
中国轨道交通车辆制造企业智能制造发展方向和建设思路探索
2016-11-07 02:30:28曾侧伦王晗刘昱彭飞
智能制造 2016年9期
曾侧伦,王晗,刘昱,彭飞
(1.中国中车工业研究院有限公司 北京 100070)
中国轨道交通车辆制造企业智能制造发展方向和建设思路探索
曾侧伦1,王晗1,刘昱1,彭飞1
(1.中国中车工业研究院有限公司 北京 100070)
本文阐述了智能制造发展历程以及制造业实现智能制造的目的,并结合《中国制造2025》、《国家智能制造标准体系建设指南(2015年版)》相关内容探索得出制造业智能制造顶层架构。同时结合以中国中车为代表的中国轨道交通车辆制造业智能制造发展现状,重点阐述了轨道交通车辆制造企业在高速动车组生产制造过程中实现智能制造的初步探索和建设思路。
智能制造 中国制造2025 顶层架构 轨道交通 中国中车 高铁动车组 建设思路
1.引言
随着德国工业4.0、美国工业互联网、中国制造2025以及两化深度融合等一系列智能制造战略的出现,智能制造将是未来制造业运用发展的重点方向[1]。同时中国铁路行业近年来发展快速,尤其是在中国高速铁路装备产量逐年递增的情况下,如何使轨道交通装备制造离散性行业更加高效率、高品质、高安全且低能耗地生产制造出如高铁、动车组、机车和城轨车辆等轨道交通装备,是未来提升中国轨道交通装备行业(本文以中国中车为例)整体制造技术水平,缩小国际同行业制造技术差距的重大路径和重点发展方向。
2.智能制造在轨道交通装备企业的定义思考
2.1智能制造在轨道交通装备企业的架构探索
结合《国家智能制造标准体系建设指南(2015版)》[2]内容中智能制造体系框架图,轨道交通装备制造企业在此架构图的基础上需要加强技术体系、标准体系和网络体系建设,从而更快速地达到并实现高品质制造、高效可持续的企业全价值链目标。
适应轨道交通装备制造企业智能制造构架如图1所示。
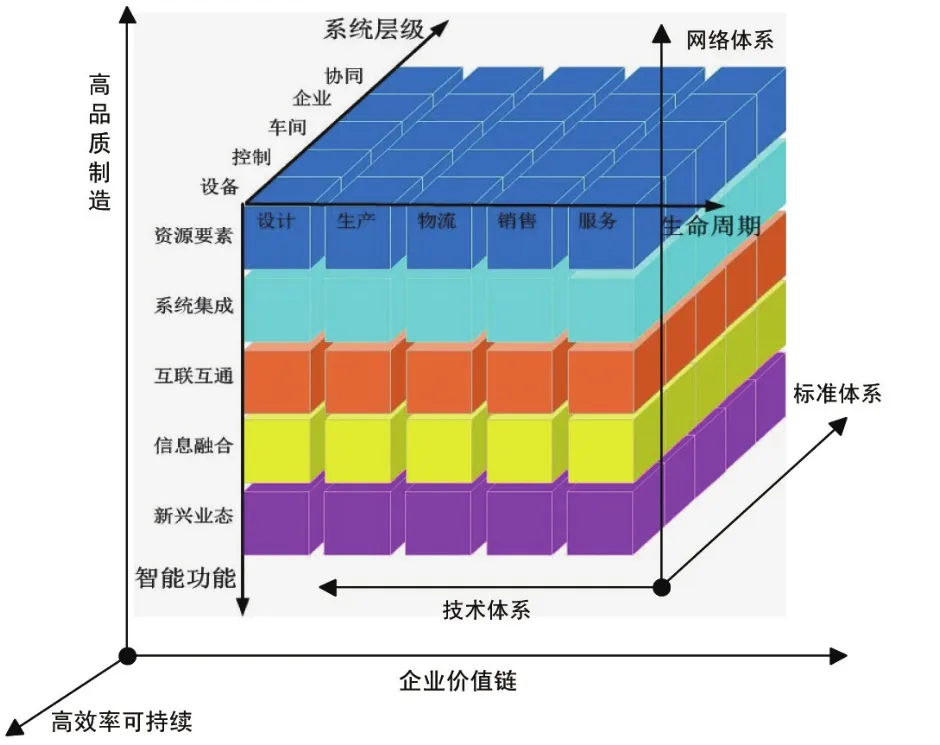
图1适应轨道交通装备制造业的智能制造框架示意图
3.轨道交通装备制造企业智能制造发展思考
3.1轨道交通车辆制造企业发展现状
在1949年以前,中国铁路用的机车车辆,还大部分依赖进口。新中国成立后,中国轨道交通装备制造业快速发展,历经仿制、自主设计研发和引进消化吸收各阶段。
2007年4月18日,中国铁路运输第六次大提速正式实施。在京哈、京沪、京广、陇海、沪昆、胶济和广深等既有的繁忙干线中大量开行具有自主知识产权的“和谐号”高速动车组列车(时速200~250km/h),这标志着中国铁路拉开高速时代的序幕[4]。同时促进了轨道交通装备高速列车生产制造技术的快速提升。经过六次大面积提速,极大地推动了我国铁路运输生产力发展,大大加快了中国铁路现代化发展的历史进程。
现在以中国中车为代表的中国轨道交通装备制造企业,具有约54家全资及控股子公司的大型轨道交通装备制造企业,已是全球规模最大、品种最全且技术领先的轨道交通装备供应商。中国货车生产企业、机车生产企业、客车生产企业、城轨生产企业和高铁动车组生产企业在智能制造发展方面的近期发展情况和发展趋势如图2所示。

图2轨道交通装备企业发展现状和发展趋势图
3.2轨道交通车辆制造企业智能制造发展方向
由于中国轨道交通车辆制造企业制造技术水平具有差异性,现有制造企业智能制造发展方向应从传统制造型转向精细制造型,再到精益制造型,并逐步向数字化和智能制造过渡。发展过程如图3所示。

图3制造业智能制造发展方向示意图
结合智能制造技术特征和轨道交通车辆制造型企业特征,将各阶段发展类型主要特征分析定义如下。
(1)传统制造型企业主要特征。
◎ 企业设备:相对独立的数据设备和工作单元。
◎ 企业技术:基本可实现的电子化技术数据。
◎ 企业网络:基本的办公网络。
◎ 企业管理:基本的财务及办公网上流程。
(2)精细制造型企业主要特征。
◎ 企业设备:初步具备网络数据信息与设备互联互通网络体系,软件上基本实现三维能力。
◎ 企业技术:初步具备三维技术、主业务流程软件技术的运用以及利用网络取样数据取代实体模型进行验证的能力。
◎ 企业网络:较为完善的信息安全机制及健康网络平台。
◎ 企业管理:较为完善的生产主业务流程全贯通及上下游良好衔接。
(3)精益制造型企业主要特征。
◎ 企业设备:完善的网络数据信息与设备互联互通网络体系,且基本可实现虚拟仿真能力。
◎ 企业技术:在三维技术能力运用之上,具备全生命周期的虚拟制造技术。
◎ 企业网络:完善的工业网络与信息安全体系,以及信息与设备统一标准网络体系。
◎ 企业管理:完善的全业务流程的贯通管理。即企业资源、供应链、产品全生命周期以及风险保障等全方位业务流程管理。
(4)数字化制造型企业主要特征。
◎ 企业设备:网络数据信息与设备贯通,基本实现生产环境的传感监控及数据收集能力。
◎ 企业技术:具备全生命周期虚拟制造技术向数字化车间及生产线落地技术的能力。
◎ 企业网络:工业网络、数据收集以及端到端的网络数据收集体系。
◎ 企业管理:完善的全生命周期可视化监控及业务安全管理体系。
(5)智能制造型企业主要特征。
◎ 企业设备:具备完善的自感知、自分析、自决策等智能设备集成运用。
◎ 企业技术:具备大数据的收集与分析、云计算、物联网以及全感知系统处理技术和运用技术的能力。
◎ 企业网络:具备云端网络与工业网络的无缝衔接良好运用能力。
◎ 企业管理:具备全业务大集成的协调控制管理及全价值链和多业务自优化管理能力。
4.轨道交通装备制造企业智能制造建设思路探索
4.1轨道交通智能制造实施流程思路探索
结合目前轨道交通车辆制造企业智能制造发展现状,在轨道交通车辆制造企业集团内实现全面开展智能制造,首先需要研究制定全集团智能制造顶层规划思路,再对实施智能制造过程中的标准体系在全集团级和子企业进行贯通并对子企业进行差异性层级评估,评估完成后对可开展智能制造的子企业试点示范,最后将运用良好的智能制造方式、方法、技术和管理等进行模块化逐步推广。如图4所示。

图4轨道交通车辆制造企业智能制造实现思路
4.2轨道交通智能制造业务顶层构架思路探索
目前轨道交通车辆装备制造企业数量较多,且部分资源由集团统一管控,要推进智能制造,达到智能制造全面实施和推进,需要构建集团多企业型的智能制造顶层构架,该顶层构架能够面向全部的轨道交通装备制造企业和与轨道交通装备行业有关的社会群体,并让部分有志于提高轨道交通装备行业技术及制造能力的人员参与进来,构建轨道交通装备制造企业为核心的众创众包智能制造体系。基于以上内容,探索智能制造顶层构架主要思路建议为建立三层核心管理层,即智能制造资源聚合集团层、智能制造研发协同管控层、智能制造实施层,同时将三个核心层的网络、标准、管理和设备等全部联通。如图5所示。

图5 轨道交通装备企业智能制造整体框架示意图
智能制造资源聚合集团层主要包括统筹资源管理总部,统一管理国内外轨道交通装备客户给予的网络订单,同时收集客户及车辆乘客反馈的关于轨道交通车辆制造部分的使用情况等,并将此市场需求、单向订单、车辆使用问题及制造技术问题等资源需求数据交由资源规划与调度中心统一协调调度。
智能制造研发协同层主要包括四部分。第一部分为车地一体化网络管控中心,功能为统一管理整个智能制造的网络数据中心,形成数据收集、车、地、企业网络联通以及生产制造工业网的管控;第二部分为产品全生命周期管理中心[6],主要为管理轨道交通车辆制造全过程管控,管理各大智能制造生产基地、检修维保服务中心等。第三部分为协同研发中心,主要负责智能制造体系中制造基地和检修服务维保中心等轨道交通车辆制造生产的研发协同管理。第四部分为众创众包合作中心,主要联通研发协同中心提出的设计需求和其他行业的技术、资源等支持。轨道交通车辆制造智能制造过程中采用众创众包将有以下便利:众创使创业方式更加多元化、众创使创业过程更加面向消费者、众创使创业成本更小化、众创促使创业资源共享等[5]。
智能制造实施层主要为制造实施工厂及各检修维保服务中心,为具体轨道交通车辆智能制造生产单元。由于制造过程、设备故障、人员错误及外部攻击等都是智能制造系统的危险因素[3]。在智能制造实施层还应并行各功能安全与信息安全,形成智能制造安全保障体系与能力。具体顶层架构思路图如下。
4.3轨道交通车辆之前企业智能制造落地实施思路
轨道交通车辆制造企业与其他行业在实施智能制造方面具有相同之处,即一定要有基础,一定要先完成信息化、数字化和标准化,才能做智能化。以前企业设计、生产、物流和服务等部门是割裂的,而实现智能制造就是要将这些环节统一起来、有机结合[9]。实现智能制造后,企业可以进一步挖掘、提升企业的制造产能、保证制造质量和控制生产成本,减少能源、原材料消耗,满足法律法规的环保安全需求,形成企业知识系统,促进企业不断创新[9]。
轨道交通车辆制造企业智能制造落地实施思路以智能制造标准实施思路探索和智能车间实施思路探索为例。
(1)标准落地实施思路探索-企业智能制造层级评估。轨道交通车辆制造企业由于制造水平发展不同步,有部分企业已完成精益制造或数字化信息化工厂布局,有部分企业还处于传统制造和精细制造之间,那么在整个集团实施智能制造过程中,需要对各企业制造水平进行评估,评估完成后对不同智能制造水平层级的企业实施集团层的标准体系。
如图6中轨道交通车辆制造企业智能制造水平层级评估,以国家、行业、企业等的智能制造知识库为评估标准,组织行业专家评估团队,对制造企业中的智能设备、智能技术、智能网络和智能管理水平等进行分批评估,评估完成后得出综合评估分数在集团内进行对比,可以得出不同的轨道交通车辆制造企业处于哪一个阶段。判定评估的企业在哪些方面具有优势,哪些方面还存在不足,哪些需要及时提出智能制造整改方案,哪些是需要分布进行实施项点。

图6轨道交通车辆制造企业智能制造水平层级评估示意图
(2)智能制造车间落地实施思路探索—高铁机车转向架智能制造车间。由于目前国内高速动车组转向架(CRH1型、CRH2型、CRH3C型、CRH5型、CRH380A/AL型、CRH380B/BL/CL型、CRH380D型)结构及制造特征[7],可将智能制造车间试点放在高铁机车转向架装配生产制造过程中。建立高铁机车转向架装配智能化车间模块,将高铁机车转向架传统制造方法和智能制造技术相结合,在智能制造顶层的智能管理体系、智能标准体系、智能设备体系和智能网络体系大构架下建设高铁机车转向架装配智能化车间。

图7高铁机车转向架装配智能工厂试点示意图
主要包括齿轮箱的智能装配生产线、轮对智能组装生产线、轮对涂装智能生产线、轴箱智能组装生产线、轮盘组装生产线和空心轴智能生产线等的智能技术运用和落地。并且在试点智能车间里设置智能物流生产系统、智能制造中央监控监控系统、设计工艺制造一体化服务系统和生产辅助系统等,可更好地对智能化车间进行管理管控,达到现有的数字化智能化车间的模式。
5.结语
以中国中车为代表的轨道交通车辆制造企业已是全球规模最大、品种最全且技术领先的轨道交通装备全球供应商。目前中国轨道交通装备产品已出口海外,为更好地使中国轨道交通装备制造企业制造水平及产品质量达到国际水平,应实施智能制造,提高制造效率、降低能耗、提高产品质量并提升整个企业的生产制造技术实力。但首先要建立好轨道交通车辆制造企业智能制造顶层规划和轨道交通装备制造的标准,才能更好地、可持续地推进轨道交通装备制造行业的智能制造实体落地。
[1]国家制造强国建设战略咨询委员会/中国工程院战略咨询中心,
智能制造,电子工业出版社,2016.5
[2]工业和信息化部,国家标准化管理委员会《国家智能制造标准体系建设指南(2015版)》[S]. 2015.
[3]欧阳劲松,德国工业4.0 参考架构模型与我国智能制造技术体系的思考机械工业仪器仪表综合技术经济研究所,2016
[4] 铁道部党校,中国铁路第六次大提速的战略创新及时代意义,理论学习与探索,2007
[5] 吕力,众创、众创空间与创业过程,武汉工程大学管理学院,科技创业月刊,2015年第10期
[6] 周康渠,制造业新的管理理念_产品全生命周期管理,中国机械工程第13卷第15期2002年8月上半月
[7] 周殿买,轨道客运车辆转向架技术的发展历程,铁道车辆,第51卷第2期2013年12月
This paper describe the purpose and process of the intelligence manufacturing development, then present the intelligence manufacturing top-level framework according to the “Made in China 2025”and the“Guide of national intelligent manufacturing standard system construction (2015 Edition) ”. Combined with the present situation of Chinese railway vehicle manufacturing industry intelligence manufacturing (With CRRC as a representative), This paper discuss the preliminary exploration and construction ideas of rail transit vehicle manufacturing enterprises achieving to the intelligent manufacturing during manufacturing the high-speed EMU production.
Intelligent manufacturing, Made in China 2025, Top-level framework, Rail transportation, CRRC,High-speed EMU production, Construction ideas
2016年6月14日
曾侧伦,1983年4月出生,男,轨道交通装备制造行业,从事高铁动车组设计制造及轨道交通装备智能制造技术研究;刘昱:中车工业研究院有限公司工作,1979年2月出生,男,从事高铁动车组信息化建设及智能制造工作;王晗:中车工业研究院有限公司工作,1979年11月出生,男,从事高铁动车组共性技术研究;彭飞:中车工业研究院有限公司工作,1987年12月出生,男,从事轨道交通装备智能制造技术研究。
猜你喜欢
小哥白尼(军事科学)(2022年8期)2022-09-20 06:10:56
机械工业标准化与质量(2022年3期)2022-08-12 02:30:32
环球时报(2022-05-26)2022-05-26 17:22:31
装备制造技术(2020年3期)2020-12-25 05:22:34
小哥白尼(趣味科学)(2020年6期)2020-05-22 06:43:14
小太阳画报(2018年3期)2018-05-14 17:19:26
阅读与作文(小学低年级版)(2016年12期)2016-12-22 19:35:04
少年博览·小学低年级(2016年9期)2016-11-24 06:21:37
智能建筑电气技术(2015年5期)2015-12-10 05:52:26
汽车文摘(2015年11期)2015-12-02 03:02:53
