基于PLC的自动称重监测控制系统的研究与设计
2016-11-03 11:08徐世许伍经纹
制造业自动化 2016年10期
王 鹏,徐世许,伍经纹
(青岛大学 自动化与电气工程学院,青岛 266071)
基于PLC的自动称重监测控制系统的研究与设计
王 鹏,徐世许,伍经纹
(青岛大学 自动化与电气工程学院,青岛 266071)
在当今生产加工过程中,总会使用称重系统。针对工业称重问题,提出了基于工业称重的自动监测控制系统,可以根据采集称重数据来实现自动控制。开发设计以欧姆龙可编程逻辑控制器(PLC)为控制器,以昆仑通态触摸屏为可控、可观工具,以梅特勒托利多工业称重设备为采集重量数据设备、基于欧姆龙Fins协议的Visual Basic上位机数据监控处理软件的系统,可以很好的解决提高工业生产精度、降低成本、提高工作效率、减少过逾劳动力损失等问题。
欧姆龙PLC;触摸屏;自动称重;Fins协议;Visual Basic
0 引言
随着当今社会现代化与信息化的发展,将信息技术应用于工业已成现如今的当务之急,但是当代农业具有工作环境恶劣、工作位置分散、控制对象多样等缺点,影响工业现场工况信息的采集。现提出基于工业称重的自动监测控制系统,为工业现场信息采集与控制开拓了新道路[1]。现代应用称重监测自动控制系统取代了之前工人手工凭经验操作过程,能够大大地提高农业产品精度、释放劳动力、同时,上位机通过VB软件,可以从下位机PLC中读取上来的数据进行实时显示、采集、处理、整合、加工,记录符合务件的数据并将存储下来以供将来追溯责任人。系统经调试已应用于某农药科技加工厂,并且得到了客户很好反馈,优化生产工作现状,提高生产效率。
1 硬件系统
某企业原有一大型反应釜,工人每次都需要通过称重反馈的数值来控制三种物料的增加与停止,这种工作方式既浪费劳动力又无法保证产品的精度。需要设计一套称重监测与自动控制系统,控制流程如下:三种物料分别通过两个抽料泵和一个电磁阀控制依次加入到反应釜当中,充分搅拌后,工人可以将农药进行使用或二次加工。控制过程中的称重数据需要通过称重传感器保存到PLC当中,上位机通过基于Visual Basic的Access数据库软件采集PLC当中的数据进行处理。控制流程图如图1所示。

图1 控制流程图
1.1系统构成
称重监测自动控制系统主要负责现场信息的采集与工作状态的控制,四部分分别为:PLC、称重传感器、触摸屏、上位机,通过以太网通信与RS-232C通信将各个部件连接到一起。其中PLC用到的型号是欧姆龙CP1L-EM30DR-D,分为18个24V直流输入、12个24V输出,自带一个以太网口用于与上位机或者编程软件CX-Programmer进行通信,两个RS-232C通讯串口通过CP1W-CIF01扩展板分别与触摸屏和称重传感器进行通信[2];称重传感器用到梅特勒-托利多称重设备,选择COM1通讯端口、连续输出方式、9600波特率、8位无校验,将称重数据传送到PLC当中[3];触摸屏用到昆仑通态触摸屏,型号为:TPC7062TX(KX),是以Cortex-A8 CPU为核心的高性能嵌入式一体化触摸屏[4];上位机开发软件是以Visual Basic为平台、Access为数据库、使用欧姆龙公司开发Fins协议,对由称重传感器传送到PLC的数据进行采集、处理、保存,通讯方式选择以太网通讯,具有接收稳定、距离远等优点。结构框图如图2所示。

图2 结构框图
1.2通信介绍
本次课题通信主要包括PLC与触摸屏、PLC与称重传感器之间的RS-232C串口通信和上位机与下位机以太网通信。RS-232C发布以来比较常见的串行通信接口,其中,RS是英文Recommend Standard(推荐标准)的英文缩写,232是标识号,C代表修改的次数,RS-232C是基于Host Link通信协议,该协议是以数据帧的形式从上位机发送到下位机,下位机收到后会自动识别并加以执行,然后将执行结果返回上位机。该通信接口具有传输距离短(最远为15米)、传输速率低(最高20kbps)等特点[5]。相对于以太网通讯,是当今使用最为广泛的通讯方式,通过对TCP/IP协议栈的使用,广泛应用在企业信息管理层,具有传输距离远(最高100米)、传输速率高、稳定等特点[6]。
在称重监测自动控制系统当中,触摸屏、称重设备与PLC通信均使用RS232C通信,该PLC自带两个串口通信,所以需要两个CP1W-CIF01选件板将PLC两个端口设置成RS232C通讯,触摸屏通过一根电缆与PLC COM1端相连,通过PLC编译软件CX-Programmer修改波特率为9600,通讯协议设置为Host Link;而称重传感器与COM2端相连,修改波特率为9600,8位无校验。
2 软件系统
本次课题的软件系统主要包括:利用C XProgrammer编写的PLC下位机程序、利用MCGS嵌入版组态软件开发编写触摸屏软件和基于Fins协议的VB监控软件。
2.1PLC程序
称重监测自动控制系统的生产工艺要求:需要设计的主程序分为三个方面:第一个方面为数据采集、处理、保存程序,实时存储有效数据供我们使用;第二个方面为自动工作程序,在自动的工作模式下,开始工作后,三种物料按照设定值依次加入到反应釜当中,料到位后,自动停止工作;第三个方面为手动工作程序,在手动的工作模式下,开始工作后,工人可以凭借测定重量来控制工作状态。不论是在自动或者手动的工作模式,每一轮工作状态下,都要求产生关于存储有用数据的标志位,方便上位机VB软件通过判断标志位来访问数据。数据处理、自动工作、手动工作的程序设计流程图如图3、图4、图5所示。

图3 数据处理流程图
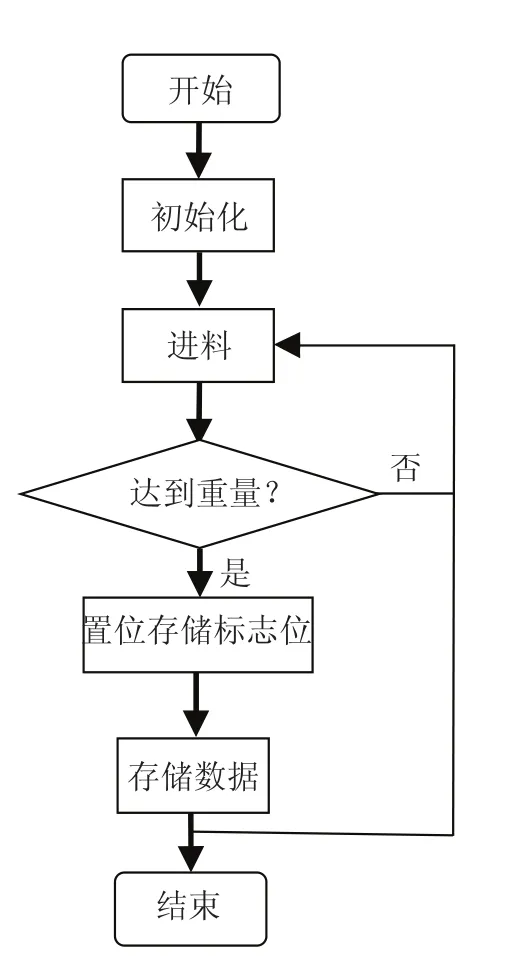
图4 自动工作流程图
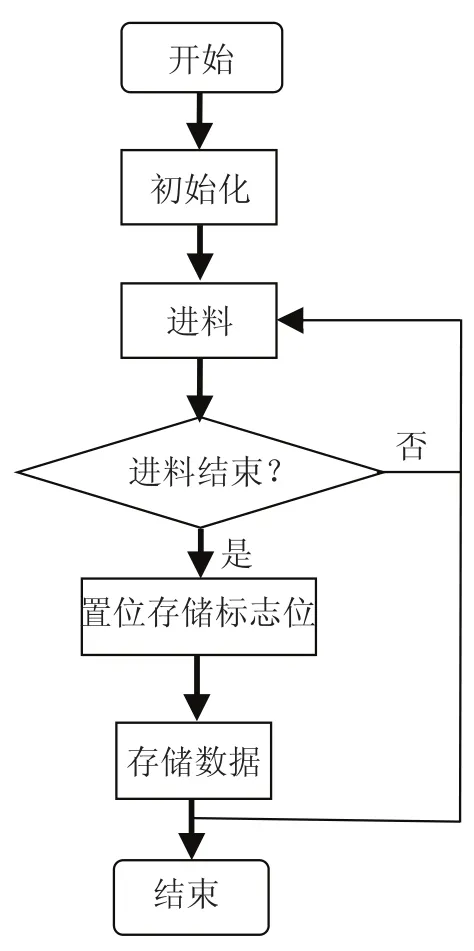
图5 手动工作流程图
2.2触摸屏设计
称重自动监测控制系统需要利用触摸屏来显示数据和工作状态,用到的触摸屏型号是昆仑通态TPC7062KX,用到的编程软件是MCGS嵌入版组态软件。触摸屏主要包含四个界面,主界面、监视界面、设定界面和配方界面(如图6~图9所示)。主界面主要有三个按钮:监视界面按钮、设定界面按钮和配方界面按钮,分别用来跳转到各个界面;监视界面主要用来查看物料的设定值、提前量、实际值和总重量,以及查看各种物料的工作状态;设定画面主要用来编辑各种物料的设定值、提前量和误差;配方界面用来对配方进行查看、修改和保存,配方是一种产品包含各个物料的重量,可以直接通过选择配方下载到PLC当中,具有方便、可靠、准确性高等优点。

图6 主界面

图7 监视界面

图8 设定界面

图9 配方界面
2.3基于Fins协议的VB监控软件
上位机软件是通过Visual Basic开发的远程监控软件,需要以太网通信与PLC建立连接,在VB当中,需使用Winsock控件,通过发送Fins指令来读取PLC数据存储区的数据。
为了能使上位机能快速读取下位机的数据,这里只要求上位机读取数据存储区数据,防止Fins协议程序冗余,导致程序响应变慢,因此需要将下位机采集的工作状态,如:输入输出工作转换成数据存储区数字。
上位机远程监控软件分为三个界面:用户登录界面、数据监视界面和数据处理界面。用户登录界面作用是选择用户进行登录;数据监视界面主要用来对采集数据和工作状态进行实时的显示和查看;数据处理界面主要可以用来对有效数据进行保存,通过Access数据库将有效数据存储在Excel表格里,方便日后对有问题的数据进行追溯。软件编写流程图10所示。

图10 软件编写流程图
3 结束语
针对生产称重问题,设计和研究了一套自动监测控制系统,弥补了当今工业对于数据采集的不足,并且能够根据检测上来的数据进行设备的自动控制。系统经过调试后已稳定运行,具有提高工作效率、减少成本和劳动力等优点。但是本文设计的系统只针对一套控制设备,后期还需要不断的调试来设计多系统控制。
[1] 代品宣,王青云,梁瑞宇.鲁棒的物联网智能农业控制系统设计与实现[J].电子器件,2015.
[2] 欧姆龙自动化(中国)有限公司.SYSMAC CP系列CP1L CPU单元操作手册[Z].2010:1-4.
[3] 梅特勒-托利多公司.IND231/IND236技术/操作手册[Z].2013:39-42.
[4] 北京昆仑通态自动化软件科技有限公司.昆仑通态触摸屏技术服务手册[Z].2013:10-12.
[5] 徐世许,朱妙其,王毓顺.可编程控制器原理·应用·网络[M].中国科学技术大学出版社,2002:288-289.
[6] 刘明哲,徐皓冬,毕宇航.确定性实时以太网通信协议研究[M].仪器仪表学报,2005.

图9 跟随特性曲线
从实验结果可以看出,主动式波浪补偿在位置控制系统中有着优良的跟踪特性,其系统的跟随迟滞时间约为0.5秒,满足正常的使用要求。
6 结论
将主动式波浪补偿应用到位置控制系统中,建立相应的电机驱动系统的数学模型,确定传递函数,并采用智能伪微分控制器,来提高系统的响应性能。
运用MATLAB中的Simulink对波浪正弦波进行模拟,观察其跟随特性曲线,发现其滞后时间小,并没有出现稳态误差。
搭建出位置控制系统的实验模型,进行实验验证,完全满足了波浪反馈控制的要求,是一种可行的设计方案。
参考文献:
[1] 鄢华林,赵瑞.拖曳系统液压控制[J].液压与气动,2012(12):39-41.
[2] 徐小军.一种新型主动式波浪补偿系统的原理及数学模型建模.国防科技大学报,2007,(3):118-122.
[3] John M.Godhavn. High Quality Heave Measurements Based on GPS RTK and Accelerometer Technology[J].OCEANS 2000 MTS/IEEE Conference and Exhibition,1985,1107(3):1-7.
[4] 要丹.异步电机直接转矩控制系统的研究[D].江苏镇江:江苏科技大学,2012:10-50.
[5] 王辉.变节距排缆减张力液压绞车的系统研究[D].江苏镇江:江苏科技大学,2009:15-45.
[6] 沈少杰,蒋庆良.拖线阵减张力绞车[J].声学与电子工程,1999(2):14-16.
[7] 黎启柏.电液比例控制与数字控制系统[M].北京:机械工业出版社,1997:82-91.
[8] 邓星钟,等.机电传动控制[M].武汉:华中科技大学出版社,2007(7):49-95.
[9] 周立求.基于SVPWM的异步电机直接转矩控制系统研究[J].黄石理工学院学报,2008(1):1-5.
Design of the system for automatic monitoring and control based on PLC
WANG Peng, XU Shi-xu, WU Jing-wen
TP273
A
1009-0134(2016)10-0035-04
2016-06-17
王鹏(1991 -),男,山东青岛人,硕士研究生,研究方向为计算机控制技术。
猜你喜欢
装备制造技术(2019年12期)2019-12-25
计算机与数字工程(2019年4期)2019-05-07
电子制作(2018年19期)2018-11-14
车迷(2018年12期)2018-07-26
知识就是力量(2018年7期)2018-07-11
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
浙江共产党员(2014年12期)2014-07-10
自动化与仪表(2014年10期)2014-02-26