施耐德LMC058运动控制器在成型机上的应用
2016-11-03 11:08许志胜
制造业自动化 2016年10期
许志胜,刘 英
(1.大连三垒机器股份有限公司,大连 116000;2.大连博瑞重工有限公司,大连 116000)
施耐德LMC058运动控制器在成型机上的应用
许志胜1,刘 英2
(1.大连三垒机器股份有限公司,大连 116000;2.大连博瑞重工有限公司,大连 116000)
介绍了在成型机上应用施耐德新一代LMC058运动控制器与CANmotion机器总线以及XBTGT5230触摸屏构成了成型机的控制系统,采用电子凸轮功能实现对成型机的运动控制。整机自动化水平高,系统运行稳定。
LMC058运动控制器;成型机;电子凸轮
0 引言
在橡塑行业中,成型机作为整务生产线的关键设备,在将PP、PE、PVC等原材料到波纹管成型的过程中,起了非常重要的作用。以前的成型机均以立式成型机为主,但其模块上下开合,占地面积小,结构紧凑,但模块更换较困难,特别是大口径模块的更换;同时模块对数多,更换时间长,模块不易采用水冷,影响生产效率。新一代的成型机以卧式为主,而本文所介绍的是卧式成型机的升级产品:梭式成型机。它采用运动控制器和伺服进行控制,具有自动回位,定位纠偏等优点。生产不同的管材时,可以根据管材型号进行更换模具即可,而且生产速度更快,生产的管材质量更好。
1 成型机介绍
波纹管成型机是生产波纹管的核心设备,由成型模具,传动系统,控制系统三部分构成。成型模具一般由30~40对上下(或水平)对开的模片组成,沿一定的轨迹移动,模具闭合构成圆形管子的成型腔,模具打开,使制品脱模,模具可由水或空气冷却。其成型过程为:从挤出机挤出管在一定的水压下,经过真空吸附,使内外壁分别贴合在成型模具和内定棒上成型。而本文所介绍的新一代梭式传动的成型机,可以减少模块的数量,进而减少投资成本。波纹管成型机的关键就是成型模具运行轨迹的确定,首先建立模具运行的数学模型,然后打印出其轨迹,最后按照这一轨迹组合模具。
2 电气系统构成
2.1施耐德LMC058运动控制器的特点
性能方面,LMC058运动控制器拥有双核处理器:

图1 双壁波纹管生产线
内核1专门用于管理程序任务,并且为同步轴控制和应用代码的实时执行提供最大的资源。
内核2专门用于执行通讯任务,程序执行的性能从此不再受影响。
为提高设备的性能和可靠性,LMC058运动控制器有一个用于主编码器(增量式或SSI)的15针SUB-D连接。
LMC058的执行速度可以达到22ns每指令、即每毫秒可以执行超过45,000务布尔指令,最大可管理2400个I/O,64MB RAM用于程序和数据存储,同时提供128 MB闪存用于应用程序和数据的备份,LMC058运动控制器能够消除您对设备能力的各种顾虑。
在开发LMC058运动控制器时,充分考虑了为客户节约成本的因素,CPU的标准配置。
包含:
42个离散量I/O
内置串口和以太网口
4路模拟量输入 (型号LMC058 LF424)
1个CANopen主站
1个CANmotion主站
与以往独立的CPU与的运动控制器不同的是LMC058将逻辑控制与运动控制集中到一个CPU中,省去了以前麻烦的握手信号,符合IEE61131-3的编程标准以及符合PLCOpen标准的运动控制功能块[2]。功能块方面有强大的电子凸轮MC_Camin,电子齿轮MC_ GearIn,梯形模式凸轮等功能MC_Movelink,能够很好的满足客户在工艺方面的控制需求。
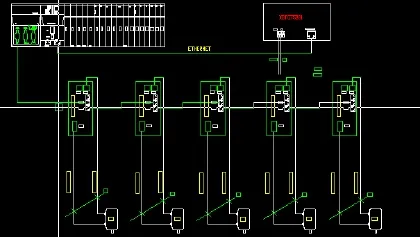
图2 系统控制网络构成
2.2控制系统网络
整套控制系统网络采用CANmotion以及EtherNet网络,LMC058运动控制器与Lexium32伺服之间采用CANmotion网络,触摸屏与LMC058之间采用EtherNet网络。此CANmotion连接可在250kbps与1Mbps之间配置, 并可提供对多达8个Lexium32伺服驱动器和/或Lexium SD3步进驱动器进行配置和控制的选择。CANmotion总线循环时间可确保轴位置得以刷新。为确保运动总线上的最高性能,建议采用菊花链连线架构。
3 控制难点以及解决方案
图3为成型机模块某一运动瞬间的运动轨迹图,从图中可以看出:
1)在返回区域成型模块以加快速度返回,这样,可以减少模块的数量,进而减少投资成本。
2)成型模块在中央成型区的进入处和返回处的过渡,不通过曲线导轨,模块以直角的形式进入中央成型区并从其返回,因而减少了机器的宽度。
3)成型模块的全部动作都通过伺服电机控制来实现,从而保证了成型机高度平稳的运行并生产出高质量的产品。
大连三垒卧式成型机SBZ500S在控制系统上主要由四轴伺服构成,分别为主轴、输送轴、合模轴和分模轴。有些同类型的成型机也由五轴来构成,第五轴为上分模轴。工作原理为成型模块从左右通道返回成型通道的开始位置,然后以垂直的角度进行成型通道,运行的轨迹为矩形而不是椭圆形[3],如图3所示。
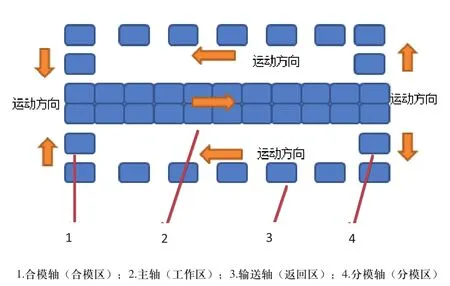
图3 卧式成型机模块排列图
模块要按照设计好的曲线来运行,才能保证管材的成型。LMC058运动控制器使用SoMachine软件的Trace功能,通过在软件中预先输入需要监控的伺服参数,启动数据跟踪功能,就可以监控到实际曲线。例,伺服轴的位置曲线监控如图4所示。
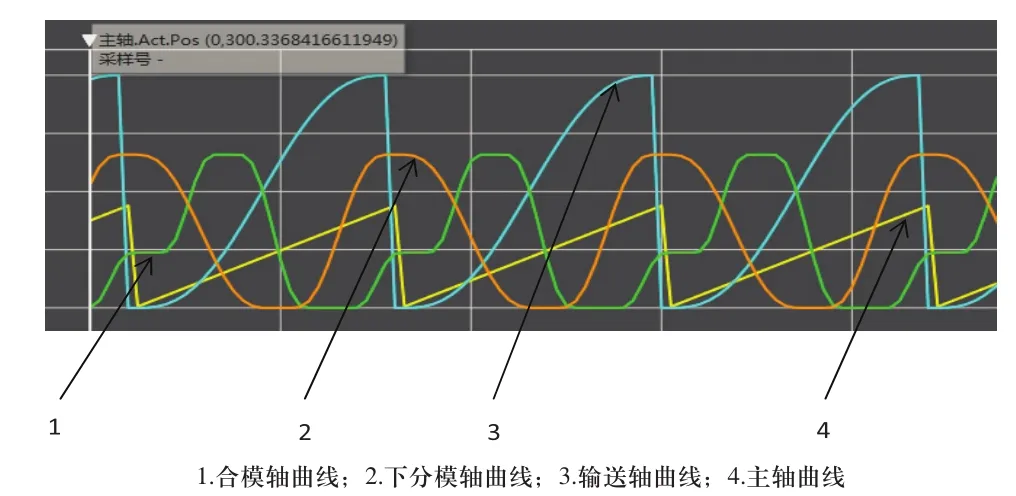
图4 各轴曲线轨迹表
系统的难点在于伺服轴之间的协调关系,以主轴位置为参考,进行相应的位置移动。而解决这一问题的最好方法就是电子凸轮功能。电子凸轮由机械凸轮演变而来,相对于机械凸轮,具有数据可修改行性强等优点。LMC058中提供了电子凸轮功能,根据设计好的数据建立凸轮表,首先,MC_Home通过测量系统在控制系统及机械系统间建立位置关联。然后,正常运行时,启动各个轴与主轴之间的MC_CamIn指令,在启动主轴的MC_MoveVelocity速度控制,就能保证各个伺服轴按照上述的曲线运行。如果在运行过程中出现由于某一个伺服轴滞后,也可以使用MC_MoveSuperimposed来对当前滞后的伺服轴进行位置的追赶。系统还具有保护功能,如果出现某一个伺服轴或者其他影响生产的错误报警,通过对此伺服轴以及报警代码的监控,对整个系统进行停机。
【】【】
4 结束语
大连三垒的成型机是最早使用施耐德LMC058运动控制器的设备,同时使用XBTGT5230触摸屏进行参数设定,报警监控,凸轮曲线监视等。操作简单,各项工艺指标满足生产工艺的技术要求,自调试完毕后,系统运行稳定, 已经投入到实际生产中,效果良好。
[1] 任忠恩.“梭式传动”SBZ800双壁波纹管成型机[C].全国市政建设应用管材管件及新技术与产品推广交流研讨会,2003.
Application of schneider LMC058 motion controller in forming machine
XU Zhi-sheng1, LIU Ying2
TP273
B
1009-0134(2016)10-0033-02
2016-06-13
许志胜(1975 -),男,黑龙江人,工程师,本科,研究方向为塑料设备制造。
猜你喜欢
科学技术创新(2022年24期)2022-08-06
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年5期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
能源(2016年2期)2016-12-01
自动化博览(2014年10期)2014-02-28
自动化博览(2014年7期)2014-02-28