HFST伺服液压系统在轮胎硫化机中的应用研究
2016-11-15 06:25:31艾同辉姚宁张令张伟刘尚
橡塑技术与装备 2016年19期
艾同辉,姚宁,张令,张伟,刘尚
(1.天津瀚福精密液压技术有限公司,天津 300350;2.合海橡塑装备制造有限公司,山东 东营 257000;3.燕山大学河北省重型机械流体动力传输与控制重点实验室,河北 秦皇岛 066004)
HFST伺服液压系统在轮胎硫化机中的应用研究
艾同辉1,姚宁2,张令2,张伟3,刘尚3
(1.天津瀚福精密液压技术有限公司,天津 300350;2.合海橡塑装备制造有限公司,山东 东营 257000;3.燕山大学河北省重型机械流体动力传输与控制重点实验室,河北 秦皇岛 066004)
根据轮胎硫化机的生产工艺要求和伺服电机调速特性设计的HFST伺服液压系统,采用压力、流量单独控制,是一种实现液压驱动硫化机节能的新型液压伺服驱动与控制技术。现场性能测试表明,HFST伺服液压系统完全满足现场主机需求,对于降低能耗,提高响应速度和压力控制精度,具有明显的技术优势。
液压轮胎硫化机;HFST伺服液压系统;节能
随着汽车工业和轮胎工业的不断发展,对轮胎的均匀性提出了越来越高的要求,轮胎硫化机是轮胎工业生产环节中最为重要的工艺设备之一,种类多、数量大,大约占到轮胎企业设备投资总额的25%以上,硫化机被视为轮胎生产现代化水平的象征和标志。
轮胎硫化是轮胎制造的最后一道工序,而轮胎硫化机则是影响轮胎质量的关键设备之一,尤其是高等级的子午线轮胎[1]。由于机械式硫化机具有重复定位精度低、施力不均匀、受力构件容易变形等缺点,国外轮胎厂家生产高等级子午线轮胎时普遍采用液压硫化机,国外大型轮胎厂使用液压硫化机比率达60%以上,国内近年来液压硫化机的使用比例也大幅上升。
目前市场上生产和使用的硫化机液压系统主要以异步电机加恒功率变量泵的控制形式,来满足开合模工况下压力和流量需求。只要硫化机开始工作,液压泵输出功率保持不变,但除了开合模外其它工况时并不完全匹配,需要通过溢流和节流消耗掉一部分能量,从而系统功率浪费大,油液温度升高。
在节能减排的大背景下,节能型硫化机已被众多轮胎制造厂家所逐步接受,将会成为今后市场的主流产品。伺服电机液压系统具有效率高、系统油液温升低、控制系统响应快、重复精度高、系统稳定性好的特点,在注塑机行业得到了广泛的应用[2,3],是目前行业的最前沿技术。
本文设计的HFST伺服液压系统,结合了伺服电机快速的无级调速特性和液压油泵的自主调节油压特性,采用压力、流量双闭环控制,是一种实现液压驱动硫化机节能的新型液压伺服泵驱动与控制技术。
1 HFST伺服液压系统设计
1.1 功率消耗分析
液压轮胎硫化机的功率消耗情况如表1所示。在轮胎硫化机运行中,主要工艺过程[4]包括:装胎机构升/降、硫化机开模/合模、下环升/降、上环升/降、加压缸升/降、加压保压、卸胎机构升/降等几个阶段,每个阶段需要的压力和流量有很大差别,压力从最小的5 MPa到最高的24 MPa,流量从最小的5 L/min到90 L/min;各阶段所需的功率输出也有很大不同,最大的是快速开合模过程的15 kW,最小的是装胎和卸胎动作的0.8 kW。如果主机采用异步电机加恒功率变量泵控制时,液压泵输出功率始终保持不变,当设定的流量及压力超过工艺需求时,通过液压泵出口处的溢流阀和节流阀来调节负载压力和流量,据统计采用此种方式控制的液压硫化机,溢流和节流带来的能量损失[5]高达36%~50%。

表1 某轮胎硫化机功率情况列表
如果当执行元件所需的负载和速度发生变化时,可以通过调整伺服电机的转速来控制泵的流量与负载速度相适应,就可取消液压系统的节流控制,有效减少系统溢流和节流损失。
1.2 HFST伺服液压系统工作原理
新型的HFST伺服液压系统驱动部分用伺服电机取代原异步电机,用内啮合齿轮泵取代原叶片泵和柱塞泵,另外增加伺服驱动器,可以对生产所需的压力和流量分别控制,其结构简图如图1所示。

图1 HFST伺服液压系统控制简图
HFST伺服液压系统工作原理为:液压泵的流量与电机的转速为正比关系,油泵输出压力也正比于电机的输出扭矩。在油压未建立时,用流量正比于转速的方式运转油泵。油压建立起来后,利用偏差来进行转速控制,油压可以稳定在给定值。
总之,当压力未达到给定值时,伺服电机转速由流量指令控制;压力到达后,伺服电机转速由压力指令和压力反馈差值运算出来的速度控制。同时泵驱动系统通过获取压力阀的控制信号得到相应的系统压力,并且使其与电机设定的在不同压力下的最低可靠稳定运行转速曲线相比较,从而得到在当前压力下电机运行的最低频率,从而避免出现压力脉动的情况。
1.3 回路的改进
由于HFST伺服液压系统可以通过伺服控制器控制电机转速,进而对系统的流量和压力分别进行控制,液压回路可以大大简化,重新设计的液压系统原理图如图2所示,系统主要特点如下:
(1)装胎机构升/降回路、硫化机开模/合模回路、下环升/降回路、上环升/降回路、卸胎机构升/降回路主要由换向阀、平衡阀和安全阀组成,取消了原系统的节流阀、减压阀和液压锁等元件,系统简单紧凑;
(2)加压缸升/降系统也由伺服电机定量泵系统供油,减少了一套高压小流量泵,可以实现无负载时的快速升降和加压保压工况,系统在油缸处设有压力传感器和蓄能器,可以保证压力的精度。
2 新型HFST伺服液压系统性能测试
HFST伺服液压系统设计、加工、集成完成后,在合海橡塑装备制造有限公司与主机进行联机测试,如图3所示。
2.1 HFST伺服液压系统响应速度
HFST伺服液压系统响应速度快慢是衡量泵驱动部分和控制系统的重要技术性能指标。
(1)系统响应时间以及静态误差
试验过程,在指令流量99%状态下进行压力测试,从0~110 kgf/cm²压力响应测试波形如图4所示,图中深色为设定压力,浅色线为实际压力。
从图4中可以看出,压力上升时间(0~110 kgf/cm²)为96 ms,压力响应上升时间越短,越可缩短机器生产周期,提高生产效率;压力几乎没有过冲,压力过冲量越少,越可有效保护合模时对模具的冲击;稳态压力波动±1.25 kgf/cm²以内,保证对压力控制的稳定性。
HFST伺服液压系统响应速度快,能提升硫化机成型的能力和运行效率,响应速度快是液压伺服驱动的技术性能优势之一。

图2 HFST伺服液压系统原理图

图3 合海橡塑装备制造有限公司硫化机测试现场
图4 压力响应测试曲线
(2)多段压力的跟随性测试
给定99%速度,用PLC给定的压力输入信号,压力跟随性曲线如图5所示,通过PLC对压力信号的输出(深色线条),通过压力传感器对系统压力的监测(浅色线条)。
从图5中可以看出,给定和实测压力差值±5 kgf/cm²以内,两者的重合度较高,说明压力控制的跟随性好。
(3)多段流量的跟随性测试
给定45 kgf/cm²压力,用PLC给定变化的转速信号,电机转速跟随特性曲线如图6所示,图中浅色是速度信号的给定值,深色是编码器对电机转速的实测值。
从图6中可以看出,给定和实测转速差值±1%以内,上述两者的重合度较高,说明速度控制的跟随性高。
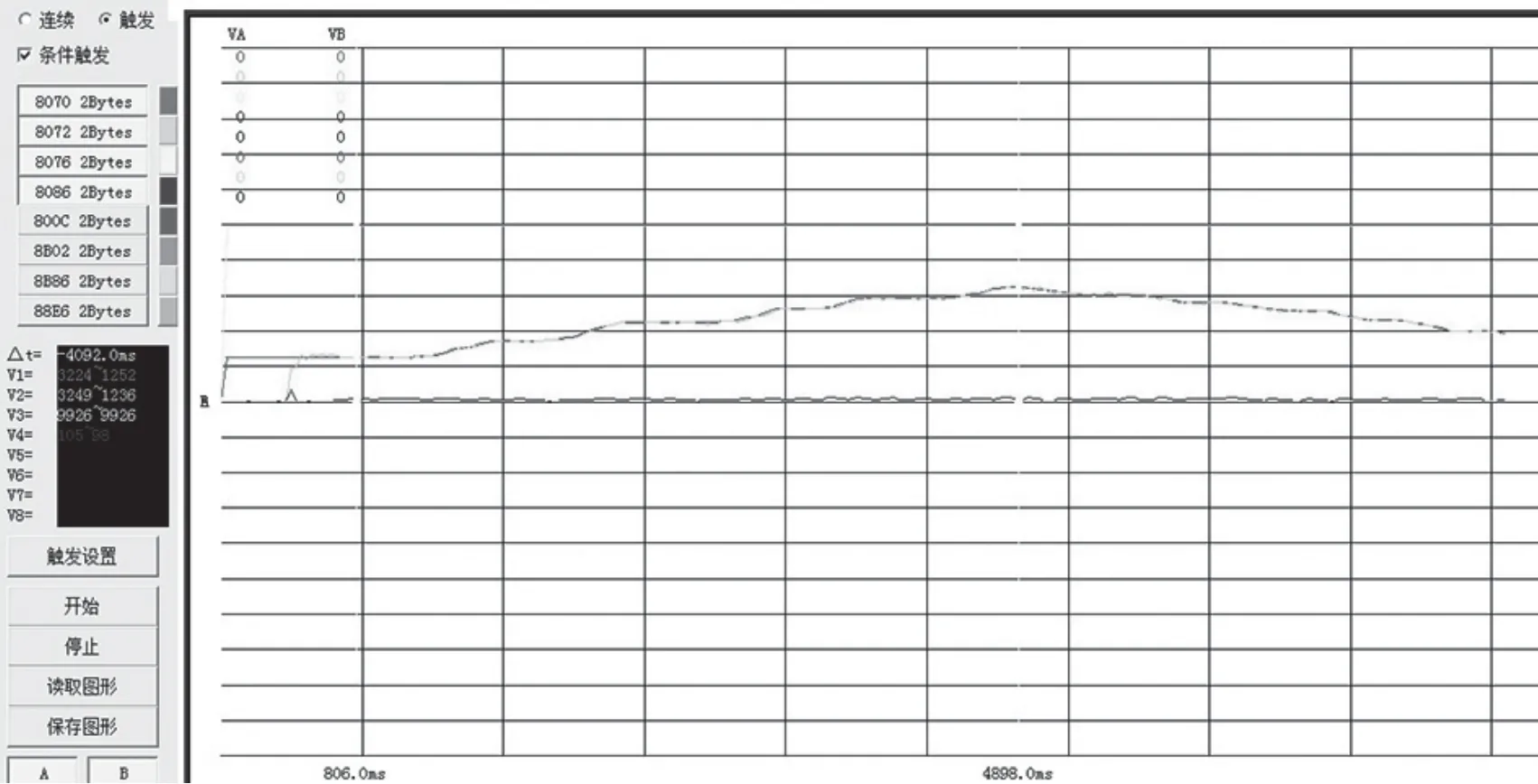
图5 多段压力测试曲线
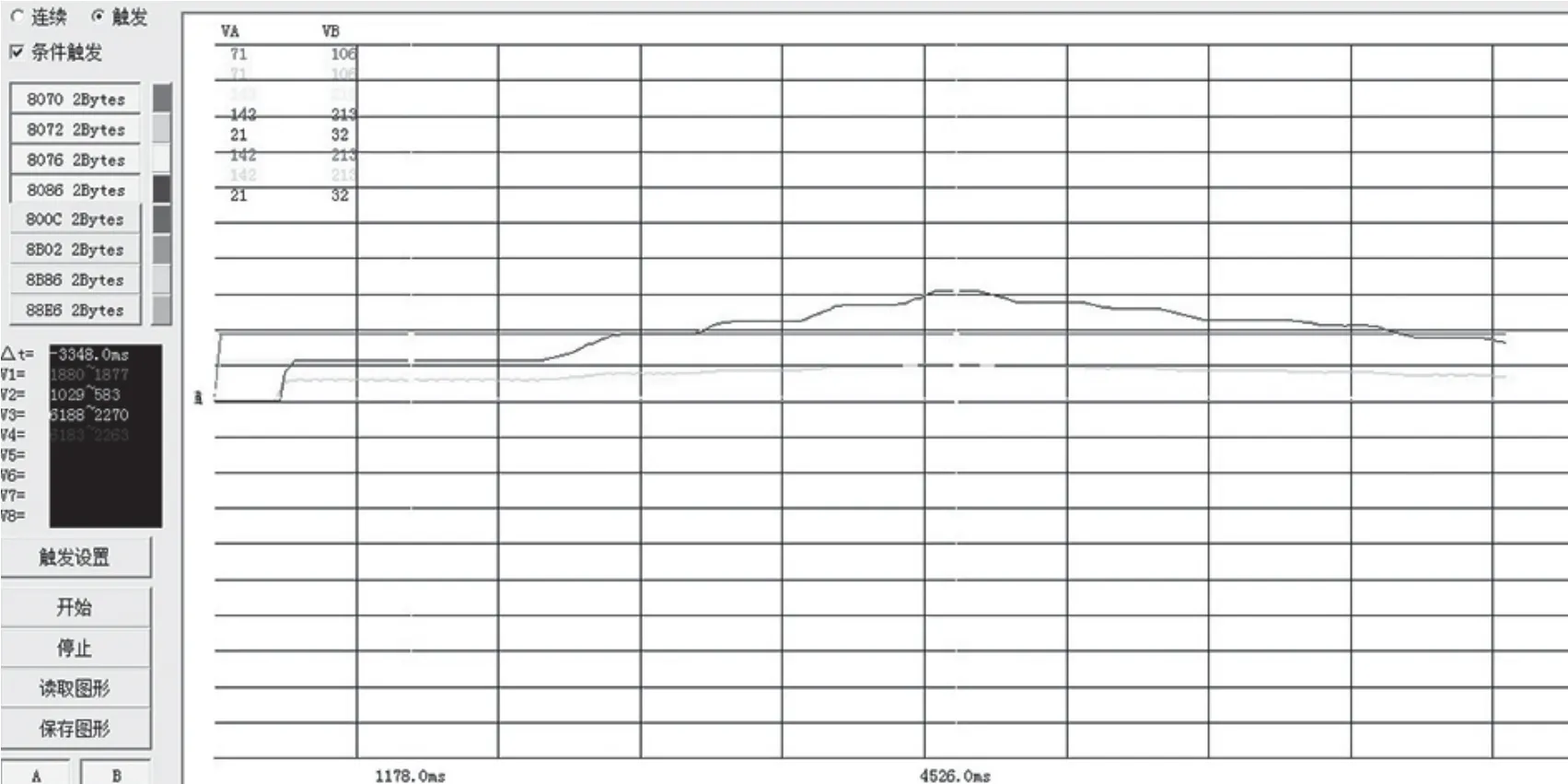
图6 多段流量测试曲线
(4)伺服系统过载测试
给定99%转速,在负载压力为110 kgf/cm²时,监测伺服控制器的输出电流(灰色线条)如图7所示,伺服驱动器额定功率15 kW,额定电流31 A,达到给定压力时仅为额定功率下运行,1.5倍过载可达60 s。而伺服电机额定功率为12.5 kW,额定扭矩为70 N.m,额定转速1 700 r/min,达到110 kgf/cm²最大压力时,电机输出扭矩为81 N.m,仅为额定扭矩的1.15倍,伺服电机具有短时过载能力,在1 000 r/min低转速时可达2倍过载,在2 300 r/min高转速时可达1.5倍过载。
可见该系统留有较大的余量,可降低机器运行时的故障率,避免出现过热故障、过载故障等影响生产。
2.2 主机工作时特性测定
在轮胎硫化机运行中,有多组不同的工艺动作,各阶段需要不同的压力和流量,下面对硫化机工作时各动作进行特性测试:
(1)装胎机构降—装胎机构升—装胎机构降—上环降所得到测试曲线如图8所示,其中深色线是压力指令,浅色线是压力反馈,灰色线是流量指令。
从图8中看出,这几个动作都采用压力控制,装胎机构降时压力值为4.5 MPa,装胎机构升时压力值为5 MPa,上环降压力值为4.5 MPa,响应时间都在100 ms以内。
(2)合模—加压缸升
硫化机所有工艺动作里,开合模及保压是两个重要的环节,合模及加压缸下测试曲线如图9所示,其中深色线是压力指令,浅色线是压力反馈,灰色线是流量指令,浅灰色是速度反馈。
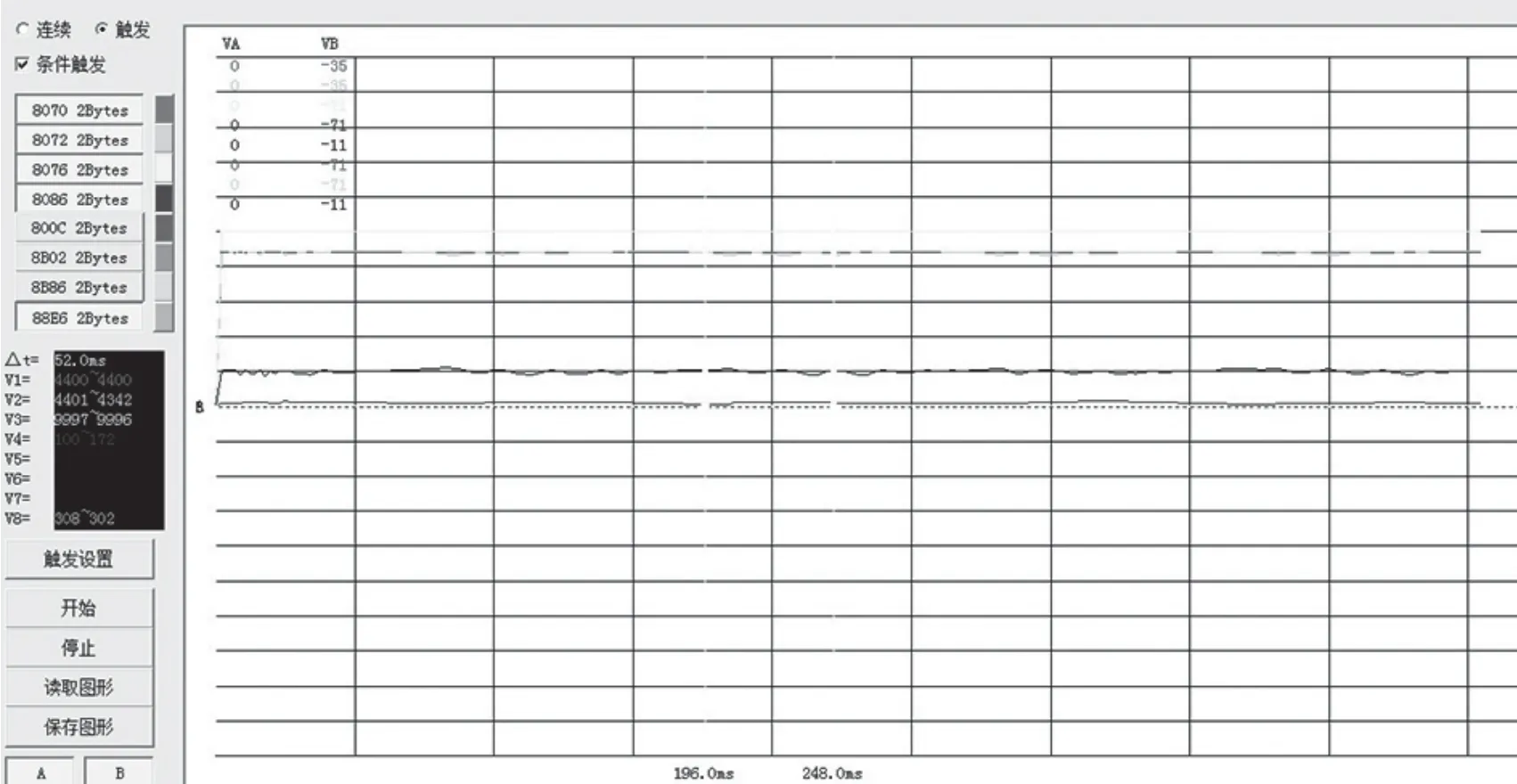
图7 伺服控制器输出电流曲线

图8 装胎设备升降及上环降测试曲线
开合模动作工况最为恶劣,压力需要达到12.5 MPa,100%流量运行,从上图的测试波形可以看出:所设计HFST伺服液压系统完全可以满足工况。
(3)加压缸升—加压缸降
加压缸升/降测试曲线如图10所示,其中深色线是压力指令,浅色线是压力反馈,灰线是流量指令,浅灰色是速度反馈。
加压缸上升时速度达到最大值,下降时仍采用压力控制,压力值在9 MPa,响应时间在100 ms。
(4)卸胎机构降—卸胎机构升—上环升
卸胎升降及上环升测试曲线如图11所示,其中深色线是压力指令,浅色是压力反馈,灰色线是流量指令,浅灰色是速度反馈。
从图11中看出,这几个动作均采用压力控制,卸胎设备升时压力值为3.5 MPa,卸胎设备降时压力值为4 MPa,上环升压力值为5 MPa,响应时间都在100 ms以内。
(5)系统耗电量的测量
系统耗电量是硫化机能耗的一个重要衡量标准,将功率表接入总电源,测量整台硫化机装胎至出胎一周期的用电情况,如图12所示。
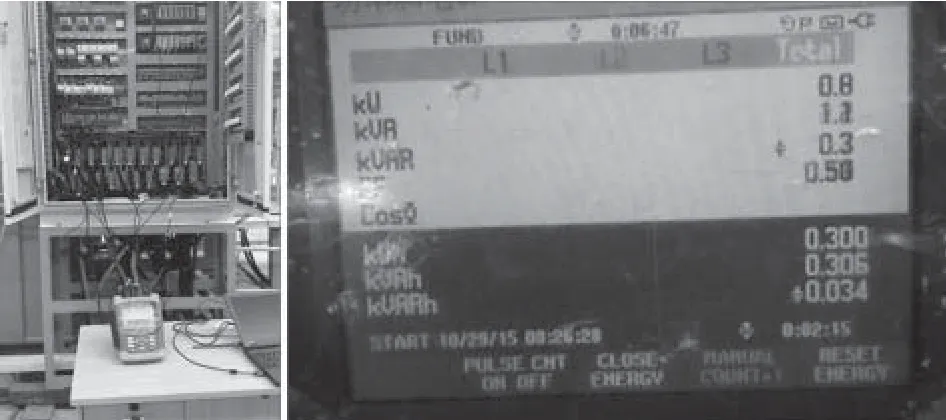
图12 现场系统耗电量测量
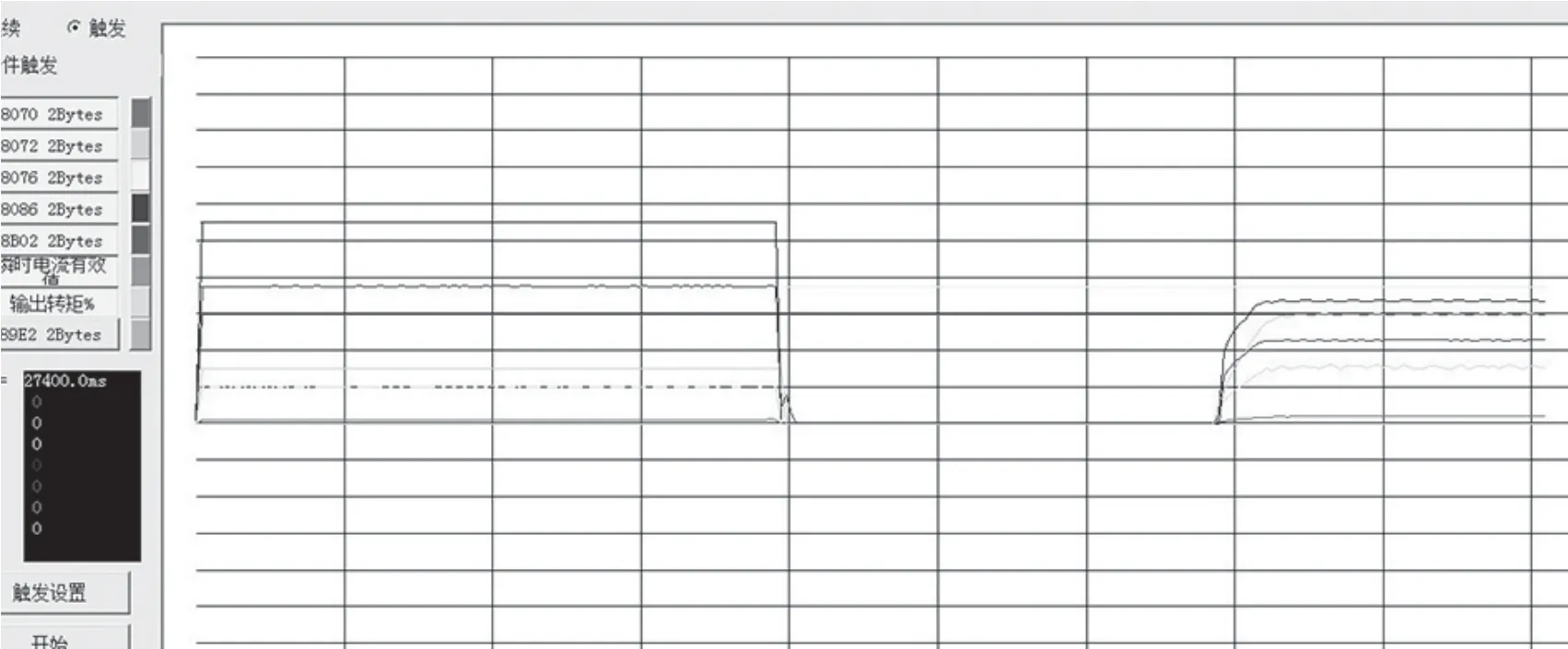
图10 加压缸上/下测试曲线
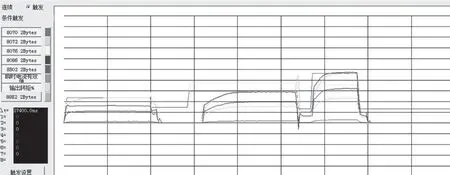
图11 卸胎升降及上环升测试曲线
硫化机一周期运行时间为15 min,经测量:HFST伺服液压系统的硫化机一周期用电量约0.305 kW.h,而普通液压系统硫化机一周期用电量约0.5 kW.h,节电效率高达39%。
除上述试验外,还对硫化机的整机噪音和油液温度进行了检测,硫化机工作过程中开合模最高噪音是80 dB,其他动作过程噪音低于75 dB。液压系统工作时油温在不采用冷却器的情况下为45℃。由此可见,HFST伺服液压系统能够明显降低硫化机整机噪音和工作油温。
对硫化机的性能测试实验说明,HFST伺服液压系统完全满足现场硫化机工艺需求,并且对于降低硫化机能耗,提高系统响应速度和压力控制精度,具有明显的技术优势。
3 结论
与传统的普通异步电机加变量泵相比,由于HFST伺服液压系统可以通过伺服控制器控制电机转速,进而对系统的流量和压力进行单独控制,有效减少系统溢流和节流损失,带来较好的节能潜力。
HFST伺服液压系统具有高精度、高灵敏度、低噪音的优点。从现场测试数据得出新设计的HFST伺服液压系统具有以下特点:
(1)采用伺服电机作为主油泵驱动,电机满负载时动态响应快,压力动态响应时间低于100 ms,全面提高了动力源的技术特性。
(2)以该测试机型为例,伺服控制根据实际工况进行自动调速,大大降低辅助工段的能量损耗,节能效果高达39%。节省电量,直接降低耗电费用。根据测试,使用HFST伺服液压系统每小时可省电约0.78 kW.h,按照单台设备一年运行300天,每天24 h计算,每年可节省电费近万余元,经济效益可观。
(3)结合伺服电机的过载特性控制,可使生产效率提高20%以上。普通液压系统的设备,开合模时间各需约15~18 s,使用HFST伺服液压系统的设备,伺服电机转速2 200r/min,开模时间可缩减到11 s,合模时间缩减为9 s,伺服电机转速达到2 350 r/min,开模时间则可降低至9.4 s,合模时间降低为8 s,从而缩短产品的生产周期,提高生产量。
(4)可有效降低油温,减少发热量,一方面可以省掉水冷或用风冷却器代替水冷,相应液压系统的油箱尺寸也可以减小,从而降低了液压系统的成本,也减少了硫化机设备的占地空间;另一方面,油温降低,可以延长液压系统和机台阀组的使用寿命。
(5)使用HFST伺服液压系统控制设备,可以删减掉部分液压元件,从而简化控制,提高设备的稳定性,也减少了事故率和维护成本。
(6)工作噪声低,设备运行时,HFST伺服液压系统设备可比普通系统设备噪音值降低约10 dB。
[1] 陈维芳,余召赐.我国轮胎硫化机“十一五”现壮与“十二五”发展展望.橡塑技术与装备,2011,(02):4~9.
[2] 杜青林.液压注塑机伺服泵控制方法研究[D].2010.
[3] 张涛,李斌礼,李子玉.基于液压泵伺服驱动的注塑机节能技术研究[J].2010(8):73~75.
[4] 韩青,毛林猛,曹飞祥.液压轮胎定型硫化机系统研究[J].制造装备技术.2013(8):55~58.
[5] 韩青,叶选林,任杉等.液压轮胎定型硫化机液压系统设计与仿真[J].机床与液压.2014(1):117~119.
备注:因版面色彩原因,部分图片未能清晰显示,如想进一步了解,请联系作者 aitonghui@hanfook.com.cn。
Application research of HFST servo-hydraulic system for tire curing press
Application research of HFST servo-hydraulic system for tire curing press
Ai Tonghui1, Yao Ning2, Zhang Ling2, Zhang Wei3, Liu Shang3
(1.Tianjin HanFook Precision Hydraulic Technology Co.,LTD., Tianjin 300350; 2. Hehigher Rubber & Plastic Equipment Manufacture Co., LTD., Dongying 257000,Shandong,China; 3. Yanshan University, Hebei Provincial Key Laboratory of Heavy Machinery Fluid PowerTransmission and Control, Qinhuangdao 066004,Hebei,China)
According to the requirements of the production process and the servo motorspeedcharacteristics of the tire curing press, HFST servo-hydraulic system adopting pressure and flow controlling individually is a kind of new technology with hydraulic servo driving and controlling used for that hydraulic-driven curing press achieves energy-effi cient. HFST servo-hydraulic system can meet the needs of the host site fully, it is a clear technological advantage to reduce energy consumption and to improve the response speed and precision of pressure controlling according to the fi eld performance tests .
HFST servo-hydraulic system tire vulcanizing machine energy-effi cient
TQ330.43
1009-797X(2016)19-0060-07
B
10.13520/j.cnki.rpte.2016.19.011
(R-01)
艾同辉(1980-),男,毕业于济南大学机械设计制造及自动化专业,主要从事液压行业的研发,设计,销售管理工作,现任天津瀚福精密液压技术有限公司副总经理。
2016-08-01
猜你喜欢
微特电机(2020年11期)2020-12-30 19:42:32
童话世界(2019年14期)2019-06-25 10:11:52
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
幼儿教育·父母孩子版(2017年12期)2018-02-28 16:33:59
工业设计(2016年6期)2016-04-17 06:42:53
橡胶工业(2015年10期)2015-08-01 09:06:10
橡胶工业(2015年4期)2015-07-29 09:17:24
橡胶工业(2015年4期)2015-07-29 09:17:02
橡塑技术与装备(2015年3期)2015-02-24 08:40:53