
A字架物流拣货设备控制方案设计
2016-11-09 22:14张宏波
数字技术与应用 2016年9期
张宏波
摘要:随着我国科学技术不断的发展,在物流拣货工作中,发明了A字架物流拣货设备,其是一种制动化的拣货设备,有效解决了以往品种多,货物量少的商品拣货低效率。该设备不仅节约了拣货的时间,而且有效降低了物流企业的操作成本,提高了企业的经营利益,为其以后的发展开辟了新道路。
关键词:A字架 物流拣货 控制方案
中图分类号:TP311.52 文献标识码:A 文章编号:1007-9416(2016)09-0011-01
下面就结合实际情况,分析了A字架物流拣货设备的工艺流程,结合有关的控制要求,最终确定使用上位机、中位机、下位机的三层构造作结构,同时利用编程序控制器PLC,将其作为该网络结构的控制系统,这样就能够结合所需要输人和输出的设备情况,对PLC具体的容量进行估算,根据所得到的数据确定最终的设备配置情况,下面就进行分析。
1 分析A字架物流拣货设备的结构情况
该设备的组成部分有主传送带,位于中央位置,还有主传送带两侧的斜槽道,再加上斜槽道下面的槽道传送带。拣货设备整体是A字架的结构,在此基础上,辊子输送机和中央主传送带一同形成了T字型传输设备。需要注意的是,在A字架货架的两端,分别和地面保持15度的夹角,对于货架而言,其共有50个槽道,而两端各有25个,而且排列都是均匀对称的。与此同时,各个槽道之间都是相互独立的,在每个槽道中分别有卡板,可以做自由伸缩,其设计目的就是保证不同尺寸的货物可以很好的夹持在槽道中。另一方面,在槽道下面还设置了小型的钢架,其作用就是承载整箱的货物,然后方便对每个槽道进行补货。而在槽道的底部,设计了一个小型传送带,其和中央主传送带都是互相垂直的。当启动电机后,小槽道会在中央主槽道的带动下运转,然后将上面的货物按照系统的指示推入到主传送带上。
对于A字架物流拣货设备而言,其总体网络结构使用了上位机-中位机-下位机的三层网络结构。针对三层网络结构设计设备控制方案,依照指令的传达实现三层网络结构间的功能关联,从而达到设备控制效果。
2 设计A字驾物流拣货设备的总体控制方案
通过分析A字驾物流拣货设备总体网络结构,可以发现该结构工分为三层网络结构,包括下位机、中位机、上位机。
首层是上位机,它是选择监控计算机,能够对整个控制系统的工作状态进行监视,然而,上位机不参与到对现场设备动作的控制中,仅对系统的系统管理、故障切换和冗余切换等进行负责[2]。
次层是中位机,它是选择通用操作站,在通用操作站屏幕中,能够显示A字驾物流拣货设备工艺参数、示意图及报警状态等,通用操作站可与打印机连接,操作人员通过敲击键盘或者触控屏幕,点击鼠标完成操作。
末层是下位机,它是选择PLC控制系统,下位机能够接收源自中位机发出的控制命令,并执行该命令,此外,下位机还对传感器信号与其连接的按钮起到处理作用,使报警灯、电机接触器完成实际操作任务。
3 构建基于PLC控制系统的控制方案
3.1 分析PLC的组成部分
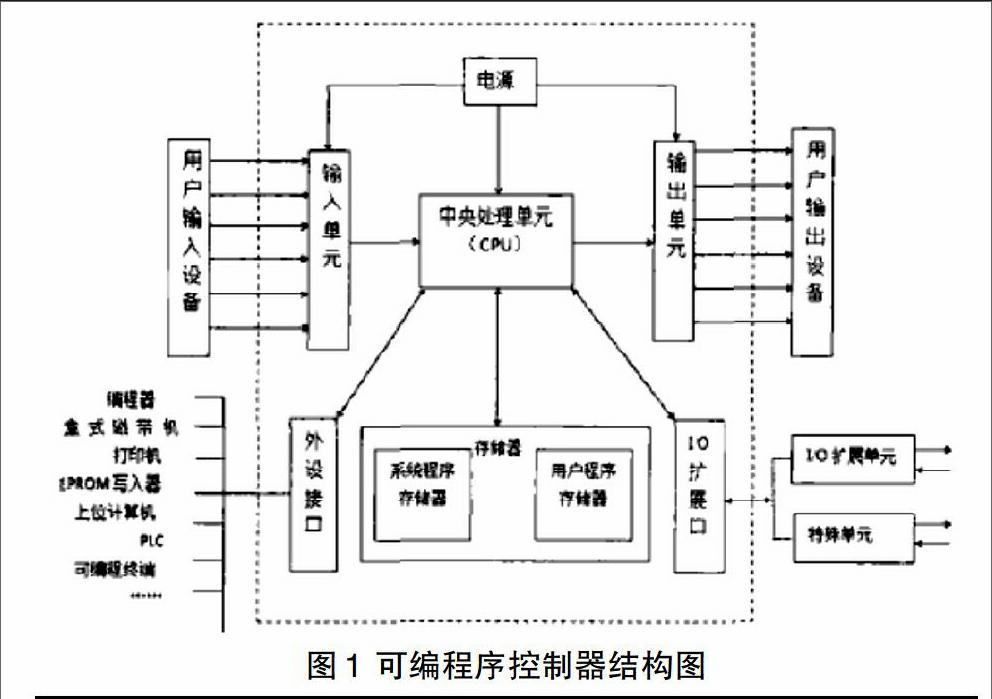
PLC的结构多样化,有模块式和整体式,但是归结其本质都是相同的,在专业可以都可以视为模块式,对于整体式而言,其和模块式的区别就是集成了模块式的不同功能,对于一个完整的编程控制器而言,其模块组成主要如图1所示。
3.2 科学合理的估算PLC的容量
第一点,先进行输入点和输出点的统计分析,掌握上述的工艺流程和控制方案之后,就能够对A字架物流拣货设备的输出和输入设备进行合理的统计,与此同时,科学的统计出PLC需要的输出和输入点数[1]。对于其中的输入设备而言,主要包括光电计时检测开关、急停按钮、光电计数检测开关、光电缺货检测开关、停止按钮和启动按钮等,对于输出设备而言,主要包括槽道中的报警灯、槽道中电机的接触器、出货电动滚筒电机接触器、以及主传送带电机接触器和声光报警。通过统计分析,输出点和输入点共215个。第二点,进行PLC容量的估算,估算对象中主要有被控制的输出信号和输入信号,在此数据基础上,再加上以后需要进行调整的备用量。通常情况下要加上10%到15%的备用量。如果按照10%的备用量进行计算,那么其输入和输出点的个数分别为118个和119个。
3.3 分析选择PLC的模块情况
设备控制方案设计中采用PLC系统集中控制方式,通信接口选择RS-485接口,以欧姆龙公司的CP1H-X40DR-A作为控制器,根据PLC容量预估选择是否对PLC添加扩展模块。在对PLc进行扩展的时候,可以使用I/O单元进行扩展,其开关量中有16个输出点和24个输入点[3],已经估算出了PLC的容量,其输入点有118个,输出点有119个,在此基础上就可以设计出CP1H系统PLC需要的I/O扩展单元数目,具体增加了三个I/O扩展模块,除此之外,还有一个CPMIA-20EDT1作为后期备用的扩展模块。对于PLC模块而言,其主要的构成部分有接口模块、CPU模块和通信模块,在这里选择了CP1H-X40DR-A型号,其有16个输入点和24个输出点,但是在进行估算的时候,其点数却远远大于40个,针对这一情况必须增设很多I/O扩展模块。
3.4 分析PLC设备配置
在PLC设备中所需的模块包含通信模块、CPU模块、电源模块与接口模块,在选择CPU模块时,一般选择的型号为CP1H-X40DR-A型,这种型号的CPU模块,具备16点输出与24点输入,然而,在对PLC输出点与输入点进行估算时,可以发现PLC输出点数与输入点数超过40,因此,要增加多个I/O扩展模块。包括2个设备型号为CP1H系列集成的接口模块,2个CP1H系列集成的电源模块,1个CP1H-X40DR-A的CPU模块,1个CP1H系列集成的通信模块,3个CPM1A-40EDT1的I/O扩展模块,2个CPM1A-20EDT1的I/O扩展模块及5个CPM1A-8ET1的I/O扩展模块[4]。
4 结语
通过以上对A字架物流拣货设备控制方案设计的分析,了解到其是有机的将自动化控制技术和计算机网络技术进行了结合,上位机中位机和下位机作为拣货设备的整体网络结构,在此基础上,还应用了PLC集中控制自动化技术,其对A字架物流拣货设备有深远的影响,不仅提高了工作效率,降低了出错率,而且为以后的创新发展开辟了新道路。
参考文献
[1]姚跃朋.某鞋服企业物流配送中心拣货系统设计与优化[D].浙江工业大学, 2013:122-124.
[2]李典,张涵跃.A字架物流拣货设备控制方案设计[J].物流技术,2013,31(11):442-444.
[3]彭巧静,刘立.电子标签拣货系统在医药仓储配送中的应用——以H医药配送中心为例[J].物流技术,2014(4):37-39.
[4]周艳.偏离度路径优化下单曲仓库拣货设计研究[J].物流技术,2014(6):75-78.
