮,廉冀琼,王威,等.气体放电灯用特种钨电极的制备新工艺[J].中国照明电器,2013(3):18-20.
OUYANG Mingliang,LIAN Jiqiong,WANG Wei.New process for fabricating advanced tungsten electrodes used in gas discharge lamps[J].China Light&Lighting,2013(3):18-20.
[4]胡欣.激光技术在光源电极中的应用[J].灯与照明,2014(3):53-56.
HU Xin.Application of laser technology in lighting electrode[J]. Light and Lighting,2014(3):53-56.
[5]朱月峰,韦祎,王文.异种材料电阻焊焊接工艺[J].焊接技术,2015(12):38-41.
ZHU Yuefeng,WEI Yi,WANG Wen.Resistance welding dissimilar materialsweldingprocess[J].WeldingTechnology,2015(12):38-41.
[6]张凤英,杨学坤,吴博,等.1Cr18Ni9Ti激光焊与氩弧焊的显微组织及力学性能对比研究[J].应用激光,2015(4):461-466.
ZHANG Fengying,YANG Xuekun,WU Bo.Comparative study on the microstructure and mechanical properties of laser welding and argon arc welding of 1Cr18Ni9Ti[J].Applied Laser,2015(4):461-466.
[7]范景莲,李鹏飞,刘涛,等.高性能细晶钨及钨合金的研究进展[J].中国钨业,2015,30(2):41-48.
FANJinglian,LIPengfei,LIUTao.Advances in fine grained tungsten and tungsten alloys with high performance[J].China Tungsten Industry,2015,30(2):41-48.
[8]西宇辰,杨建参,朱文光,等.钨电极加工变形组织研究[J].中国钨业,2012,27(6):19-23.
XI Yuchen,YANG Jiancan,ZHU Wenguang.The microstructure of tungsten electrode processing[J].China Tungsten Industry,2012,27(6):19-23.
[9]王尔镇,王春锋,梁伟熠.照明光源的寿命特性和改进[J].灯与照明,2002(3):20-25.
WANG Erzhen,WANG Chunfeng,LIANG Weiyi.The life of the lighting source features and improvements[J].Light and Lighting,2002(3):20-25.
[10]朱继中,叶盛,汪晖,等.灯内杂质气体对HID光源性能的影响[J].灯与照明,2005(4):43-45.
ZHU Jizhong,YE Sheng,WANG Hui.The impurity gases affect the performance of HID light source in the lamp[J].Light and Lighting,2005(4):43-45.
Application of Laser Welding in Lamp Tungsten Electrode
YAN Jiangang1,LUO Jun2
(1.ShanghaiSecondPolytechnicUniversityofEngineeringTrainingCenter,Shanghai 201209,China;2.ShanghaiY&LLightingCo.,LTD,Shanghai 201801,China)
This paper studies the possibility of replacing resistant welding with laser welding.The two different welding processes are compared by observing appearance of weld knot,crystallization structure,welding strength through bending and aging tests.The result indicates that laser welding has better qualities of weld knot without any damage on the surface.Thermal area affected by laser welding is smaller in size also for crystallization.Welding strength of laser process is more stable in comparison with resistant welding.
electrode;laser welding;resistant welding;microstructure structure;weld strength
TN205
A
10.3969/j.issn.1009-0622.2016.05.009
2016-05-21
严剑刚(1979-),男,上海人,高级工程师,主要从事光源与照明领域的研究。
猜你喜欢
北京航空航天大学学报(2022年8期)2022-08-31 08:59:12
阅读(快乐英语高年级)(2022年6期)2022-06-17 04:48:48
家庭影院技术(2021年10期)2021-11-20 06:08:52
中学生数理化(高中版.高考理化)(2021年1期)2021-03-19 08:51:52
紫禁城(2017年6期)2017-08-07 09:22:52
新高考·高一物理(2016年10期)2017-07-07 12:17:11
工业设计(2016年5期)2016-05-04 04:00:48
文学少年(有声彩绘)(2016年11期)2016-02-28 17:52:30
焊接(2016年2期)2016-02-27 13:01:14
华东理工大学学报(自然科学版)(2015年4期)2015-12-01 04:00:42