溧阳抽水蓄能电站顶轴加工及装配工艺
2016-11-09 01:11:55周峰
上海大中型电机 2016年3期
周 峰
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
溧阳抽水蓄能电站顶轴加工及装配工艺
周峰
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
以溧阳水电站顶轴加工及装配为实例,提出了一种顶轴加工及装配工艺方法,详细介绍了工艺过程及注意事项,为工艺技术人员提供一定的参考和借鉴。
蓄能机组;顶轴装配;工艺过程
0 引言
溧阳抽水蓄能电站位于江苏省溧阳市,是江苏省目前最大的抽水蓄能电站。电站枢纽建筑物主要由上水库、输水系统、发电厂房及下水库等4部分组成。电站共安装6台单机容量25万kW的抽水蓄能机组,总装机容量150万kW,由哈电公司生产制造。
1 技术难度
溧阳顶轴长度:2 920 mm;轴身精加工位置全跳动要求:0.03 mm;法兰端面全跳动要求:0.02 mm;平面度:0.02 mm;轴身上需加工键槽且加工精度要求很高,顶轴较细长容易产生大的摆度。轴身处设置定位段用于固定上导滑转子,上导滑转子和顶轴之间采用紧量配合并且通过定位键传递扭矩,对键槽的加工精度及位置度要求很高。上导滑转子结构较特殊,采用双层环结构,分为内环和外环。两环之间采用紧量配合,外环通过加热的方式套于内环外侧,两环热套后精加工内环的内圆,以及定位键槽。此结构车间加工及装配均没有经验,难度较大。内外环之间设置绝缘层, 以防止轴电流的产生。内环
和外环热套后一起加工,需要采取有效的措施进行防护和处理。
2 攻关内容
优化安装工艺及技术准备和生产服务,采用合理的工艺技术来保证顶轴(见图1)的加工及装配质量。

图1 溧阳顶轴
2.1攻关方法
优化技术准备,投产前进行充分的技术交底,对图纸充分理解和消化。总结与常规项目的不同特点。(见表1)

表1 溧阳项目机组和常规项目机组顶轴对比
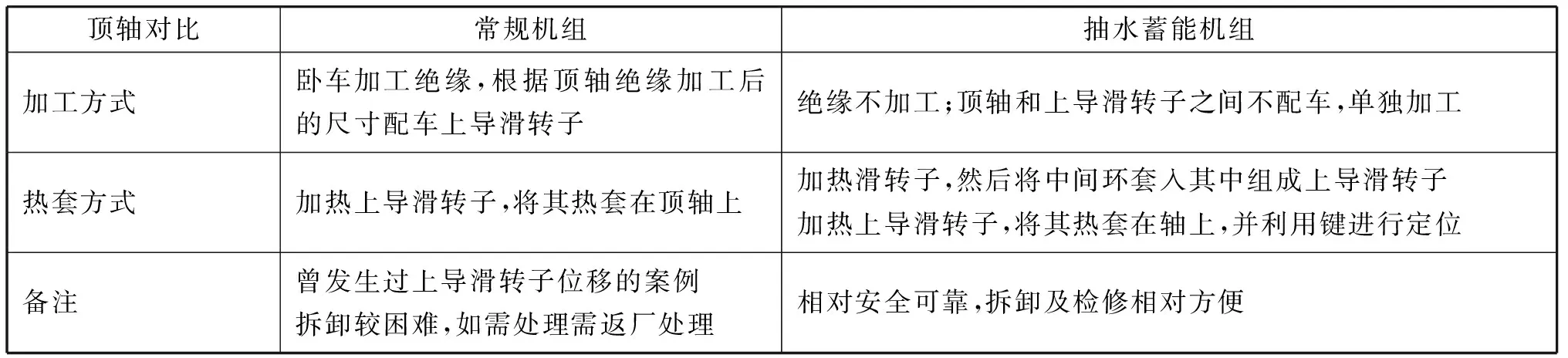
续表1 溧阳项目机组和常规项目机组顶轴对比
溧阳机组顶轴采用中间环结构,上导滑转子由中间环、滑转子、绝缘层三部分组成。此种顶轴和常规机组、巨型机组均不相同,加工及装配精度较高,可借鉴的加工经验较少。0.20 mm铜带需要局部退火,减少脆性,同时铜带根部局部可凹陷。中间环与滑转子热套后,薄膜位置需要封堵,防止加工过程的油污、铁屑、水汽等杂质进入内部(见图2)。中间环与滑转子热套单边紧量0.30 mm左右,上导滑转子与顶轴热套紧量0.03~0.08 mm,上导滑转子与顶轴通过键定位。上导滑转子加工后需要防止绝缘层进入油污、铁屑等杂物,避免出现绝缘损坏的问题发生。为了保证中间环和滑转子热套后的加工平面,工艺制作工具垫圈4件,用于中间环和滑转子热套时的平面定位用。上导滑转子热套温度高于顶轴轴身温度50°即可,温度不能太高。上导滑转子加工过程温升缓慢,温度均匀,避免绝缘层出现松动。
2.2改进技术服务,及时解决加工中的突发问题及各种技术难题
在上导滑转子与夹环作热套防护时发现,如果HDJ-102胶防护后高于绝缘,上导滑转子与夹环上端面加工时,必然将所做保护破坏,失去保护作用。

图2 滑转子和中间环间隙封堵
经与设计协商决定将聚酰亚胺膜手工剪裁至低于上导滑转子上端面3 mm后要求进行防护及试验。
针对此种结构的顶轴装配,借鉴以往机组热套的经验并经过分析和多次审查图纸,提出将中间铜带缩短5~6 mm,同时不要将绝缘膜与滑转子下端平齐裁掉。热套前将绝缘膜用胶带粘贴在滑转子内腔,热套后再进行裁剪。此方法操作简便且提高了产品质量。通过实施改进,缩短铜带5~6 mm可避免划伤绝缘膜,将绝缘膜弯曲有利于热套时作为引导段使热套便捷,采用此方法热套后一次试验成功。
2.3滑转子与中间环热套方案
滑转子热套前须将工件清理干净,内圆不许有油污和杂物等。中间环包绝缘前需检查并清理外圆,不许有杂物和毛刺等。中间环按图纸技术要求包绕绝缘,包扎、配割软铜带。为避免后续端部绝缘保护所采用的HDJ-102胶被加工掉,聚酰亚胺膜可以低于中间环上端面3 mm。包绕绝缘后要注意保护端部绝缘,还需注意聚酰亚胺膜厚度改变后,包绕层数增多要保证包绕厚度及质量。滑转子加热方式采用中频加热,热套时中间环与滑转子之间理论间隙单边不少于0.50 mm,计算加热温度约230~240°,并采取保温措施,待满足热套要求后,将中间环由上方套入滑转子内腔(见图3)。滑转子热套中间环后,中间环与滑转子热套后应采取密封措施,绝缘电阻在密封后及出厂前要重复测量,需满足图纸要求。
溧阳顶轴因轴身的结构特点,热套滑转子前需先套入上导挡油管,顶轴上部把合集电环后整体加工,集电环外圆粗糙度Ra1.6;全跳动0.05 mm;滑转子外圆粗糙度Ra3.2,全跳动0.03 mm;滑转子与导瓦接触的外圆表面粗糙度Ra0.8,全跳动0.03 mm;

图3 滑转子和中间环热套
由于加工要求较严格,卧车加工时找正误差小于0.02 mm。同时为达到规定的加工精度需在卧车上多次调整,形位公差严格的部位一次装夹,精车磨到图纸要求。顶轴加工见图4。

图4 顶轴加工
3 结语
顶轴是发电机的核心部件,其制造及装配质量的好坏直接影响机组的运行质量。溧阳顶轴加工及装配通过充分的技术交底,准确的跟踪指导,及时有效处理了很多技术问题,同时在车间加工时采取的合理技术措施,保证生产的顺利进行,保障了零部件按期交货。通过此次工艺攻关,验证了哈电抽水蓄能机组顶轴结构的合理性,为今后蓄能机组的研发和制造积累了宝贵的经验。
周峰,男,1982年生,工程师,哈尔滨理工大学电机专业毕业哈尔滨电机厂有限责任公司制造工艺部工程师,主要从事水轮发电机制造工艺工作。
猜你喜欢
中学生数理化·中考版(2021年12期)2021-12-31 03:24:42
华人时刊(2021年13期)2021-11-27 09:19:12
电子乐园·上旬刊(2021年8期)2021-05-16 07:54:56
黄河之声(2021年22期)2021-03-16 02:04:30
重型机械(2020年2期)2020-07-24 08:16:10
世界有色金属(2020年4期)2020-05-16 05:55:38
建材发展导向(2019年5期)2019-09-09 09:23:00
黄河·黄土·黄种人(华夏文明)(2018年7期)2018-07-24 11:33:32
新世纪水泥导报(2016年1期)2016-07-01 04:00:45
创新作文(小学版)(2016年30期)2016-02-28 18:25:26