7000系铝合金轮椅底架结构主件机器人协焊工艺
2016-11-15 06:49:15常州机电职业技术学院周英华钱金法殷荣幸
电子世界 2016年19期
常州机电职业技术学院 周 斌 周英华 钱金法 殷荣幸
7000系铝合金轮椅底架结构主件机器人协焊工艺
常州机电职业技术学院 周 斌 周英华 钱金法 殷荣幸
采用机器人协焊(MIG焊)工艺对高强度铝合金管件(7000系列)多管件构件组成的轮椅骨架部件接进行了实践和研究,经过反复实践和优化,得到了较佳的协焊方案和焊接工艺参数,保证了产品的焊接质量,减小了产品的变形,并应用于生产实践。
7000系列铝合金;轮椅底架;机器人协焊(MIG焊);焊接工艺
1 概述
由高强度铝合金管件组成的轮椅骨架主要结构部件(图l)是为轮椅底架配套的座椅结构总成中的一个核心部件,其产品特点是:采用7000系列铝合金薄壁管材,管件尺寸较小(20mm左右),焊缝分散,管件间都是三维空间相贯线连接,焊接难度较大。
综合以上分析后,提出了对机器人、焊接电源及焊接工装的配置和设计要求。通过联机调试成功后,对合理设定焊接工装和焊接工艺参数及优化焊接顺序进行了反复调试,并对焊接产品按要求进行焊缝质量检验和强度测试,结果均合格。使该结构部件实现了机器人三维协作MIG焊接, 并取得了良好的效果。

圈1 铝合金轮椅底架主要部件
该部件是轮椅底架部件中用量最大的部件,以往采用手工TIG焊,操作劳动强度大,焊接效率低,变形大,一致性差。为此,笔者开展了机器人协焊的研究,从机器人、焊接电源、焊接工装、工艺参数等方面进行了全方位的探索和研究,以此来替代手工焊接,保证产品的焊接质量。同时,解决了企业当前用工难、成本高的困境。
2 焊接设备
2.1 焊接机器人
根据各种焊接设备的试焊情况及产品与焊机匹配的良好特性,本方案中工业机器人弧焊工作站选择的弧焊机器人为安川MA1400,选择安川MH6为工件传送机器人,DX100控制器中内置了弧焊专用程序。MA1400的技术参数见表1。

表1 MA1400机器人技术参数

图2 伏能士CMT3200焊接电源
2.2 焊接电源
铝合金焊接的特点是:铝合金表面氧化膜的熔点高达2050℃,而铝材本身熔点仅为650℃,铝合金热导率较高(是钢的3倍),因此,对于一个多管件构件来说,在焊接开始和结束时,构件的温差是比较大的,所以其焊接工艺参数也必须随之改变。要满足上述要求,必须使焊接电源具备良好的铝合金焊接性能。通过用松下、OTC等各种品牌的焊接设备对7000系列铝管件的焊接试验,最后选择了伏能士(Fronius)公司的产品。伏能士(Fronius)公司生产的CMT系列冷金属焊机可实现无飞溅MIG/MAG焊接,可用于所有的金属材料及所有工业领域。实验表明,CMT系列冷金属焊机特别适应7000系列铝合金的焊接要求,根据焊材的特点,我们最终选择伏能士CMT3200焊接电源(图2)和配套焊接系统,包括焊枪、送丝机构、送丝盘等,只需将各部分的控制电缆、检测电缆与焊接电源连接好,将气管与气源对接好即可。
CMT3200焊接电源的技术参数见表2。
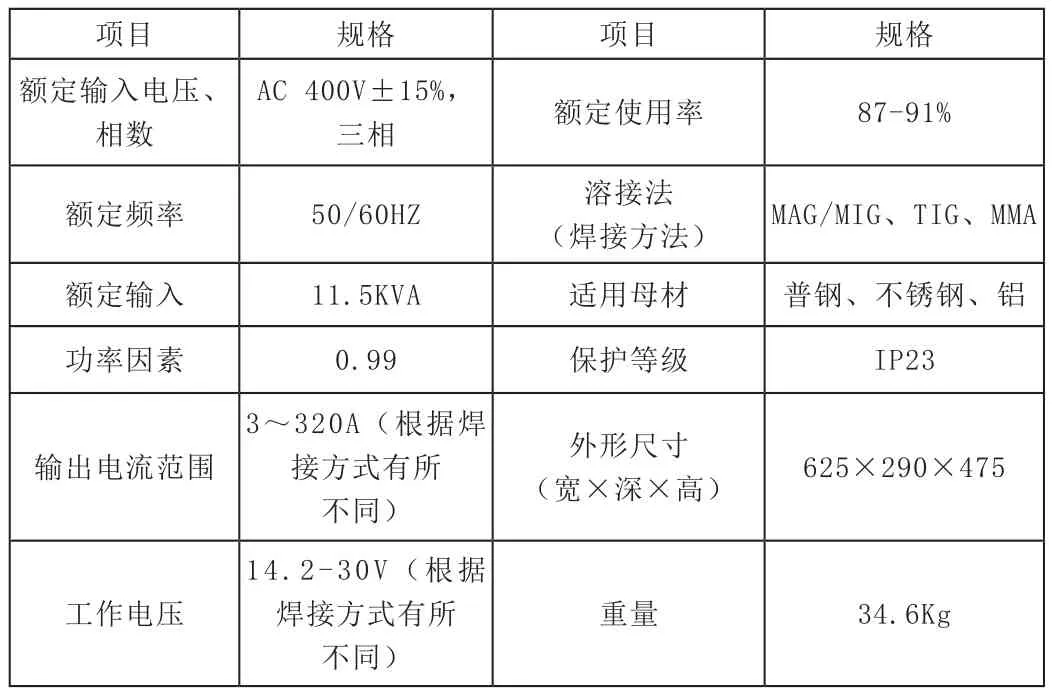
表2 CMT3200焊机技术参数
2.3 RCU的选配
一般,CMT3200焊接电源与焊枪、送丝机构、送丝盘等构成的焊接系统很难焊接出企业所期望的鱼鳞状焊接效果。RCU-5000(图2所示)是伏能士公司新研制的集大量经验数据和焊接特性曲线,并可根据用户需求进行数据调整的为品,与焊接电源的连接很简单,只需将电缆端口插入焊接电源后面对应插座即可,此时,焊接电源执行的焊接曲线及相关指标,将由RCU决定。

图3 RCU-5000
RCU-5000可预置储存大量JOB,即焊接一个产品时可存储大量焊接工艺参数,以适应不同焊接部位工艺参数变化的需要,焊机与机器人的实时通信,可以方便地达到焊接不同部位时调用不同的焊接工艺参数的目的。
2.4 焊接工装
本系统采用双机器人协焊方式,工装除要满足四个管件定位装夹要求外,还要求具备随动功能,即由抓举机器人抓举工装台在空间按要求翻转随动,保证焊枪在任一焊接位置与工装夹头不相干涉,同时零件的定位、夹紧可靠,拆装方便,本工装在总体设计上采用组合式结构框架, 以保证工装的精度(见图4)。

图4 随动式工装台
2.5 焊丝
为满足焊缝强度和良好的熔合性要求, 对7003母材选用5356焊丝,直径为1.0mm。
3 焊接
3.1 焊接轨迹示教
管件装夹到位后,检查各管件焊缝处间隙(要求<0.8mm)。组合示教抓举机器人和焊接机器人(图5所示),按两边和对称交叉的原则确定焊接位置顺序,示教焊枪姿态尽可能保持平焊姿态,合理调整焊枪与焊道的夹角,分段示教完成后,作一个完整的示教轨迹,检查是否有干涉。

图5 双机器人协焊示教
3.2 焊接工艺参数
送丝速度及焊枪运行速度至关重要,因为MIG焊机的焊接电流是由送丝速度来决定的,送丝速度和焊接电流成正比。试焊发现相同的焊缝接头(即相同的零件壁厚和接头形式及相同的焊接姿态和焊接工艺参数)在工件处于冷态和热态时,其焊缝的质量有较大的差异,热态时表现出焊接电流偏大,有时甚至出现零件被焊穿的情况。主要原因是铝合金的热导率大,短时间内热量的集聚使得相同的焊接工艺参数在热态下焊接电流显得偏大;对于冷态和热态的引弧和熄弧情况同样如此,为改善冷态引弧时产生的不良焊接,采用了较大的电流,再加上调节脉冲频率,在很大程度上改善了焊缝的熔合外观特征,而熄弧则采用电流衰减和延时熄弧,减少了熄弧凹坑的缺陷。
根据零件壁厚及形状差异、不同的焊接姿态及引弧和熄弧的特殊要求、焊接顺序及管件温度的差异等状况,经过反复调整,得到了较优的工艺参数配置,确定焊接工艺参数(表3为焊接主要工艺参数)。达到表面焊接质量要求后,对焊缝熔深和接头的力学性能(拉伸、弯曲)进行测试,均达到相关标准要求。焊后构件的焊接变形小,焊接效率比采用手工TIG焊时提高5-8倍。

表3 焊接主要工艺参数

图6 鱼鳞状焊接效果
4 焊接效果
工艺参数优化后, 在合适的焊接电流、送丝速度和脉冲条件下,通过机器人控制系统协调焊枪的位置、姿态与工装之间的相对运动以及调用相应的焊接JOB,实现了如图6所示的焊接效果。
5 结论
(l)机器人焊接焊枪重复定位精度较高,轨迹稳定,焊接工艺参数可以随意调用,焊枪运动时速度平稳,克服了手工焊接快慢不均的缺点,使其均匀性和一致性良好,从而焊缝质量稳定。
(2)双机器人协焊调整空间大,比较适合结构较复杂的构件,焊接时,焊枪和工装可实现同步运动,可有效提高工作效率。
(3)机器人MIG焊焊接速度远高于手工TIG焊,因此热量集聚大幅减少,焊件变形小。
(4)CMT3200焊接电源配置RCU-5000后,其工作灵活性大幅提升,可通过调用不同JOB实施分段焊接,有效提高焊接质量。
[1]张轲,吴毅雄,金鑫,吕学勤.移动焊接机器人坡口自寻迹位姿调整的轨迹规划[J].机械工程学报,2005,41(5): 217-219.
[2]毛志伟,张华,郑国云.旋转电弧传感弯曲焊缝移动焊接机器人结构设计[J].焊接学报,2005, 26(11): 52-54.
[3]董晓雨.机器人焊接工装的即插即用控制技术的研究[D].上海:上海交通大学,2008: 12-13.
[4]赵杰.我国工业机器人发展现状与面临的挑战[J].航空制造技术,2012,45(12): 18-19.
[5]何福林.汽车覆盖件冲压生产线概述及选择[J].锻压机械,1999,4(3): 6-7.
[6]吴家任.泵车臂架自动焊接生产线控制系统设计[D].长沙:湖南大学,2011: 15-17.
周斌(1983—),江苏镇江人,实验师,硕士,研究方向:自动化控制。
课题:2014年江苏省前瞻性研究专项资金项目,项目编号:BY2014043康复轮椅铝构件机器人3D协焊自动生产线管件技术的研究。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
防爆电机(2020年6期)2020-12-14 07:17:06
模具制造(2019年4期)2019-06-24 03:36:46
经济技术协作信息(2018年11期)2019-01-14 03:07:20
制造技术与机床(2017年10期)2017-11-28 05:22:57
焊接(2016年6期)2016-02-27 13:04:57
Coco薇(2015年10期)2015-10-19 12:12:32
中国塑料(2015年7期)2015-10-14 01:02:52