浅析总装车间工艺设计在海外某KD项目中的应用
2016-11-15 10:45刘汉明
中小企业管理与科技·上旬刊 2016年10期
关键词:总装
刘汉明


摘 要:通过本文的介绍,达到了对总装车间工艺设计的任务、原则和基本概念的一般了解,并且通过实例的演练和介绍,能够举一反三的完成总装车间工艺方案的设计,提出总装车间工艺平面布置图、车间建筑结构形式及外框尺寸等有关总装车间的工艺设计数据。
关键词:总装;总装车间工艺设计;平面布置图设计
中图分类号: TH122 文献标识码: A 文章编号: 1673-1069(2016)28-196-2
1 总装车间工艺平面布置图设计的基本步骤
下文以江淮汽车海外某KD项目为例,通过该项目工艺平面布置图设计过程的具体介绍,说明总装车间工艺平面布置图设计的基础步骤、方法和设计过程中应该注意问题。
1.1 设计输入
工艺方案设计前提供的前提条件和约束条件,工艺方案最终需要达到的功能和目的。
1.1.1 项目参数
作为项目的首要输入,需要兼顾后期市场发展扩展。
生产纲领:年产4万辆/年/单班。
生产节拍:25UPH。
工作制度:采用双班工作制,年工作日250天,每班工作8小时。
生产车型:江淮帅铃轻卡、高端小卡。
整车尺寸:包含不同车型的整车尺寸,不同车型的驾驶室、车架、发动机、变速箱、轮胎、前后桥、货箱尺寸(长*宽*高)及重量,均取同类型产品的两侧极限值;
1.1.2 环境状况
电源:三相五线制
三相交流电 400V±10% 50Hz±2%
单相交流电 230V±10% 50Hz±2%
设备插头:欧标插头及插座
平均湿度:75%
环境温度:-4 —+36C°
压缩空气:0.4-0.6Mpa
厂房结构:轻钢结构,屋架下弦标高10.5m,厂房无工艺载荷。
1.2 工艺分析
①装配的组织形式确认。
装配组织形式:分固定式装配和流水式装配,其中 流水式装配:分自由流水装配和强制流水装配; 强制流水装配:分间歇流水装配、连续流水装配。通过分析设计输入,确定各车间生产任务,进而通过对产品结构分析确定初步工艺方案。因该KD项目总装车间生产任务为年产4万台轻卡及小卡,产量高,同时考虑到国外生产不稳定性,需要采用连续流水线装配以提高生产节拍和工作效率。
②选择生产工艺流程及主机设备。
选择工艺流程,首先要保证产品的质量要求,在满足产品质量要求的前提下,尽可能简化流程,缩短生产周期。工艺流程的选择还应充分体现技术上的先进性和可靠性。要注意吸收类似工厂在实践中所积累的丰富经验。选用新设备、新技术、新工艺时要充分调查,反复论证,认真落实。
通过对该KD项目分析及与经销商对接:工艺流程借鉴江淮汽车现有青州工厂生产工艺和国内先进组装厂的生产工艺,结合自己的实际产品工厂生产水平,同时考虑到投资回报率,综合考虑,取长补短,得出较为合理的工艺流程。
1.3 确定主要工艺参数、定额指标
②装配时间的确定:因相关组装在江淮汽车国内组装工程均有同类似产品组装,所以该KD项目的装配时间可以通过实测法进行测量,但后期项目新增类型产品的装配时间只能通过工艺分析法和类比法得出:
该项目中以目前产量比例较大请卡为例的实测装配时间为:内饰线为11139,底盘为6631,合装为8773,发动机预装为2006,仪表分装线为512。
按照上述工作站数量计算公式得该KD项目工位数为:内饰线为37.5,底盘为22.3,合装为29.5,发动机预装为4.3,仪表分装线为11.3,OK线为8.7。
考虑到目前江淮汽车轻卡三厂装配自动化程度较低,产量低(每天40台,年产1万台),而且海外KD项目操作人员素质整体落后于中国实际情况,对装配时间影响较大,同时后续开发产品定位均是中高端产品,后期产品的装配复杂程度会有部分提升,所以通过该装配时间计算出来的工位数只能作为参考,还需要参考国内同类产品的工位数量及对目前的江淮轻卡三工厂装配时间作工艺分析法以供参考。
调研江淮汽车轻卡三工厂工位数据为:内饰线为36,底盘+合装线为40,发动机线为11。
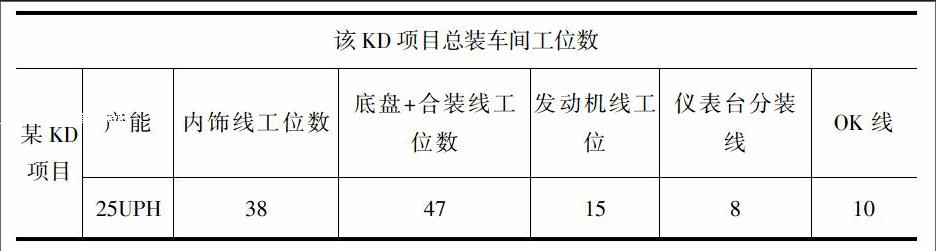
结合上述两点综合得出皮卡各线体最终工位数:
④流水线长度的确定:依据上述输入的产品尺寸,确定各生产线的工位长度及流水线长度:工位长度=工件长度+工件间距,则该KD项目底盘及合装线长度为6.5m,内饰线为3m,对应工位长度乘以工位数即为流水线长度。
1.4 工艺平面规划
①流水线区域的确定。
流水线区域=线水线宽度+操作宽度+物料宽度。通过上述计算方法计算出该KD项目各生产线区域,最后计算得出本方案总装车间底盘线、合装线、内饰线、发动机分装线区域设计为8m,OK线区域设计为7m,仪表分装线区域设计为6m。
②检测返修区域的确定。
参考江淮汽车内部先进工厂模式,该KD项目总装车间也采用综合式检测线,以便更好地保证产品质量。其中检测返修区域=检测区域+返修区域。
③分装工作区域的确定。
根据产品的工艺特点,确定需要分装的零、部件及其操作的模式,进而确定分装区域的大小和位置。因该KD项目目前只有轻卡车型数据,所以分装工作区域的数据主要依据轻卡车型数据:目前需要进行分装的零部件主要有:后桥、仪表台预装、前围线束装配、导向管柱与组合开关预装、前挡风玻璃上胶条装配及打胶、后挡风玻璃上胶条装配及打胶等零件需要提前进行分装。按上述分装件的需求,预计在内饰线及底盘线边分别设计分装区,以便分装好的零件能够就近送至主线进行装配。
④辅助区域的确定。
工具库:一般利用生活间一到两个开间(每个开间约:8m×9m 6m×9m)
机电维修备件库:一般利用生活间一个半到三个开间(每个开间约:8m×9m 6m×9m)
车间主通道:纵向一般采用3-4m、横向一般采用5-6m。
物流通道该KD项目纵向采用4m,横向采用6m。
⑤车间配货区的确定。
一般占车间生产面积的10-20%。通过与业主沟通,该KD项目总装车间配货区按2天产量进行设计。
⑥工艺平面布局规划。
主要确定车间的工作区域、辅助区域、物流区域等厂房的功能区域的布置和设备布置。车间工艺布置做到生产流程顺畅、简捷、紧凑,尽量缩短物料的运输距离,充分考虑设备操作、维护和施工、安装及其他专业对布置的要求。根据以上计算的各种数据及上述工艺平面布置图的设计原则,设计出扬州项目总装车间工艺平面布置图,并与业主及相关专家多次评审,最终设计出该KD项目总装车间工艺平面布局图(图1)。
⑦专业配合协调配合。
与总图协调配合:确定厂房轮廓尺寸、对外物流流向
与土建协调配合:确定厂房柱网、大门位置、厂房高度建筑结构形式等。
与公用专业协调配合:确定给排水、采暖通风与空气调节、动力供应、照明与配电、网络与通讯。
与机电协调配合:确定项目的投资估算。
与非标机械化专业协调配合:确定非标机械化设备方案。
通过与上述专业协调配合,将总装车间终版工艺平面布置图进行下一步的深入细化,以便于设计院进行厂房设计。
2 结论
通过具体实例介绍达到对总装车间工艺设计步骤及注意事项有了一定的了解,形成现代汽车总装车间的基本概念。
参 考 文 献
[1] 刘光富,张岳君,张晓宇.轿车总装流水线标准工时应用研究[J].郑州轻工业学院学报:自然科学版,2008,23(5):54-56.
[2] 高红花.基于精益生产的标准作业研究[J].机械工业标准化与质量,2007(3):30-32.
猜你喜欢
百科探秘·航空航天(2021年12期)2021-01-15
科学与财富(2018年26期)2018-10-24
现代企业文化·理论版(2017年21期)2018-03-23
科技视界(2017年11期)2017-08-29
科技创新与应用(2017年15期)2017-05-31
科学与财富(2016年27期)2017-03-24
科技创新与应用(2017年6期)2017-03-23
演艺科技(2014年6期)2014-09-03