
熔积成型打印耗材接丝机的开发及工艺参数
2016-11-03 05:11:50韩志民李景贺
黑龙江科技大学学报 2016年1期
韩志民, 李景贺, 曲 芳, 赵 灿
(1. 黑龙江科技大学 工程训练与基础实验中心, 哈尔滨 150022;2. 黑龙江科技大学 现代制造工程中心, 哈尔滨 150022)
熔积成型打印耗材接丝机的开发及工艺参数
韩志民1,李景贺2,曲芳1,赵灿2
(1. 黑龙江科技大学 工程训练与基础实验中心, 哈尔滨 150022;2. 黑龙江科技大学 现代制造工程中心, 哈尔滨 150022)
利用熔融沉积成型(FDM)技术打印同种耗材的多色产品时,多采用手动更换耗材的方法,存在耗时、费力、产品质量不高等问题。为此,研制了FDM打印耗材接丝机,通过控制器控制加热块的耗材粘接温度,再利用热电偶将粘接温度反馈回控制器以保证加热区域温度控制在一定范围内,达到确保粘接质量的目的。该机可以解决不同颜色、相同材质的耗材,如PLA(或ABS)粘接在一起而制造出不同样式的多色产品问题;解决远程送丝FDM3D打印耗材浪费问题;同时,提高了多色产品的打印质量和加工效率,解决了任意颜色、同种耗材的连续打印问题。通过对接丝机的结构和工艺参数的优化设计,以及在样机上的粘接实验,结果表明:开发的接丝机完全能够达到3D打印耗材的粘接要求,可以确保粘接质量,具有一定的推广和应用价值。
接丝机; 控制器; 粘接温度; 接丝管
0 引 言
传统的加工工艺已无法满足现代工业部件的加工需求, 许多异形结构利用传统工艺很难甚至根本无法加工,3D打印技术由此而生,3D打印技术的诞生依托了多个学科领域的尖端技术,是新时代信息科技发展的最新成果,也是人类科技发展史上的一大进步[1]。熔融沉积成型(Fused deposition modeling,FDM),又称熔丝沉积,是一种快速成型技术。FDM是将低熔点材料熔化后,通过由计算机数控的精细喷头按CAD分层截面数据进行二维填充,喷出的丝材经冷却黏结固化生成一薄层截面,层层叠加成三维实体[2-3]。3D打印技术作为一项前沿性的先进制造技术,已经在文化创业、生物医学、工业、建筑等领域得到广泛的应用。
3D 打印溶融沉积成型(FDM)技术是采用丝状耗材(如PLA、ABS、PC、尼龙等)作为加工物,用加热器将其加热到溶融状态,挤丝机构从喷头挤出细丝材料。喷头分为近程送丝和远程送丝两种机构。喷头和挤丝机构直接安装在一起,成为一体称为近程送丝机构。其缺点是:喷头上部结构复杂,无法改造成单喷头自动换料,只能通过增加喷头和挤出机的数量在内部控制程序的作用下实现半自动换料。这种方式容易造成打印件的脱层现象,严重影响打印质量。挤丝机构安装在其他部位而与喷头有一段距离称为远程送丝机构。它的缺点是,当一卷耗材用尽时,在挤出机与喷头之间会剩余一段耗材无法正常使用,造成耗材浪费。在打印多色产品时,同样无法实现自动换料,手动换料步骤繁琐,且打印成功概率低。鉴于此,笔者研制一种新型耗材接丝机,预先将两根或多根相同材质的耗材粘接在一起,形成一整根耗材供打印机使用,以实现3D打印设备的自动化和智能化。
1 3D打印换丝方法比较
1.1传统打印方法
在打印多色产品时,传统的打印方法是采用降低打印速度,或暂停打印机,手动更换不同颜色的耗材。该方法加工效率低,换料过程复杂难操作,且换料过程中要严格控制时间,避免在低速,或暂停打印机时,在长时间换料的情况下造成喷头下部高温破坏打印件。
1.2双喷头打印方法
双喷头打印比单喷头打印在换料方面要方便很多。在打印多色产品时,只有一个喷头正常工作,当需要更换耗材颜色时,原先工作的喷头暂停,另一个喷头开始工作。双喷头打印存在的问题是,在换料过程,需要另一个喷头提前预热,提前预热时间难以控制。在预热时,不可避免地产生耗材滴落现象,对打印层之间的粘接产生影响。且该方法只能打印两种颜色的耗材,同时增加喷头和挤出机的数量,也增加了打印机成本。
1.3文中研究的打印方法
文中开发FDM 3D打印耗材接丝机,是独立的接丝装置,与3D打印机无关。方法是预先将两根或多根耗材粘接在一起,形成一整根耗材供打印机使用。采用加热块对两种耗材在接丝管内加热对接,通过控制器控制加热温度,使两种耗材粘接在一起。可以用单喷头打印机或双喷头打印机实现任意耗材的连续打印,打印过程中打印机无须降低打印速度,提高了打印效率;由于无须降低打印速度,所以不会出现打印层之间粘接不良的现象或者打印件表面的烫化现象。可以实现近程送丝和远程送丝打印机自动化换料,减少打印工作人员的配置,节约劳动成本,也降低了因手动换料出现打印机故障概率。
2 接丝机工作原理与粘接流程
2.1接丝机总体结构与工作原理
接丝机总体结构如图1所示。接丝机工作原理如图2所示。由图1可见,接丝机主要由加热块、热电偶、加热棒、风扇、控制器、接丝管等组成。其工作原理是通过控制器控制加热块的耗材粘接温度,通过热电偶将粘接温度反馈回控制器,以保证加热区域温度控制在一定范围内,确保粘接质量。
2.2接丝机工作流程
接丝机的工作流程主要分为六个步骤:
(1)接通电源。
(2)按设置键进行温度设置,点动加号键增加温度、点动减号键减少温度,当温度设置到设定温度后,按确认键完成温度设置,此时温度显示屏显示所设置当前温度,加热棒开始加热。
(3)当温度显示屏显示达到温度设定值时,将欲粘接的两根耗材从两端穿入置于加热块上部凹槽内的接丝管内对接。
(4)粘接完成后,启动风扇引入对流风使加热块迅速降温。
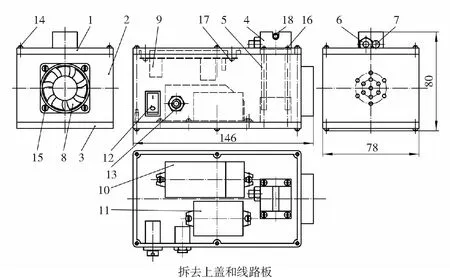
1上盖; 2机壳; 3下盖; 4加热块; 5阻热支杆; 6热电偶 ;7加热棒; 8风扇;

图2 接丝机工作原理
(5)加热过程中,热电偶开始工作,将加热块的温度实时反馈给控制器内温控器,温控器根据反馈温度实时输出继电器通、断加热棒的电源,以确保加热块的温度持续保持在设定的温度范围内。当加热温度超过设定温度的正负偏差或加热棒出现故障时,控制器报警并自动切断电源。
(6)取下粘接好的耗材退出接丝管,如果粘接后的耗材太长,可不用退掉接丝管,在打印时接丝管被挡在挤丝机的前面并不影响打印。
3 接丝机结构设计与工艺参数优化
3.1对耗材接丝效果的要求
为使粘接后的耗材能顺利通过送丝管,要求粘接处应无痂点,以直径φ2 mm耗材为例,直径不应大于φ2 mm。由于送丝管有弯曲部位,所以粘接处应能承受一定的弯曲压力。同时,为保证粘接后的强度,粘接处应无虚接、汽泡等瑕疵。
3.2加热部分结构设计及实验
加热块选用热传导性能较好且价格适中的铝合金材料,可提高接丝效率和节能。为减少加热块温度损失,将加热块固定在四根导热性差的支杆上。加热处选用凹槽结构,局部加热效果好;耗材粘接后采用风扇冷却易于取出,提高效率。
3.2.1加热块粘接实验
将加热块设计成凹槽结构,将欲粘接的两根耗材置于凹槽内对接,如图3所示。
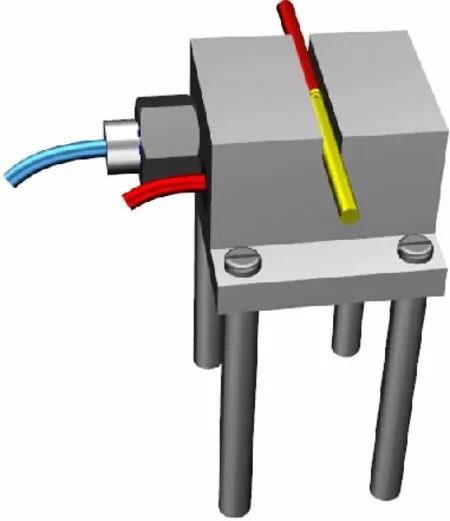
图3 凹槽结构的加热部分
凹槽结构的加热温度θ及加热时间t实验结果见表1。从表1可见,粘接适宜温度为140 ~180 ℃,粘接温度较低。但实验结果存在三个问题:第一,粘接后的耗材易与凹槽粘连,试件取出困难。其二,粘接处有飞边痂点、直径大于φ2 mm;粘接后的耗材不能顺利通过挤出设备及送丝管。第三,在拉伸实验时,粘接良好的耗材不出现断裂现象,但在弯曲实验时,所有的粘接良好的试件都会断裂。上述结果显示,采用将欲粘接耗材直接放在凹槽结构的加热块内接丝工艺不可行。
表1凹槽结构的加热温度、加热时间与粘接效果
Table 1Grooves of structure of effect of heating temperature, heating time and adhesive
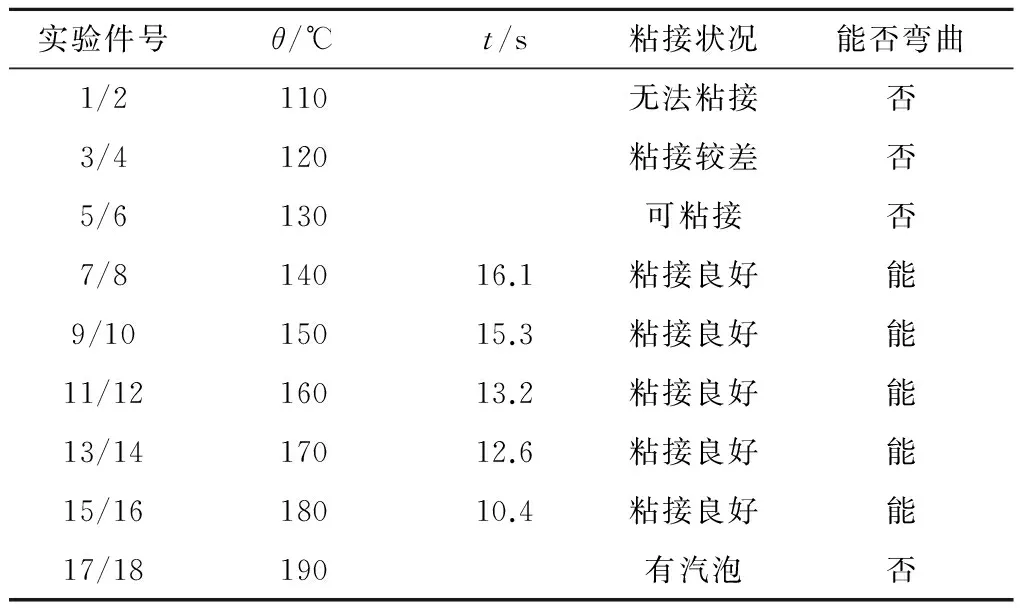
实验件号θ/℃t/s粘接状况能否弯曲1/2110无法粘接否3/4120粘接较差否5/6130可粘接否7/814016.1粘接良好能9/1015015.3粘接良好能11/1216013.2粘接良好能13/1417012.6粘接良好能15/1618010.4粘接良好能17/18190有汽泡否
3.2.2接丝管优化设计及实验
接丝管是接丝机的核心部件之一,采用将欲粘接耗材从两端插入接丝管内,再放入加热块的凹槽内加热,图4所示为接丝管结构的加热部分,接丝管内径φ2 mm外径φ4 mm的聚四氟乙烯的圆管。
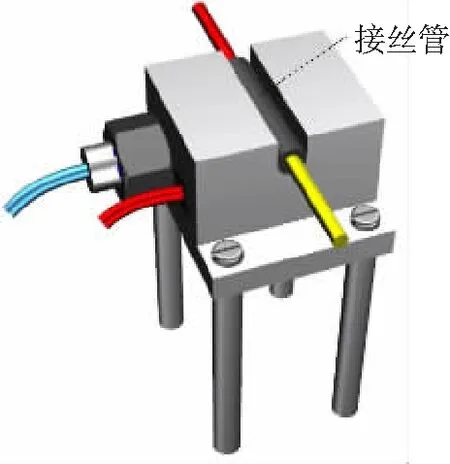
图4 接丝管结构的加热部分
Fig. 4Heating section showing connections wire tube structure
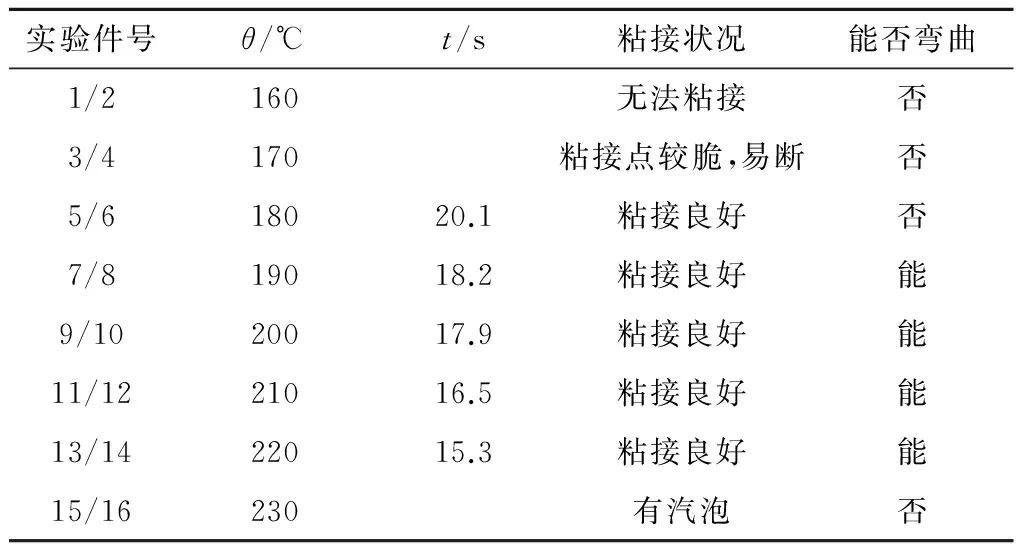
接丝管结构加热温度及加热时间实验结果见表2。从表2可见,用接丝管粘接适宜温度为190~220 ℃。由于是在接丝管内进行粘接,既能限制飞边痂点又能增加强度,满足了拉伸实验要求和弯曲实验要求,冷却收缩后试件粘接处圆滑过渡,直径在φ1.87~φ1.92 mm,能够顺利通过挤出设备及送丝管。
表1、表2可以看出,随着粘接温度升高,粘接时间在缩短,虽然采用接丝管粘接温度比无接丝管粘接温度高,但能更好的保证粘接效果。结果显示:采用接丝管接丝工艺可行。
表2凹槽结构的加热温度、加热时间与粘接效果
Table 2Grooves of structure of effect of heating temperature, heating time and adhesive
实验件号θ/℃t/s粘接状况能否弯曲1/2160无法粘接否3/4170粘接点较脆,易断否5/618020.1粘接良好否7/819018.2粘接良好能9/1020017.9粘接良好能11/1221016.5粘接良好能13/1422015.3粘接良好能15/16230有汽泡否
3.2.3接丝管材料的分析与选择
由于实验温度达 230 ℃,所以要求接线管材质应具有一定的耐高温性能,在高温下不变形。为保证耗材粘接后能顺利从接丝管中取出,要求接丝管材质摩擦系数低,同时有与其他材料不粘接性能。
通过大量的分析与实验,采用聚四氟乙烯管材最为理想。聚四氟乙烯(PTFE),一般称作“不黏涂层”或“易清洁物料”。这种材料具有抗酸抗碱、抗各种有机溶剂的特点,几乎不溶于所有的溶剂。同时,聚四氟乙烯具有耐高温的特点,它的摩擦系数极低,可作润滑作用之余,亦成为了易清洁水管内层的理想涂料。该材质在文中实验中具有六大优点:
(1)摩擦系数小。由于PTFE大分子间的相互引力小, 且表面对其他分子的吸引力也很小, 因此其摩擦系数非常小, 是已知固体工程材料中最低的, 静摩擦系数仅为0.04。
(2)极佳的化学稳定性。PTFE不与环境介质发生反应, 能承受大部分强酸(包括王水、氢氟酸、浓盐酸、发烟硫酸、有机酸等)、强碱、强氧化剂、还原剂和各种有机溶剂的作用。
(3)从- 250 ℃到260 ℃宽广的使用温度。
(4)具有突出的表面不粘性和良好的自润滑性。PTFE表面张力小0.019 N /m, 是目前表面能最小的一种固体材料, 几乎所有的固体材料都不能粘附在其表面。
(5)极好的热稳定性,PTFE熔点327 ℃。
(6)优异的电绝缘性能。
不适合于文中的缺点是导热性差, 易造成热膨胀、热疲劳和热变形[4-5]。为解决导热性差的问题,在接丝管外缠绕一层石墨纸,以提高其导热性。
3.3控制器设计及优化
控制器也是接丝机的核心部件之一,它具有温度设定,温度自动调节,过热保护,温度显示的功能。控制器设计方案对比如下:
(1)采用Arduino开发板作为控制中心[6,7],通过热敏电阻反馈信号给Arduino开发板的处理器,从而达到控制加热棒加热温度的目的。此方案编程设计比较复杂,控温精度一般。
(2)采用PID温度控制器来设计整个控制电路,PID属于通过比例、积分、微分结合在一起的一个整体来进行模糊控制温度。通过热电偶反馈信号给温控器,温控器输出端通过输出继电器触点的闭合与断开,从而达到控制加热棒加热温度的目的,此方案控制精度高,稳定性好[8-10]。
(3)采用机械温度控制器来设计整个控制电路,通过感温泡控制加热棒加热温度,此方案控制精度效果较差。
通过以上分析对比,使用PID温控器最合理,性价比高,实用性强。
PID系统控制原理如图5所示。

图5 PID控制系统原理
由图5可见,接通电源后,电流经过PID温度控制器的常闭触点给加热棒进行供电,当温度达到设定值,热电偶探测到的温度信号转变为电流信号反馈给PID温度控制仪,PID温度控制仪进行相应的计算后控制输出继电器动作,使常闭触点断开,加热棒断电,随之加热块温度降低;当温度低于设定值时,PID温度控制仪输出继电器常闭触点闭合继续给加热棒供电,加热棒加热升温。从而使温度维持在一定的温度范围内。若当加热系统出现故障时导致加热块继续升温时,系统会自动报警并自动切断电源。
4 结束语
笔者通过对熔融沉积成型(FDM)打印耗材接丝机结构的优化设计,工艺参数的实验,研究表明,该接丝机完全能够达到对3D打印耗材的粘接工艺要求。制造的样品外观精美,体积小,重量轻,操作简单,成本低廉,具有一定的推广和应用价值。研发高性能的接丝机是目前3D打印技术发展的重要标志,可以为3D打印设备的自动化、智能化打下坚实的基础。
[1]马金涛.打印技术的应用及发展前景分析[J]. 中国印刷,2014, 6(1): 87-93.
[2]GALANTUCCI L M,LAVECCHIA F,PERCOCO G. Experimental study aiming to enhancethe surface finish of fused deposition modeled parts [J]. CIRPAnnals-Manufacturing Technology, 2009,58(1): 189-192.
[3]张希平. 3D 打印技术及我国的发展现状[J].信息技术与标准化, 2015(6): 17-21.
[4]谢苏江.聚四氟乙烯的改性及应用[J].化工新型材料, 2002,30(11): 26-30.
[5]谢 刚, 黄承亚.聚四氟乙烯改性技术的研究[J].合成材料老化与应用, 2007, 36(1): 32-38.
[6]刘楚红.基于Arduino的倒车雷达系统设计[J].现代电子技术, 2014, 37(7): 149-153.
[7]王大虎.基于Arduino控制板的压力采集监测系统设计[J],河南理工大学学报, 2013, 12(5): 463-466.
[8]樊国平.智能PID控制系统的设计与研究[D]. 杭州: 浙江工业大学, 2005.
[9]曲 芳, 顿国强, 沈 斌, 等.基于Multi-Agent协作的井下机器人智能搜救系统[J].黑龙江科技大学学报,2015, 25(4): 440-444.
[10]曲 芳,王绍胜,桑海涛,等.基于3DMAX的T字形工件自动化焊接路径与程序[J].黑龙江科技大学学报,2015, 25(5):573-578.
(编辑徐岩)
Development of fused deposition modeling printing consumables wire connecting machine and study on its process parameters
HANZhimin1,LIJinghe2,QUFang1,ZHAOCan2
(1. Center for Engineering Training & Basic Experiment, Heilongjiang University of Science & Technology, Harbin 150022,China;2.Morden Manufacture Engineering Center, Heilongjiang University of Science & Technology, Harbin 150022,China)
This paper proposes a specially developed printing consumables wire connecting machine as a viable alternative to fused deposition modeling (FDM) technology notorious for time consumption, greater efforts and poor product quality due to manually changing consumables, a drawback evident when FDM is used to print the same kind of multi color products. The machine works by controlling the bonding temperature of heating block using a controller; realizing bonding temperature feedback to the controller using thermocouple to ensure controlling the temperature of the heating area within a certain range; and thereby achieving the purpose of ensuring bonding quality. The machine features a demonstrated ability to eliminate multi color products of a different style resulting from bonding together of consumables of different colors and the same material, such as PLA (or ABS); overcome the long-distance feeding (FDM) 3D printing consumables waste; improve the printing quality and processing efficiency of multi color products; and ensure the continuous printing of the same consumables of any colors. The optimization design of the structure and process parameters and the bonding test on the prototype verify that the machine fully up to the bonding requirements of the 3D printing consumables could ensure the bonding quality and promises a wider application.
wire connecting machine; controller; bonding temperature; wire tube
2015-12-07
科技型中小企业技术创新基金项目(2014FX1CJ028)
韩志民( 1963-),男,黑龙江省哈尔滨人,高级工程师,研究方向: 智能化机械设计,E-mail: 380578463@qq.com。
10.3969/j.issn.2095-7262.2016.01.015
TH16
2095-7262(2016)01-0063-05
A
猜你喜欢
今日农业(2021年21期)2022-01-12 06:31:48
现代畜牧科技(2021年3期)2021-07-21 08:41:54
橡塑技术与装备(2021年6期)2021-03-19 08:11:08
设备管理与维修(2021年23期)2021-02-10 12:37:50
河南畜牧兽医(2021年1期)2021-01-07 11:38:30
科技视界(2020年15期)2020-08-04 16:20:35
制造技术与机床(2018年10期)2018-10-13 06:37:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国设备工程(2015年5期)2015-12-08 06:46:14
核科学与工程(2015年2期)2015-09-26 11:57:19
