耦合开模闭模顺序控制与先复位机构的三板注塑模模架设计*
2016-11-05 02:41:01沈忠良郑子军肖国华徐生尤建国
工程塑料应用 2016年10期
沈忠良,郑子军,肖国华,徐生,尤建国
(1.浙江工商职业技术学院模具工程中心,宁波市模塑制品表面装饰与智能成型技术协同创新中心,浙江宁波 315600;2.宁波市华宝塑胶模具有限公司,浙江宁波 315600)
耦合开模闭模顺序控制与先复位机构的三板注塑模模架设计*
沈忠良1,郑子军1,肖国华1,徐生1,尤建国2
(1.浙江工商职业技术学院模具工程中心,宁波市模塑制品表面装饰与智能成型技术协同创新中心,浙江宁波 315600;2.宁波市华宝塑胶模具有限公司,浙江宁波 315600)
针对开模闭模时序控制与带先复位机构的三板模模具需要,设计实现了耦合开模闭模顺序控制与先复位机构的三板注塑模模架。详细说明了该模架的结构组成与工作原理,通过三次分型打开与顶针先复位动作,实现开模动作与运动尺寸关系的配合,结构紧凑,设计合理,可靠稳定。
顺序控制;先复位机构;三板注塑模;模架
三板模模架被广泛应用于点浇口注塑模具或者有型腔侧抽芯的假三板注塑模具,以达到精确的定位与合理的模板开模顺序,此类模具一般需要严格控制顶出复位的时间与位置[1-3],因此,其模具设计较为复杂,模具成本较高、设计周期长、稳定性差[4-5]。
针对上述问题,国内外学者在三板模的设计与制造等方面开展了饶有特色的研究[5-6]。在传统的三板模内设计复杂的顶出、抽芯与滑块等机械结构实现三板模打开顺序的控制是较为常见的模具设计方法。周泳全等[7]、许丽华等[8]、欧荔苹等[9]采用合理布局顶出机构的方式实现三板模的打开顺序控制,这些布局结构都局限于对应的产品使用,可复制性与适用性不够理想。肖国华等[10-11]、陈娟[12]、梁继才等[13]采用滑块辅助定位的方法,实现三板模的开模顺序控制,可获得较为理想的控制效果。但是,滑块定位的实现需要借助于弹簧、气缸等动力部件,一方面增加了模具结构的复杂性,另一方面滑块的定位一般存在一定的虚位,不利于开模的精确定位与开模顺序的精确控制。上述研究表明,三板模的开模闭模顺序控制对模具的正常运行具有重要意义[14-15],且不断地修改顶出机构、抽芯机构与滑块等机构存在的缺陷,需要从模架结构上重新设计与规划。同时,T. B. Nguyen Thi等[16]认为先复位机构的设计有助于实现三板模模架的特定功能,属于功能上的开发与拓展。
由此,笔者拟设计一种耦合开模闭模顺序控制与先复位机构的三板模木架结构,在结构紧凑、工作稳定可靠、使用方便的前提下,实现三板模开模顺序可控。
1 模具结构
一般地,三板模模架被用于点浇口注塑模具或者有型腔侧抽芯的类三板注塑模,三板模的模板开模顺序、顶出机构的复位都需要严格控制,以防止模具成型零部件等的闭模运动干涉,由此,设计耦合开模闭模顺序控制与先复位机构的三板注塑模模架,其结构图如图1所示,以契合模具应用需要。

图1 耦合开模闭模顺序控制与先复位机构的三板注塑模模架图
该模架由5个部分组件构成,分别为模具模腔开闭控制组件、定距调节组件、脱料板开模定距控制组件、顶针板先复位机构组件、模架结构组件,三板模结构图如图2所示。
其中,模具型腔开闭控制组件包括图2中的零件1~8,模腔开锁拉杆1通过螺钉及定位销安装于上模座板24上,模腔闭锁拉杆2通过螺钉及定位销安装于型芯固定板29上,模腔锁板6通过螺钉及模腔锁板定位销7安装于型腔固定板26上,模腔锁芯限位销4安装于型腔固定板26上,模腔锁芯弹簧5、模腔锁芯8安装于模腔锁板6的中央槽内。
定距调节组件包括型腔固定板定距调节拉杆10,该拉杆通过螺钉及定位销安装于上模座板24上,行程开关23用于顶针盖板33复位。
脱料板开模定距控制组件包括型腔固定板小拉杆11、脱料弹簧12、脱料板开闭器固定螺钉13、脱料板开闭器14、脱料板小拉杆15;脱料弹簧12安装于型腔固定板26上弹簧孔内并套于型腔固定板小拉杆11上,型腔固定板小拉杆11上安装于脱料板25上;脱料板开闭器14通过脱料板开闭器固定螺钉13安装于脱料板25上;脱料板小拉杆15安装于脱料板25上,配合上模座板24的安装孔对脱料板25的移动距离进行控制。
顶针板先复位机构组件包括先复位插杆16、插杆挡块17、先复位摇杆18、先复位检测行程开关19、摇杆限位螺钉20、摇杆拉紧弹簧21、拉紧弹簧固定销22。先复位插杆16通过螺钉及定位销安装于上模座板24上;插杆挡块17通过螺钉安装于型芯固定板29上;先复位摇杆18通过转动销安装于型芯固定板29上;由安装与顶针盖板33上的摇杆限位螺钉20对其进行限位控制;摇杆拉紧弹簧21通过销钉一端与顶针盖板33联结,一端与先复位摇杆18联结;先复位检测行程开关19安装于下模座板35上,对顶针盖板33、顶针推板34复位情况进行检测。
模架结构组件包括上模座板24、脱料板25、型腔固定板26、型腔导套27、型腔导柱28、型芯固定板29、方铁30、顶针板导柱31、顶针板导套32、顶针盖板33、顶针推板34、下模座板35、模架导套36、模架导柱37、复位杆38及板间联结螺钉。
2 工作原理
为了更方便地说明该模架的工作原理,给出模架的3个分型面,即第一开模分型面PL1、第二开模分型面PL2、第三开模分型面PL3,具体如图3所示。同时,给出各个零件的动作控制点位,图3中a,b,c,d,e,f,g,h,p,q,r,t,v,w,u为各零件控制点,其中a为模腔闭锁拉杆2上控制点,b,c为模腔锁芯8上控制点,d为模腔开锁拉杆1上控制点,e,f,u为型腔固定板定距调节拉杆10上控制点,g为型腔固定板26对应型腔固定板小拉杆11上h控制点的控制点,p为上模座板24上对应脱料板小拉杆15上q点控制点的控制点,r,t为先复位插杆16上的控制点,v为顶针推板34上控制点,w为先复位摇杆18上的控制点。
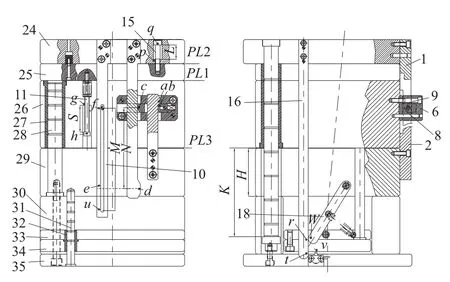
图3 各开模分型面示意图
此外,给出距离标识L,M,N,S,K与H,L为脱料板小拉杆15控制脱料板25的开模距离值,M为型腔固定板定距调节拉杆10控制型腔固定板26运动的距离值,N为模腔开锁拉杆1控制型腔固定板26与型芯固定板29打开的控制距离值,S为型腔固定板小拉杆11控制脱料板25与型腔固定板26之间打开的距离值,K为模板在模架导柱37上的最大运动距离值,H为型芯固定板29的厚度。
具体动作可以分为:第一次分型打开、第二次分型打开、第三次分型打开、模具完全打开、开模时顶针板先复位机构组件的运动和复位等六部分。
第一次分型打开。模具型腔打开后,在注塑机顶杆的拉动下,模具动模部分与定模部分逐步分离,此时,在脱料弹簧12的撑开下,模具在PL1分型面处打开,在模具模腔开闭控制组件处于锁闭控制状态下,型腔固定板26、型芯固定板29处于闭合状态,跟随动模一起向下运动;当型腔固定板26、型芯固定板29一起向下运动的距离为型腔固定板小拉杆11控制脱料板25与型腔固定板26之间打开的距离值S后,型腔固定板小拉杆11将拉动脱料板25一起向下运动,此过程中,对应的控制点运动关系为:a,b点相对位置不变,c点向d点运动,型腔固定板定距控制销9由f点向e点运动,g点向h点运动。
第二次分型打开。模具动模部分与定模部分继续分离,型腔固定板26、型芯固定板29还是处于闭合状态,此时型腔固定板26通过拉动型腔固定板小拉杆11来拉动脱料板25克服脱料板开闭器14的摩擦力一起向下运动,从而模具第二次分型在PL2分型面处打开,此过程中,对应的控制点运动关系为c点继续向d点运动,型腔固定板定距控制销9继续由f点向e点运动,g点贴合h点,q点向p点运动,在q点与p点贴合前,c点跟d先贴合,从而完成第二次分型打开。
第三次分型打开。模具动模部分与定模部分继续分离,型腔固定板26、型芯固定板29还是处于闭合状态,在q点与p点贴合前,c点跟d先贴合,此刻,模腔开锁拉杆1在d点位置的下端形状突出部位将推动模腔锁芯8克服模腔锁芯弹簧5的阻力向右运动,a,b由接触变为分离,模腔锁板6上的模腔闭锁拉杆2通道被打开,型腔固定板26、型芯固定板29失去被模腔闭锁拉杆2与模腔锁芯8的锁闭作用,在q点与p点贴合时,型腔固定板26、型芯固定板29将分离,从而完成模具的第三次分型打开;此刻,型腔固定板定距控制销9运动到e点。
模具完全打开。型芯固定板29继续向下运动,直到型腔固定板定距控制销9运动到由e点运动到u点,型芯固定板29被型腔固定板定距调节拉杆10拉住,模具完全打开,产品顶出完成。
开模时顶针板先复位机构组件的运动。
开模过程中,先复位摇杆18上的w控制点由先复位插杆16的r点运动到t点,直至先复位摇杆18与先复位插杆16完全分离,先复位摇杆18则在摇杆拉紧弹簧21的拉紧下保持不动,待顶出后,先复位摇杆18处于工作状态最上端。
复位。模具顶出完毕复位时,在注塑机顶杆的推动下,模具动模部分与定模部分逐步闭合,先复位插杆16先接触先复位摇杆18,迫使先复位摇杆18压迫摇杆限位螺钉20将顶针盖板33、顶针推板34压迫先复位,待顶针推板34上控制点v点接触到先复位检测行程开关19后,先复位检测行程开关19发出信号,表明顶出板机构已复位完毕;然后是各分型面的复位,模板的复位情况与开模顺序刚好相反,先PL3复位,而后是PL2复位,最后是PL1复位,三分型面复位时,模腔锁芯弹簧5、脱料弹簧12、脱料板开闭器14这3个阻力零件的阻力大小情况排序为:模腔锁芯弹簧5、脱料板开闭器14、脱料弹簧12,从而能保证各模板分型面的依次按顺序闭合。
在动作中,开模过程的各运动尺寸关系可以总结为:L+S>N,M<K+H,H>M-N,开模动作与运动尺寸关系的配合实现该模具的开模闭模顺序控制与先复位等功能。
3 结论
基于上述分析设计,通过三板模模架机械结构的动作实现耦合开模闭模顺序与先复位动作的先后顺序精确控制,简化了三板模模具结构的设计,避免了顺序控制与其它零部件之间的运动干涉。耦合开模闭模顺序控制与先复位机构的三板注塑模模架设计合理,结构紧凑,工作稳定,安全可靠,提高了模具设计的实效,补充了现有模架结构种类,为同类型需要设计时序控制的模具设计提供了借鉴。
[1] 郭新玲.“插套式”先复位机构的注塑模设计[J].工程塑料应用,2008,36(3):63-65. Guo Xinling. Design of injection mould with sleeve advance return mechanism[J]. Engineering Plastics Application,2008,36(3):63-65.
[2] 胡成武.注塑模具中杠杆先复位机构设计[J].工程塑料应用,1998,26(3):22-24. Hu Chengwu. Design of previous returning mechanism of lever in the injection mold[J]. Engineering Plastics Application,1998,26(3):22-24.
[3] Le H R,Sutcliffe M P F. Measurements of friction in strip drawing under thin film lubrication[J]. Tribology International,2002,35(2):123-128.
[4] 娄臻亮,刘来英,蒋宏范,等.注塑模模架设计KBE系统及其智能关键技术[J].上海交通大学学报,2002(4):487-490. Lou Zhenliang,Liu Laiying,Jiang Hongfan,et al. Knowledgebased engineering in mold base design and its key technology[J]. Journal of Shanghai Jiao Tong University,2002(4):487-490.
[5] 徐磊,赵国群,张存生,等.多腔壁板铝型材挤压过程数值模拟及模具优化[J].机械工程学报,2011(22):61-68. Xu Lei,Zhao Guoqun,Zhang Cunsheng,et al. Numerical simulation of extrusion process and die optimization for aluminum multi-cavity profile[J]. Journal of Mechanical Engineering,2011(22):61-68.
[6] 辛勇,简之荣.基于知识的注塑模架设计系统的研究[J].塑性工程学报,2005(6):94-97,102. Xin Yong,Jian Zhirong. Research of knowledge based injection moldbase design system[J]. Journal of Plasticity Engineering,2005(6):94-97,102.
[7] 周泳全,姜家吉.手机外壳双色反向模具的顶出系统设计[J].中国塑料,2010(5):97-100. Zhou Yongquan,Jiang Jiaji. Ejection system design of twoshot inverse moulds of mobile phones′cases[J]. China Plastics,2010(5):97-100.
[8] 许丽华,林涛,付伟.“扣机式”二次顶出机构在模具中的应用[J].工程塑料应用,2008,36(3):66-74. Xu Lihua,Lin Tao,Fu Wei. Application of a secondary ejection mechanism of latch-style in mold[J]. Engineering Plastics Application,2008,36(3):66-74.
[9] 欧荔苹,刘斌.带内螺纹塑料制品气体顶出的注塑模具设计[J].工程塑料应用,2007,35(2):55-62. Ou Liping,Liu Bin. The injection mould design for plastic product with inner thread ejected by compressed air[J]. Engineering Plastics Application,2007,35(2):55-62.
[10] 肖国华,程方启,卢星星,等.汽车后视镜面壳热流道二次侧抽芯滑块模具结构设计[J].工程塑料应用,2014,42(10):79-83. Xiao Guohua,Cheng Fangqi,Lu Xingxing,et al. Structure design of secondary side core-pulling slider mould for auto rearview mirror surface shell[J]. Engineering Plastics Application,2014,42(10):79-83.
[11] 肖国华,徐生,沈忠良,等.一种三次顺序滑块抽芯机构的设计[J].工程塑料应用,2016,44(2):88-91. Xiao Guohua,Xu Sheng,Shen Zhongliang,et al. Design of three sequential slider core pulling mechanism[J]. Engineering Plastics Application,2016,44(2):88-91.
[12] 陈娟.手机后盖定模滑块注塑模具设计[J].工程塑料应用,2014,42(5):63-70. Chen Juan. Design of injection mould with side action by cavity slide for mobile phone back cover[J]. Engineering Plastics Application,2014,42(5):63-70.
[13] 梁继才,滕菲,高嵩,等.柔性三维拉弯成形模具型面修正关键技术的研究[J].机械工程学报,2013(17):187-192. Liang Jicai,Teng Fei,Gao Song,et al. Key technologies research on the iterative die-face adjustment in the forming process of flexible three-dimensional stretch-bending[J]. Journal of Mechanical Engineering,2013(17):187-192.
[14] Chen S-C,Huang S-T,Lin M-C,et al. Study on the thermoforming of PC films used for in-mold decoration[J]. International Communications in Heat and Mass Transfer,2008,35(8):967-973.
[15] Hosseini H,Berdyshev B V,Mehrabani-Zeinabad A. A solution for warpage in polymeric products by plug-assisted thermoforming[J]. European Polymer Journal,2006,42(8):1 836-1 843.
[16] Nguyen Thi T B,Yokoyama A,Hamanaka S,et al. Numerical and experimental evaluation of surface properties of embossed decorative injection-molded parts[J]. Polymer Testing,2016,53:188-196.
Design of Three-Plate Injection Mould Base with Coupling Sequence Control and Pre-reset Mechanism
Shen Zhongliang1, Zheng Zijun1, Xiao Guohua1, Xu Sheng1, You Jianguo2
(1. Zhejiang Business and Technology Institute Mould Engineering Center, Ningbo Molded Surface Decoration and Intelligent Molding Technology Collaborative Innovation Center, Ningbo 315600, China; 2. Ningbo Huabao Plastics and Rubber Mould Co. Ltd., Ningbo 315600, China)
Three-plate injection mould base with coupling sequence control and pre-reset mechanism was designed for the need of sequential control. The structure and working principle mould base were introduced in detail. Cooperation of relationship between mould opening and movement size was accomplished through three parting and opening ejector pin pre-reset action. This mould base was used for reference to design the sequential control mould because its’compact structure,reasonable design,reliable and stable working.
sequential control; pre-reset mechanism; three-plate injection mould; mould base
TQ320.66
A
1001-3539(2016)10-0086-04
10.3969/j.issn.1001-3539.2016.10.018
*浙江工商职业技术学院校科研基金重点项目,浙江工商职业技术学院校教学改革与建设项目
联系人:沈忠良,博士,讲师,主要研究塑料模具设计与制造
2016-08-13
猜你喜欢
电脑爱好者(2022年5期)2022-05-30 14:58:47
南方农机(2021年3期)2021-02-07 09:07:04
湖北农机化(2020年17期)2020-11-02 07:46:54
读友·少年文学(清雅版)(2020年4期)2020-08-24 07:36:28
读友·少年文学(清雅版)(2020年3期)2020-07-24 08:57:06
读友·少年文学(清雅版)(2020年2期)2020-06-15 11:16:42
中国塑料(2019年5期)2019-06-03 06:56:48
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:58
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:06:45
中国塑料(2016年2期)2016-06-15 20:30:00