
分段式固体发动机技术发展与应用进展
2016-11-03 00:42王健儒张光喜
固体火箭技术 2016年4期
王健儒,张光喜
(1.中国航天科技集团公司四院四十一所,西安 710025;2.中国航天科技集团公司四院,西安 710025)
分段式固体发动机技术发展与应用进展
王健儒1,张光喜2
(1.中国航天科技集团公司四院四十一所,西安710025;2.中国航天科技集团公司四院,西安710025)
通过对国外分段式固体发动机发展现状、发展规律和技术特点的系统分析,并结合国内分段式固体发动机的技术发展现状,系统梳理了分段式发动机需攻克的大型分段对接、大尺寸柔性喷管设计与制造、压力振动抑制、推力偏差控制等关键技术,最终提出了加大分段式固体助推发动机研究力度以及探索高性能低成本技术途径的发展建议。
分段式固体发动机;运载火箭;工程应用
0 引言
分段式固体发动机是指将燃烧室分成若干段,每段独立绝热、浇注,最终通过多段组合装配形成完整的燃烧室,以达到实现燃烧室在有限直径内大长径比、大装药的设计目的。与传统整体式固体发动机相比,分段式固体发动机具有以下几方面技术优势:(1)可在较小直径系列的研制能力下,实现大装药量、高总冲的研制目的,大幅降低固体发动机的研制成本;(2)燃烧室采用分段设计技术,可有效降低发动机的研制难度,如将总装药量几百吨的固体发动机通过分段形成单段不到100 t的装药量,大大降低了大型发动机的研制难度;(3)在分段发动机设计过程中,可将中间段设计为标准模块,通过增减发动机分段数量以形成不同的助推能力,实现推力的较大范围调整,以满足运载火箭不同的载荷需求。
分段式固体发动机具有装药量大、推力大、结构尺寸大、工作时间长等技术特点,将分段式固体发动机作为运载火箭的助推动力,并与液体芯级相组合,已经成为实现火箭大起飞推力的有效途径。半个世纪以来,美国、欧洲、日本和印度借助大型固体发动机技术和研制条件,发展形成了不同直径系列的分段式固体发动机,直径从φ1~φ3.7m、装药量从几十吨到630 t、推力从几十吨到上千吨,基本满足了各国航天运载火箭技术的需求,大力推动了固体助推运载火箭技术的发展。
本文系统梳理了国内外分段式固体发动机的发展现状、技术特点和发展思路,重点围绕分段式固体发动机的关键技术,提出了详细的解决途径,并结合国内航天运载技术的应用需求,初步提出了国内发展分段式固体发动机技术建议,为国内航天运载动力技术的发展提供支撑。
1 国外分段式固体发动机技术发展现状
国外大型运载火箭普遍采用液体芯级捆绑固体助推器的技术途径,该种动力组合可充分发挥固体发动机易实现大推力、液体发动机可长时间工作的优势,形成性价比较高的起飞级动力。以美、欧、日、印为代表的近年来新研的捆绑式运载火箭主要以固体助推为主,且该类固体助推器发动机大多采用分段式燃烧室结构。
1.1美国分段式固体发动机技术发展现状
自20世纪50年代以来,美国一直致力于发展大型分段式固体发动机,其技术水平长期处于统治地位,先后发展了大力神、航天飞机、SLS等标志性大型分段式发动机产品[1-3],其装药量从200 t拓展至630 t,根据不同火箭总体要求采用了不同的分段数,但在其发展中可明显看出,“大装药量、高可靠性、低成本”是研制该类发动机的重要追求。
大力神系列运载火箭从大力神-3C开始捆绑固体助推器,一子级加装的2枚大型固体助推器为5段式结构,直径3.05 m,推进剂质量196 t。在3C火箭基础上,大力神34D火箭采用了5.5段的固体助推器,直径由φ3.05 m增加到φ3.11 m,推进剂质量增加到216.6 t。大力神4-A火箭采用2枚直径φ3.1 m、7段式固体助推器,单台助推器重量达313.9 t。
1986年,由于固体助推器故障,导致挑战者号航天飞机失事,加之大力神-34D火箭多次发射失败,美国空军决定研制一种全新复合材料固体助推发动机SRMU。发动机总长34.1 m、直径φ3.2 m、3分段,燃烧室采用HTPB推进剂,装药量达312 t,采用复合材料壳体发动机性能比大力神-4A助推器提高25%。
美国航天飞机RSRM固体助推器是可部分重复的大型分段式固体发动机,总长38.4 m、直径φ3.71 m、推进剂质量503 t,燃烧室分4段[3]。RSRM发动机真空推力达到1 153 t,工作时间达到123 s。发动机壳体采用D6AC高强度钢材料,设计重复使用次数20次,设计中考虑了足够的安全裕度,并特别考虑了材料的断裂韧性,采用了一套特定的热处理工艺[1]。喷管为潜入式后摆心喷管,柔性接头设计可重复使用10次,扩张段和喉衬均为炭布酚醛复合材料。
美国航天发射系统(SLS)I期仍采用大型分段式固体发动机作为助推器,该助推器对战神火箭(已终止)RSRMV固体助推器[4-7]进行了适应性改进。发动机直径φ3.71 m,总长54 m,装药量达到630 t,平均推力达到1 600 t,工作时间126 s。2016年6月28日[8],已完成QM-2第二次质量鉴定测试,主要目的是确认固体助推器可接受的低温工作范围。
1.2欧空局分段式固体发动机技术发展现状
欧空局为进一步完善其火箭型谱,填补能力空缺,选择与美国相近路线,通过发展大型分段式固体发动机和氢氧发动机相结合实现火箭运载能力的大幅提升。
阿里安-5火箭采用了P230固体助推发动机,在1998年首飞成功。发动机采用HTPB推进剂,高强度钢壳体和柔性摆动喷管方案。发动机直径φ3.05 m,总长为31.16 m,装药量达到237 t,分为3段。2016年1月28日,欧空局终于公布了阿里安6的A62和A64设计方案[9],可捆绑2个或4个P120固体助推器,其构型简图见图1,该助推器可和织女星火箭固体发动机生产线实现协同增效。P120大型整体式固体发动机的研制将为欧空局对于未来低成本高可靠固体助推动力技术的一次科学尝试。

图1 阿里安-5和阿里安-6火箭构型
1.3日本的分段式固体发动机技术发展现状
日本发展大型固体发动机最早从M系列火箭开始,但当时均作为芯级,并采取整体式燃烧室。H-2运载火箭首次采用分段式固体助推器运载火箭,助推发动机直径φ1.8 m,装药量59 t,燃烧室采用4段式结构。
由于H-2运载火箭连续2次失败及其高额的发射成本,使得其无法在国际卫星发射市场上立足。日本于1996年研发了H-2A火箭,在设计上追求简单和可靠,降低生产和使用成本。H-2A采用了整体式固体火箭助推器(SRB-A),以机电作动器取代传统液压作动器。可显著降低成本,减轻重量,还可缩短装配时间。
日本正在研制的H-III火箭也可捆绑2枚或4枚固体助推器,预计在2020年实现首飞[10]。
1.4印度的分段式固体发动机技术发展现状
印度从研制极地轨道卫星运载火箭(PSLV)开始,就致力于发展大型分段式固体发动机,以弥补其运载火箭动力水平不足的短板。截至目前,已经发展了φ2.8 m和φ3.2 m大型固体发动机直径系列[11]。GSLV MARK III 火箭采用的S200固体发动机是印度目前研制的最大的分段式固体发动机,其方案与P230发动机相似,但直径为φ3.2 m,总长25 m,装药量达208 t,燃烧室被分为3段。2014年12月18日,印度GSLV MARK III火箭发射成功,依靠大型固体发动机的技术优势,其运载火箭能力在短期内得到快速提升。
2 国外分段式固体发动机发展规律及技术特点
目前,分段式固体发动机在国外运载火箭基础级动力中已获得广泛应用,其发展历程和主要技术如下:
(1)分段式固体发动机技术是固体发动机实现大型化的一条重要途径。固体发动机只要提高装药量就能实现大推力。通常提高装药量的途径有2条:既增大直径,或增加长度。一般受各个国家铁路运输的限制,发动机的最大直径基本在φ3 m左右。在此前提下,只有采用分段式发动机,才能在确保燃烧室长度增加的同时,降低产品研制对保障条件的需求。因此,世界航天大国均不同程度地发展了直径φ3 m级大型分段式固体发动机,以满足运载火箭的发展需求。
(2)大型分段式固体发动机技术坚持走“中能、低成本”的技术路线。国外正在应用的分段式发动机主要以高强度钢壳体、三组元丁羟(HTPB)推进剂、全轴摆动柔性喷管为技术特征;分段式发动机通常采用标准中间段设计,通过中间段的增减,以及前后段的适应性调整,实现不同的运载能力。研制中,通过充分利用成熟技术,减小研制难度和风险,降低研制和发射成本,快速形成运载动力。图2和图3是1959年~2013年美国固体助推器的点火总数和故障总数,通过对早期固体发动机研制经验的继承,自1970年以来,固体助推器的故障数量大幅度减少。
(3)随着大型制造设备和能力的不断发展,中等规模的分段式固体发动机逐渐倾向于整体式固体发动机,以达到提升性能、降低制造成本、提高可靠性的目的。例如,日本将H-2火箭直径φ1.8 m的7段式固体助推器更换为φ2.5 m整体式的SRB发动机,装药量基本不变。欧空局新研的阿里安-6运载火箭也撇弃了分段式的P230发动机,采用新研的P120发动机,以进一步提升火箭的任务适应性、降低成本,从而提升商业化发射的优势。
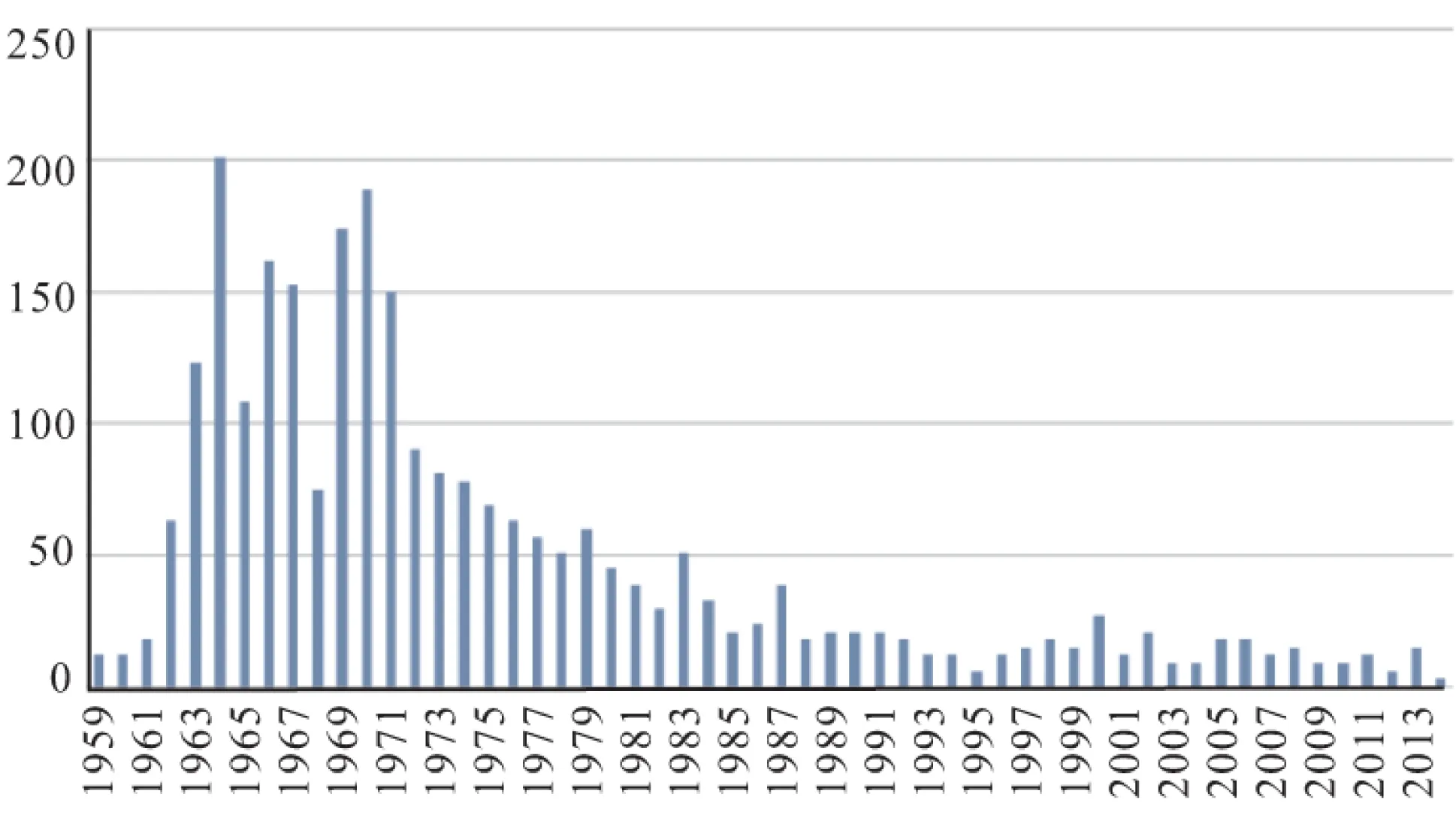
图2 固体火箭助推器(SRB)各阶段点火总数
3 国内分段式固体发动机技术发展现状及关键技术分析
3.1国内分段式固体发动机发展现状
国内从“十一五”期间全面开展了大型固体发动机分段对接关键技术攻关,先后完成了φ315 mm/2分段、φ1 m/2分段、φ2 m/2分段、φ2 m/3分段、φ3 m/2等10余台分段式发动机地面试验,以分段壳体连接技术、绝热对接技术、流动不稳定抑制技术为代表的一大批核心技术获得突破和验证。
在分段式固体发动机的研制带动下,以大型C/C喉衬、大型柔性接头等为代表的大型固体发动机关键部件研制能力逐步提高,初步具备百吨级装药量、直径3 m级大型分段式固体发动机的研制能力。
3.2分段式固体发动机关键技术分析
大型分段式固体发动机的技术特征主要体现在“尺寸大、推力大、工作时间长”等方面。
3.2.1大型分段对接技术
固体火箭发动机壳体的连接密封是实现发动机大型化的前提和基础[12]。目前,广泛采用的连接方式有U形槽、销钉、多道密封相组合的连接密封结构。该种结构形式将壳体连接部位做成U形接头的形式,在发动机径向用销钉进行连接,在销钉外部包覆制动带防止其松动。在发动机承受内压过程中,主要依靠U型件的接触力并配合销钉的剪切承担载荷,是一种有效降低结构重量、提高连接密封可靠性的设计方法。
分段式发动机绝热对接结构设计主要包括对接部位绝热层对接结构设计及药柱端面限燃结构设计,分段式发动机分段对接处一般采用间隙配合。在分段药柱绝热层对接部位,国外通常采用“J”型绝热对接结构。“J”型绝热对接结构是指分段药柱接头处绝热层贴合面以压配合或粘接形式对接。同时,在药柱端面绝热层上增设一个环形片,在接头装配过程中,“J”型密封件和U型槽绝热层之间用压敏性粘接剂粘接,形成气密连接。“J”型密封件的下端一般可填充腻子,以确保和绝热层不粘接,使“J”型密封件可自由偏转,同时也有利于分段拆卸。这种设计结构能够保证在对接后,两段绝热层之间间隙闭合,气流通道封闭,绝热效果更好,同时也简化了一段药柱的人工脱粘结构设计,是一种简单、有效的绝热对接结构。
3.2.2大尺寸柔性喷管设计与制造技术
柔性喷管是实现固体发动机推力矢量控制的关键部件,随着装药量的增加,发动机流量及工作时间随之增加,最终导致喷管结构尺寸增大、烧蚀增加,给喷管设计及制造带来新的挑战。大型柔性接头设计及成型技术、大流量耐烧蚀C/C喉衬成型技术等,成为大型发动机喷管研制需攻克的关键技术[13-15]。
在柔性接头方面,一般采用金属增强件柔性接头。在接头的结构设计、大尺寸薄壁金属增强件的精密制造、大尺寸柔性接头的粘接压制、大型柔性接头的摆动测试等方面应建立起系统的方法,适应大型固体助推器应用的柔性接头设计与成型工艺。增强件成型工艺长期以来作为柔性接头研制过程中的核心技术,该技术直接影响到柔性接头摆动可靠性。为降低柔性接头的摆动力矩,需开展低模量弹性件的研制工作。同时,逐步形成一套行之有效的柔性接头设计和分析方法,并结合试验数据,完成设计分析方法的修正,可为大型固体发动机柔性接头的研制提供可靠的技术指导。
在喉衬方面,目前碳/碳材料发展迅速,它的耐烧蚀性好、比强度高、膨胀系数小、导热率低,未来的高性能助推器将主要通过采用这种材料作为喷喉材料来减轻烧蚀。大型固体助推发动机喉径基本在400~1 500 mm之间,随着结构尺寸的增加,其成型工艺所决定的喉衬力学和烧蚀性能变化较大,在生产中也存在CVD周期很长,内部及表面性能差异大等缺点。因此,需要按照大型C/C喉衬的使用要求,开展大型喉衬热结构设计及工艺技术研究,更新设备,实践新的喉衬制备工艺和方法,如采用针刺预制体、常压碳化喉衬等,提高喉衬热结构性能,降低成本,提升国内大型发动机喷管设计及生产水平。
3.2.3压力振荡抑制技术
大型固体火箭发动机通常由潜入式喷管和分段式推进剂药柱组成,各分段药柱之间通常用端面限燃层隔开。在推进剂燃烧过程中,在端面限燃层下游可能形成障碍涡流脱落,或者由推进剂燃烧产生的径向流动的固有不稳定性所形成的表面涡流脱落。这种现象使发动机内部流动中产生了一定幅值的压力振荡,如美国航天飞机、固体助推器,大力神系列导弹固体发动机,以及欧洲阿里安-5 运载火箭固体助推器[16-18]。当涡流脱落频率与发动机燃烧室声模同步时,就产生了共振,声压通过涡流脱落与喷管的相互作用被放大,进而导致了压强和推力振荡,严重时会对宇航员产生有害影响,或导致火箭结构被破坏,且还可能产生火箭可控性方面的问题。因此,在进行发动机分段药型设计中,需要开展内流场声振耦合分析,消除压力振荡。
国外在研制分段式固体发动机过程中,均不同程度地开展了压力振荡的消除技术研究。利用各种先进数值模拟方法和工具,对分段发动机燃烧不稳定和分段对接狭缝内流场分布特性开展大规模计算,分析了装药结构和隔板参数对发动机性能的影响。同时,搭建冷流试验平台,结合PIV技术、高速运动分析技术,对流场分布和流固耦合开展气流流动速度、压强、分段间隙宽度、分段间隙深度、分段长度数、装药m数、喷管潜入型面等因素对分段式发动机内部局部流动结构的影响规律研究,并利用一定尺寸的缩比发动机热试车数据,验证典型数值模拟和冷流试验的结果,最终获得有效降低或消除压力振荡的方法和措施。上述措施的有效性最终还需在全尺寸发动机的地面热试车或飞行中进行考核验证。
3.2.4推力偏差控制技术
分段式固体发动机主要用于运载火箭的助推动力。运载火箭在捆绑助推器之后,助推器之间总会因种种原因而产生推力不平衡,这种推力不平衡问题严重影响飞行稳定性,增加控制系统的复杂性和工作负载,进而对整个运载火箭的设计带来严重的影响。导致分段式固体发动机推力不平衡的因素很多,在诸多的影响因素中,最主要的有点火时间不同步、固体推进剂燃速和燃面的偏差、喷管喉部的烧蚀偏差等因素。推力偏差控制技术主要包括以下几个方面:
(1)分段式发动机的点火同步性主要受点火装置的燃气流量、喷管堵盖打开压力等方面影响。在成对使用的固体助推发动机中,应采用同批浇注的点火装置药柱,以保证点火装置燃气流量的稳步性;喷管堵盖采用爆破型打开方式,并严格控制材料性能和爆破部位的厚度,以确保打开压力的一致性。
(2)分段式固体发动机工作平衡阶段的推力不同步性主要受推进剂燃速偏差和喉衬烧蚀率的偏差影响。为确保燃速的性能一致,一般可采用同批原料同时混合、轮流浇注同批助推器的办法,且在工艺过程中实行严格的质量控制。对于分段式固体助推器发动机,将同批次对称使用的2个助推器的每段药柱由同次混合的药浆轮流浇注。浇注后,在同样环境条件下,同时进行固化,以保证每段药柱的均匀一致。例如,航天飞机助推器采用该措施后,其实际燃速偏差小于2%(要求3%),点火时间偏差为0.05 s(要求为0.17 s)等。
通过降低喷管喉衬的烧蚀率,并控制其偏差,进一步降低喷管喉衬烧蚀率的不一致性。一方面,减少推进剂中铝含量;另一方面,增强喷管抗烧蚀性。在制造过程中,对于喉衬材料和工艺进行严格的质量控制,确保同批原材料、同样工艺控制和同炉产品同时应用到对称的2个助推器上,确保喉衬烧蚀的一致性和稳定性。
(3)提高助推器的控制能力。从国外捆绑助推器的情况来看,随着助推器尺寸的加大,推力的提髙,控制能力也相应增强。航天飞机助推器的推力矢量控制采用了全向摆动喷管,推矢偏转角达±8°,完全能够控制预期的翻转力矩,是一种高水平的控制系统。
(4)采用合理的布局结构,以减小推力不平衡性。主要是通过将发动机喷管或发动机本身以适当的角度倾斜安装,使发动机工作末期出现最大推力不平衡时刻的推力矢量通过运载火箭重心,使火箭只承受平移力而不承受翻转力矩,从而保持飞行稳定。
4 结束语
(1)固体助推技术是世界范围内航天运载捆绑火箭技术的重要组成部分,世界各航天大国都一直在研究、开发利用固体动力和液体动力两大类推进系统的优势特性,协调两种动力的应用关系,更好地优化航天发射系统。国外以阿里安-5、H-2系列和GSLV-3系列为代表的新近发展的捆绑式运载火箭均采用分段式固体发动机。相比之下,国内分段式固体助推技术已远远落后于世界航天大国,为弥补与国外该技术方面的巨大差距,充分发挥固体动力和液体动力在航天运载中的组合优势,迫切需要发展大型分段式固体发动机技术。
(2)随着新材料、新型制造工艺及新结构的不断涌现和发展,为分段式固体发动机性能提升和成本控制提供了手段。高性能分段纤维壳体、卡环连接结构等技术的使用,将进一步降低发动机惰性质量。热塑性推进剂、3D打印制造等技术的使用,可能改变固体助推发动机的制造模式,从而显著降低发动机成本。针对这些新材料、新工艺和新结构的应用,须尽快形成与之适应的设计、制造和试验验证方法,从而提升分段式固体发动机的性价比。
[1]《世界导弹与航天发动机大全》编委会.世界导弹与航天发动机大全(第一版)[M].北京:军事科学出版社,1999.
[2]杨毅强.国外固体运载火箭技术的新进展与启示[J].固体火箭技术,2012,35(5):569-572.
[3]马志滨,何麟书.国外重型运载火箭发展趋势述评[J].固体火箭技术,2012,35(1):1-4.
[4]Stahl H Philip.Ares V launch capability enables future space telescopes[C]//SPIE Proceedings,2007:6687-96.
[5]Dumbacher Daniel L,Reuter James L.The first year in review:NASA's Ares I crew launch vehicle and Ares V cargo launch vehicle[C]//43th AIAA/ASME/SAE/ASEE Joint Propulsion Conference & Exhibit,2007,Cincinnati,Ohio.
[6]佟艳春,才满瑞.美国新一代重型运载火箭发展分析[J].国外航天运输系统动态,2011(4):47-54.
[7]陈杰.研制中的美国新一代重型运载火箭[J].太空探索,2013(7):43-45.
[8]Chris Bergin.QM-2 SLS Booster Test-June 28,2016 [EB/OL].http://www.Forum nasa space flight.com.
[9]Boury D,Cloutet P.Solid rocket motors technologies for ariane 6 [C]//49th AIAA/ASME/SAE/ASEE Joint Propulsion Conference,2013,San Jose,CA.
[10]龙雪丹,曲晶.2013年国外航天运载器发展回顾[J].导弹与航天运载技术,2014(1):39-45.
[11]张莹.印度运载火箭的发展及趋势分析[J].导弹与航天运载技术,2010(2):59-62.
[12]叶定友,高波,甘晓松.重型运载火箭大型固体助推器技术研究[J].载人航天,2011(1)34-39.
[13]Boury D,Munoz M,Albert A.Ariane 5 SRM nozzle evolution [C]//38th AIAA/ASME/ SAE/ ASEE Joint Propulsion Conference & Exhibit,2002,Indianapolis,IN.
[14]Michel Berdoyes.Snecma propulsion solid advanced technologu SRM nozzles history and future[C]//42nd AIAA/ASME/ SAE/ ASEE Joint Propulsion Conference & Exhibit.2006,Sacramento,California.
[15]李崇俊,崔红,李瑞珍.日本火箭发动机喷管用C /C 复合材料[J].宇航材料工艺,2013(2):13-17.
[16]Dotson K W,Koshigoe S,Pace K K. Vortex shedding in a large solid rocket motor without inhibitors at the segment interfaces[J].Journal of Propulsion and Power,1997, 13(2) :197-206.
[17]Brown R S,Dunlap R,Young S W,et al. Vortex shedding as an additional source of acoustic energy in segmented solid rocket motors[R]. AIAA 80-1092 .
[18]杨尚荣,刘佩进,魏祥庚.固体火箭发动机径向加质流局部稳定性分析方法研究[J].推进技术,2013,34(7):925-933.
(编辑:薛永利)
Research on application and development of segmented SRM
WANG Jian-ru1,ZHANG Guang-xi2
(1.The 41st Institute of the Fourth Academy of CASC,Xi'an710025;2.The Fourth Academy of CASC,Xi'an710025)
The technical situation,rule and characteristic of segmented SRM abroad were analyzed.Combined with the domestic situation,the key technologies for large segmented SRM to tackle such as segmentation connection,flexible nozzle design and manufacture,pressure fluctuation suppression,thrust derivation control etc were summarized systematically.In the end,the advices that the segmented solid booster technology and its high-powered but low cost implementation approach should be developed further were proposed.
segmented solid rocket motor;launch vehicle;engineering application
2016-08-06;
2016-08-24。
王健儒(1978—),男,博士,研究领域为固体火箭发动机总体设计。E-mail:wjr104zah@sina.com
V435
A
1006-2793(2016)04-0451-05
10.7673/j.issn.1006-2793.2016.04.001
猜你喜欢
黑龙江交通科技(2022年4期)2022-06-07
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
军事文摘(2021年16期)2021-11-05
科技创新导报(2021年16期)2021-09-22
数学小灵通·3-4年级(2020年4期)2020-06-24
小学生学习指导(低年级)(2018年11期)2018-12-03
中学生数理化·高一版(2018年1期)2018-02-10
爆破(2016年2期)2016-07-15
太空探索(2016年9期)2016-07-12
中国高新技术企业(2009年16期)2009-09-28
