聚苯乙烯粉选择性激光烧结的支撑烧结研究*
2016-11-05 02:40:55杨来侠陈梦瑶
工程塑料应用 2016年10期
杨来侠,陈梦瑶
(西安科技大学机械工程学院,西安 710054)
聚苯乙烯粉选择性激光烧结的支撑烧结研究*
杨来侠,陈梦瑶
(西安科技大学机械工程学院,西安 710054)
为了解决聚苯乙烯(PS)粉选择性激光烧结(SLS)成型工艺中制件成型缺陷问题,通过一系列烧结实验,分析了缺陷的种类及原因,利用“二次烧结”现象,以试样Z向尺寸高度和尺寸方差为评价指标,在最优烧结工艺参数支撑扫描速度4 500 mm/s,支撑扫描间隔为3 mm下对不同层数和类型的支撑扫描进行了对比实验。结果表明,支撑扫描可有效改善制件翘曲问题,当支撑层数为8层,支撑类型为网格型时,制件质量较好。
聚苯乙烯粉;选择性激光烧结;二次烧结;支撑扫描烧结
选择性激光烧结(SLS)工艺主要以激光为热源,以粉末为原料,间接或直接快速成型零部件。其基本原理是借助精确引导的激光束使粉末材料烧结熔融后凝固形成三维原型或制件[1-3]。聚苯乙烯(PS)粉是现今广泛使用的一种SLS基体材料,其吸湿率小,收缩率及其相对变化较小,是无定型聚合物,无明显熔点,当加热至玻璃化转变温度(Tg)以上,PS转变为高弹态,且保持这种状态在较宽的范围内,因此适合成型的温度范围宽,成型精度高,熔融时的热稳定性和流动性较好,其制得的原型件经后处理后常用于熔模制造[4]。
然而由于PS粉自身受热变形、激光的高斯光源分布性以及激光能量传递具有的阶梯柱等因素影响,使得烧结试样存在翘曲和变形等缺陷。为了提高试样精度,通过烧结实验,分析并掌握了PS粉制件翘曲变形规律,并通过对支撑烧结实验的研究,提高了制件质量。
1 实验部分
1.1主要原材料
PS粉:粒径150 μm,西安交通大学快速成型中心。
1.2主要仪器及设备
激光快速成型机:XJRPSLS300型,陕西恒通智能机器制造有限公司;数显游标卡尺:0~150 mm,SYNTEK公司;新型密封式粉碎机:XL-10B型,广州市旭朗机械设备有限公司;
分析天平:AL104型,瑞士Metler公司;
生物力学疲劳试验机:PLD-5kN型,西安力创材料检测技术有限公司。
1.3试样制备
支撑层数实验:实验设计在激光功率25 W,分层厚度0.25 mm,扫描速度2 000 mm/s,扫描间隔0.32 mm,预热温度75℃条件下利用快速成型机(激光器类型为CO2激光器,激光束直径0.3 mm,功率调节范围0~60 W,最大成型尺寸300 mm×300 mm×275 mm),分别设定支撑层数(0,4,8,12,16层)进行烧结实验,试样尺寸为100 mm×20 mm×10 mm,每组试样10个。
支撑方式实验:不同的支撑类型对于底部能量的积累速度与热场均匀性有着重要影响,成型机可提供的支撑类型方式如图1所示,主要有网格型、轮廓型、八边形3种支撑方式。
为了选取较优的支撑类型,实验设计100 mm×20 mm×10 mm长方体试样,在最优工艺参数下,分别设定网格型、轮廓型、八边形支撑方式,进行烧结实验,每组试样10个。
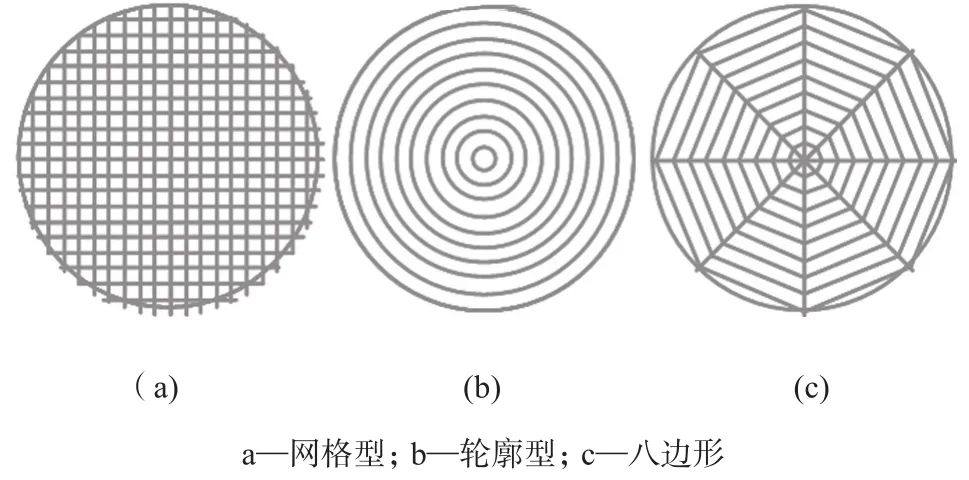
图1 支撑类型
1.4性能测试
用游标卡尺对试样中部和两端进行Z向尺寸测量,每个部位各测2次。根据PS粉SLS制件的成型特性,当制件翘曲的现象不明显时,其Z向高度在制件中部与两端相差无几,而在翘曲明显时两者相差较大,因此采用Z向尺寸与支撑层数关系以及中部与两端Z向高度的方差值对烧结质量进行评价。
2 结果与讨论
2.1翘曲与错层
由于PS粉自身的热特性(热变形、热冲击、热收缩),如果工艺参数不合适,就很容易出现成型缺陷问题,图2为PS粉制件的两种常见失效形式[5]。

图2 常见失效形式
由图2a可见,在薄片四边出现严重凸起,向上卷曲现象,这主要是由于在烧结过程中PS粉受热不均匀造成的,其影响因素主要有以下几点:
(1) PS粉具有受热变形的热性质。当PS粉突然吸收高能激光时,产生高温使粉末瞬间熔化,热冲击会引起材料的热变形,并且未接收激光能量的粉末温度较低,因此便产生了温差,温差引起收缩不均也会造成翘曲[6]。
(2)激光是高斯光源。高斯光源能量密度分布为正态分布,如图3所示。其能量绕Z向对称分布。激光光斑中心位置处能量密度最大,边缘处能量密度最小。同等时间范围内,激光光斑中心处粉末获得的能量最多,边缘处粉末获得的能量最少。当激光作用到粉体表面时,光斑中心与边缘处粉体材料的熔融深度和速度是不同的,中心处材料熔化深度最大,边缘处熔化深度最小[2]。

图3 激光能量密度分布
激光单点烧结深度图如图4所示。

图4 激光单点烧结深度
由图4可见,其整体结构类似一个“螺钉”。图中的LZ>>LXY,说明激光能量在粉体表面可沿X-Y方向传导,也可沿Z向传导,但传导速度在Z向远大于X-Y向。当能量沿Z向传导时,随着传导深度的增加,能量不断被吸收,而光斑中心处能量又大于边缘处激光能量,因此随着Z向深度的增加,底部逐渐表现为尖端,而非柱形。当激光能量沿X-Y向传导时,表现为光斑中心处传导深度最大,边缘处传导深度最小的锥形,因此能量密度分布的不均会造成PS粉受热不均进一步发生变形。
(3)激光能量传递的阶梯性。激光作用到粉体表面后,自上而下沿着粉体颗粒间的空隙进行传导。随着热传导深度的增加,能量因不断被吸收而减少,因此粉体下表面吸收的能量少,上表面吸收的能量多。而PS粉吸收的能量越多,热变形引起的收缩就越严重,如此粉体上下表面之间产生收缩应力,上表面趋于致密,而下表面趋于扩张,呈现出中凹周凸现象[2]。
图2b所示为制件错层失效形式,在铺粉过程中,当翘曲量过大,超过分层厚度时,已成型部分就会受到铺粉推力的作用而发生偏移,逐层的累积便形成错层[7]。
随着加工的进行,翘曲现象表现出逐渐减小甚至消失的规律,这主要是因为激光能量的积累使得层间存在能量约束和补偿。当一层烧结后,在进行下一烧结层铺粉时就会造成铺粉不均匀,中间部位由于上一层的凹陷,因此相对于边缘部位,其铺粉厚度较大。边缘部位粉层薄,因此接收的能量比较均匀,冷却后会在层间产生约束,而中间部位粉层较厚,粉料接收的平均能量就小,变形也就小。在同样的工艺参数下,即使层间没有约束,翘曲也会变小,原因是:随着烧结过程的继续,更多的能量积累于制件内部,这样上下层之间的温差就会减小,翘曲现象就会逐渐不明显[8-9]。
2.2二次烧结现象
在SLS成型工艺中,制件翘曲现象往往会随着烧结过程的进行而逐渐消失,因此表现出底部前几层出现微翘曲,而顶部无翘曲现象的性质。其翘曲模型如图5所示。

图5 二次烧结现象
在2.1中已对翘曲现象的原因进行了解释,主要是由于激光能量的高斯分布性和材料热特性(热变形与热冲击)造成材料粉体烧结区域与未烧结区域温差较大,导致制件底部最初几层表现为中部向底层凸,四周向上的翘曲现象。L1所示轮廓线为过渡弧角,随着烧结的继续进行,底层热量积累逐渐缩小与新烧结层的温差,翘曲现象逐渐消失,轮廓线棱角分明,如L2所示。
在SLS烧结过程中,粉料底层能量的积累还常常导致出现“二次烧结”现象。“二次烧结”现象是指在成型过程中,底层已成型部分的热量在下一层烧结前未完全散失,因此就会与下一层的激光能量相结合,在加工最初几层时,各层之间剩余能量积累到一定程度时,就会使过多的能量沿底部第一层向上渗透造成Z向的过深烧结,随着烧结层数的增加,过多的能量往往不足以沿Z向渗透到最顶层,主要渗透到当前烧结层附近,如此既可以使层与层之间的粘结更充分,也可以起到保温作用,减小温差[10]。
利用“二次烧结”现象,如果在第一层烧结之前,预先提供一定能量,便可有效减小第一烧结层与底部粉末的温差,进而产生的翘曲较小,烧结精度提高,而能量的提供可以通过扫描支撑的方法,即在第一层开始烧结之前,通过程序控制预先烧结一定层数和一定形状的支撑层。
2.3支撑层数分析
支撑层数越多,相应的在第一层烧结之前能量就积累得越多,但是由于二次烧结现象的存在,过多的能量积累会导致过烧现象,因此支撑层数的选取需要一定的合理值。在支撑烧结时,为了保证支撑与制件实体不粘结,因此支撑扫描速度的选取不宜过小,而又为了快速增加能量积累,减少支撑层数、同时减小能量散失,提高加工效率,支撑扫描速度又不易过大,因此支撑扫描速度存在临界值。在其它工艺参数确定条件下,经实验确定此临界值为4 500 mm/s,在此扫描速度下,支撑层并未熔化,不与制件实体粘结。支撑是由线条搭建的框架结构,为了快速实现能量的积累过程,同时从机器寿命考虑,支撑扫描间隔为3 mm[11]。
Z向尺寸随支撑层数的变化关系如图6所示。
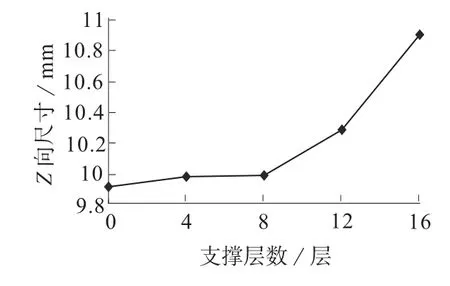
图6 Z向尺寸与支撑层数关系
随着支撑层数增加,Z向尺寸最大值逐渐增加,其原因是随着支撑层数的增加,二次烧结现象的存在导致能量的累加,底层能量不断地积累变大;加之在烧结过程中,激光作用到粉体表面后,自上而下沿着粉体颗粒间的空隙进行传导,随着热传导深度的增加,能量因不断被吸收而减少,因此粉体下表面吸收的能量少,上表面吸收的能量多,激光能量从顶层逐渐渗透,就会造成底层粉末能量过大而熔化变形,因而Z向尺寸逐渐增加,在8层支撑以后此现象更为明显。
图7为Z向尺寸方差与支撑层数关系图。理论上随着支撑层数的增加,底部积累的激光能量就越多,上下烧结层的温差就越小,因而翘曲现象就越不明显,在数值上表现为Z向尺寸方差越来越小,由图7可知在8层支撑以前Z向尺寸方差符合此规律,但在8层以后Z向尺寸方差值反而增大。实际上,在无支撑时,烧结过程就可通过自身能量积累在顶部避免翘曲现象(图8a所示),而在有支撑时,底部支承也可提供能量,由于激光能量施加的过程性和传递性,往往是烧结层中心部位温度高,当支撑能量适中时,就可更快地减小翘曲现象(图8b所示)。当支撑层数过多,积累能量过多时,底层中心部位能量过多,就会导致试样发生二次烧结又产生明显翘曲[12](图8c所示),Z向尺寸方差就会增大。

图7 Z向尺寸方差与支撑层数关系

图8 不同支撑层数下PS制件
2.4支撑方式分析
为了选取较优的支撑类型,实验设计100 mm×20 mm×10 mm长方体试样,标准情况下Z向尺寸为10 mm。在最优工艺参数下,分别设定网格型、轮廓型、八边形支撑方式,进行烧结实验,每组试样10个。Z向尺寸与支撑类型关系如图9所示。由图9可见,不同支撑类型下试样的Z向尺寸中,网格型支撑试样Z向尺寸最接近设计值,轮廓型支撑和八边形支撑Z向尺寸值远大于设计值,因此网格型支撑类型可以保证较高的精度。

图9 Z向尺寸与支撑类型关系
图10为试样Z向尺寸方差与支撑类型的关系图,网格型支撑方差最小,表明该支撑方式下翘曲现象最小,各部位Z向尺寸值较为一致,而八边形支撑方差值最大,翘曲现象尤为突出,无论从试样Z向尺寸精度还是从制件各部位Z向尺寸稳定性来讲,网格型支撑都是最优的支撑类型。

图10 Z向尺寸方差与支撑类型关系
3 结论
(1) PS粉自身存在热收缩变形性质以及激光能量的高斯性和能量传递的阶梯性,导致PS粉SLS成型过程中受热不均,产生翘曲现象,严重时发生错层。
(2) PS粉在烧结过程中存在“二次烧结”现象,通过该烧结特性可逐渐缓解翘曲变形问题。
(3)支撑扫描可合理预置能量,采用8层网格型支撑方式可有效地改善制件的质量。
[1] 孙胜伟,张坚,郑海忠.激光选区烧结PS 制件的精度研究[J].现代塑料加工应用,2007,19(1):26-28. Sun Shengwei,Zhang Jian,Zheng Haizhong. Precision of polystyrene parts by selective laser sintering[J]. Modern Plastics Processing and Applications,2007,19(1):26-28.
[2] 杨来侠,刘旭.PS粉的选择性激光烧结成型工艺实验[J].塑料,2016,45(1):100-103. Yang Laixia,Liu Xu. Processing experiment of selective laser sintering for PS powder[J]. Plastics,2016,45(1):100-103.
[3] 董渠,王传洋,钱秋波.选择性激光烧结聚苯乙烯制件尺寸精度影响因素研究[J].塑料工业,2010,38(4):93-95.Dong Qu,Wang Chuanyang, Qian Qiubo. Investigation on impact factors of polystyrene parts dimension accuracy made by selective laser sintering[J]. China Plastics Industry,2010,38(4):93-95.
[4] 王传洋,陈瑶,董渠.选择性激光烧结聚苯乙烯拉伸强度研究[J].应用激光,2014,34(5):377-382. Wang Chuanyang,Chen Yao,Dong Qu. Research on tensile strength of selective laser sintering polystyrene[J]. Applied Laser,2014,34(5):377-382.
[5] 谢小林,王云英.聚苯乙烯粉末选择性激光烧结成型机理的研究[J].航空材料学报,2006,26(1):32-35. Xie Xiaolin,Wang Yunying. Study on mechanism of polystyrene powder in selective laser sintering[J]. Journal of Aeronautical Materials,2006,26(1):32-35.
[6] 于千.复合尼龙粉末选择性激光烧结成型工艺的研究[D].太原:中北大学,2006. Yu Qian. Study on the technic of selective laser sintering of nylon composites[D]. Taiyuan:North University of China,2006.
[7] 李小飞,朱东彬,董俊慧.激光选区烧结及其在精密制造业中的应用[J].光学精密工程,2013,21(5):1 222-1 227. Li Xiaofei,Zhu Dongbin,Dong Junhui. Selective laser sintering and its application to precision casting process for ceramic models[J]. Optics and Precision Engineering,2013,21(5):1 222-1 227.
[8] 崔建芳.铸造用芯盒激光快速制造工艺研究[D].太原:中北大学,
CHINAPLAS 2017国际橡塑展更“智能”、“创新”、“环保”
“CHINAPLAS 2017 国际橡塑展”(第三十一届中国国际塑料橡胶工业展览会)将于2017年5月16至19日重临广州琶洲中国进出口商品交易会展馆举行,预计展览面积超过250 000 m2,展商数目突破3 300家,为各行业展示一系列环绕“智能制造”、“高新材料”及“环保科技”的全方位应用方案。
(1)科研带动广东及全国制造业未来发展。
创新驱动一直被视为企业升级转型的核心引擎,现在我国已成为仅次于美国的世界第二大研发经费投人国家。
在各项政策及计划的支持下,广东企业对于新材料、新技术的需求将大大提升。2017年“CHINAPLAS 国际橡塑展”座落广州,面向我国,辐射全球,势将成为全球橡塑技术供应商展示高新材料、智能制造及环保科技的重要平台。
(2)橡塑新技术实现产品新思维。
随着科技进步,橡塑材料的应用不止于广更在于深,能满足更专业的产品要求,为各行业提供更多可能性。以汽车为例,车用塑料扮演着轻量化的重要角色,除在车身及配件上发挥减重的作用外,其拉伸强度大可适用于制作汽车的非承载件和安全承载结构。其中新能源汽车,作为战略性新兴产业之一,发展潜力巨大,塑料在电池、电机外壳上也提供保护及绝缘的功效。在医疗行业中塑料的应用越来越广泛,医2006. Cui Jianfang. Study on technology for casting core box based on laser rapid prototyping manufacuring[D]. Taiyuan:North University of China,2006.
[9] 杨来侠,刘旭,张文明.聚苯乙烯粉选择性激光烧结工艺参数优化[J].工程塑料应用,2015,43(6):44-49. Yang Laixia,Liu Xu,Zhang Wenming. Process parameters’optimization of polystyrene powder based on selective laser sintering[J]. Engineering plastics application,2015,43(6):44-49.
[10] Prashant K,Jain P M,Pandey P V,et al. Effect of delay time on part strength in selective laser sintering[J]. Advanced Manufacturing Technology,2009,43(1/2):117-126.
[11] 杨来侠,刘旭.基于选区激光烧结的聚苯乙烯成型工艺及改性研究[D].西安:西安科技大学,2016. Yang Laixia,Liu Xu. Research on molding process and modification of polystyrene based on Selective Laser Sintering[D]. Xi’an:Xi’an University of Science and Technology,2016.
[12] Athreya S R,Kalaitzidou K,Das S,et al. Mechanical and microstructural properties of nylon-12/carbon black composites:Selective laser sinteringversus melt compounding and injection molding[J]. Composites Science and Technology,2011,71(4):506-510.疗级的聚合物、人工合成的生物相容物料在治疗过程中均对人体无害,而且橡塑加工技术的进步也为医疗行业带来突破,3D打印的人体器官就是其中一个例子。高端包装材料方面,轻量化包装及对环境友好成为发展趋势,同时包装容器也追求便携性及设计感,塑料包装种类众多,可以多方面满足不同用户的要求。
橡塑材料作为新兴基础材料之一,其材料性能及技术应用助力产品创新,让生产商制造出更优质的产品。
(3)市场热点技术汇聚亚洲第一橡塑展。
“CHINAPLAS 2017国际橡塑展”紧贴国家政策及行业发展趋势,并获得德国、奥地利、意大利、瑞士、日本、韩国、美国等12个国家组织阵容庞大的展团参与,展示全球最前沿的橡塑科技及原材料,并助力供应商进一步拓展我国和亚洲市场。
明年展会设立的主题专区多达16个,包括:注塑、挤出、吹塑、薄膜及橡胶机械专区;自动化、回收再生科技专区;辅助及测试仪器专区、模具专区、中国出口机械及原材料馆;以及化工及原材料专区、复合及特种材料、生物塑料、添加剂、颜料及色母粒专区及半制成品专区。
其中要特别介绍的是近年增设的“自动化科技专区”、“回收再生科技专区”及“复合及特种材料专区”。
(工程塑料网)
The Support Scanning Sintering Study on PS Powder Based on Selective Laser Sintering
Yang Laixia , Chen Mengyao
(College of Mechanical Engineering, Xi’an University of Science and Technology, Xi’an 710054, China)
In order to solve the problem with the polystyrene powders sintered parts drawback by the selective laser sintering(SLS), the types and causes of defects were analysed through a series of sintering experiments, using the“secondary sintering”phenomenon,make Z dimension height and size variance as evaluation index, the compared experiment on different types and layers of support scanning was conducted with the optimum process parameters,the support scanning interval is 3 mm and scanning speed is 4 500 mm/s. The results show that the formation quality is improved effectively through the support scanning. When the support layer is 8 layer and the type of support is the grid type, good quality parts is obtained.
polystyrene powder; selective laser sintering; secondary sintering;support scanning sintering
TG439.4
A
1001-3539(2016)10-0041-05
10.3969/j.issn.1001-3539.2016.10.009
* 863计划项目(2015AA042503)
联系人:杨来侠,教授,博士生导师,主要从事快速成型与模具制造的研究
2016-08-02
猜你喜欢
东北水利水电(2022年6期)2022-06-28 06:04:36
模具制造(2022年3期)2022-04-20 09:18:08
康复(2022年31期)2022-03-23 20:39:56
绿色建筑(2020年1期)2020-07-15 06:43:44
模具制造(2020年12期)2020-02-06 08:05:20
模具制造(2019年7期)2019-09-25 07:29:56
电子制作(2019年11期)2019-07-04 00:34:50
上海包装(2019年2期)2019-05-20 09:11:10
制造技术与机床(2018年12期)2018-12-23 02:41:16
制造技术与机床(2017年12期)2017-02-02 07:04:38