铝合金薄板MIG焊送丝速度优化研究
2016-10-28 06:27:45陈刚辉宋强邱学胜谭旺有詹广劲
广东科技 2016年2期
陈刚辉,宋强,邱学胜,谭旺有,詹广劲
(广东南车轨道交通车辆有限公司,广东江门529100)
铝合金薄板MIG焊送丝速度优化研究
陈刚辉,宋强,邱学胜,谭旺有,詹广劲
(广东南车轨道交通车辆有限公司,广东江门529100)
为了提高轨道交通铝合金车体生产的焊接效率和质量,对铝合金脉冲MIG焊接的送丝速度和焊接速度进行了优化研究。主要通过不同的焊接实验,根据焊接质量等级要求的定义,对焊缝宽度、焊缝截面进行了测定,得出了最优化的焊接送丝速度和焊接速度,达到了提高焊接效率和质量的目标。
脉冲MIG焊;焊接速度;送丝速度;焊缝质量
0 前言
铝合金车体因具有耐腐蚀、质量轻巧、外观平整、材料可再生利用环保等特点,在轨道交通行业备受青睐,尤其是在动车组、高铁车辆制造上具有其它材料不可替代的功能。近年来铝合金车体得到了迅速的发展,在欧洲城市轨道交通车辆上铝合金车体占有70%的市场份额,在世界高铁车辆上其比例高达95%以上。铝合金车体多数采用全焊接结构,每辆车的焊缝长度超过2000米,是车辆的主要承载部件,与行车安全系数息息相关。提高焊接效率和质量是铝合金车体制造过程中当前亟需解决的难题,焊接的效率和质量主要受焊接电压与电流、送丝速度、焊接速度、保护气流量等工艺参数的影响。本文主要研究了薄板MIG焊送丝速度和焊接速度两者之间的关系,得出了最优的参数,提高了铝合金车体生产的效率和质量。
1 MIG焊简介
脉冲熔化极氩弧焊,简称“MIG”焊,因其具有热功率大、线能量高、能量集中和保护效果好等工艺特点,在轨道交通铝合金产品焊接行业得到了广泛的运用。MIG焊接是目前发展速度最快的一种弧焊工艺,起源于美国,1948年被首次应用于工业领域。MIG焊通常被定义为丝状电极的金属极电弧焊,在焊接过程中,惰性气体覆盖住焊接区域,避免熔化金属的氧化。焊接电弧的起弧过程为焊丝接触导电嘴获得电压,和设备地线构成焊接回流,使电弧能够在焊丝端部和工件之间燃烧,焊接保护气体通过喷嘴流出,覆盖住焊接区域,形成焊接冶金过程,原理如图1所示。
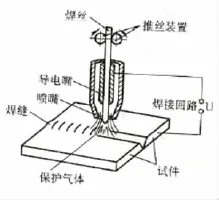
图1 焊接原理示意图
2 试验方法
2.1试验准备
本次试验选取3种焊接速度对应10种不同的送丝速度进行研究,理论上应做30组焊接试验,按照表1进行焊接前的准备工作,试件使用轨道交通车体广泛使用的日系牌号A5083P-O板材,其化学成分如表2所示。
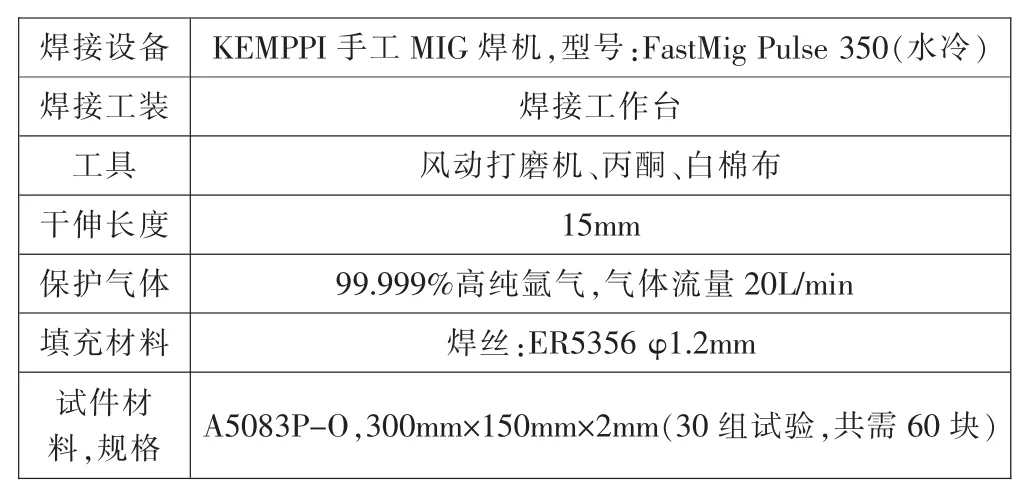
表1 焊接试验准备
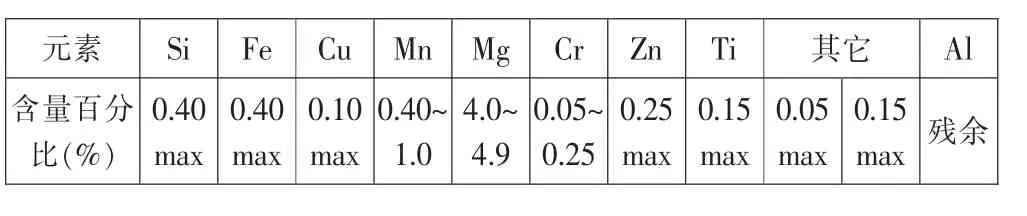
表2 A5083P-O板材化学成分(执行标准:JIS 4100-1999)
2.2试验步骤
(1)焊前分析及准备。使用丙酮将板材焊缝周围油污清理干净,使用不锈钢丝刷将待焊区域周围20mm-30mm打磨至母材露出金属光泽,且打磨后在4小时内完成焊接。因为铝及铝合金表面容易形成一层致密而坚硬的氧化膜,其熔点高达3000度以上,导电性很差,在焊接过程中会引起电弧不稳和气孔。另外,在母材表面的油污在高温作用下也会导致焊缝产生气孔等缺陷,焊接示意图如2所示。
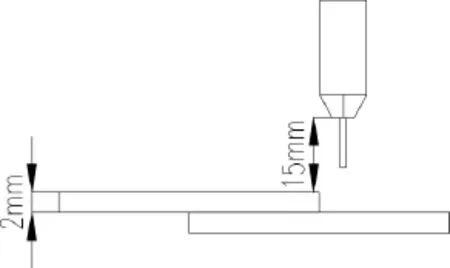
图2 焊接示意图
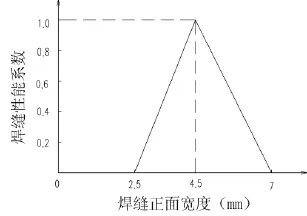
图3 焊缝宽度与焊缝性能关系
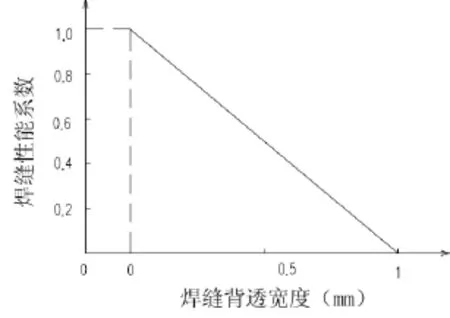
图4 焊缝背透与焊缝性能关系
(2)焊接试验。在焊接工作台上将板材进行组装并点固焊,如图2所示,使用不锈钢钢丝碗刷将焊缝黑灰打磨干净进行满焊,焊接参数按照表3所示依次进行;焊接完成后再次将焊缝表面黑灰打磨干净;为方便后续的测量,对每组试验的焊接试件进行编号并用黑色油性记号笔做好标记。
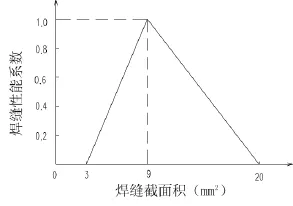
图5 焊缝截面积与焊缝性能关系
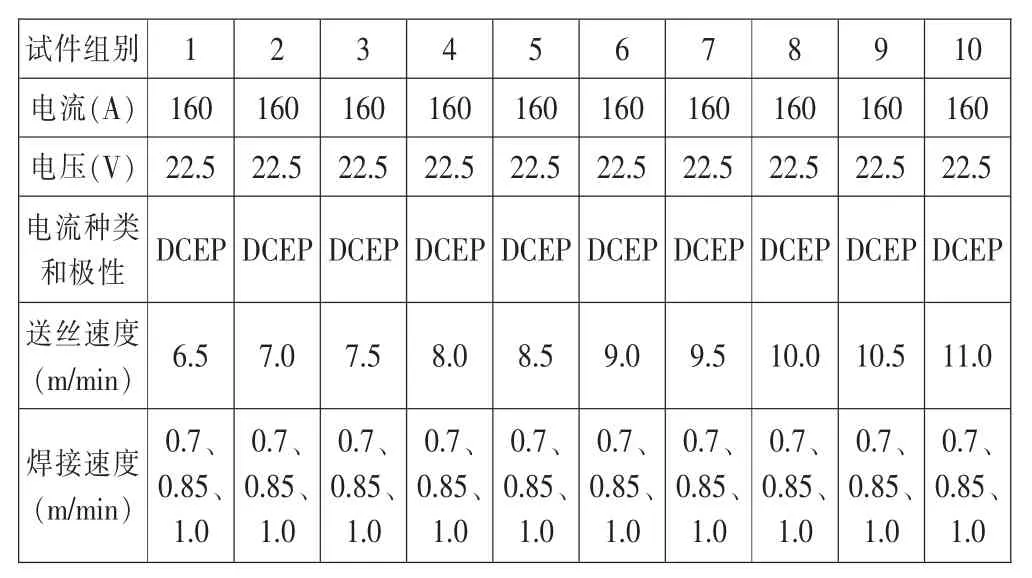
表3 焊接工艺参数
(3)试验数据处理。本次试验通过焊缝外形及断面融合情况对焊缝性能进行评定,从而分析试验接头焊缝性能与焊接速度和送丝速度三者之间的联系,得出最优化的焊接速度和送丝速度;根据标准的定义,本次试验中2mm搭接接头,当焊缝宽度约为4.5mm,焊缝未透过背面,焊缝截面积约为9mm2时,焊缝系能系数最佳;焊缝宽度、背透宽度及焊缝截面积与焊缝性能关系分别如图3、4、5所示。
使用钢直尺测量记录每组试件的焊缝正面和背透宽度;再使用台式带锯加工焊缝截面,并用千叶片将截面打磨平整,使用10%的NaOH溶液腐蚀焊缝截面,约10min焊缝区域变为暗黑色后,用清水将溶液清洗干净,使用钢直尺测量记录每组试件的焊缝截面积。
3 试验结果
分别记录每组不同焊接参数对应的焊缝宽度、背透宽度及焊缝截面积数据,如表4所示,根据实验的测量数据,根据图3、4、5对应的数据,在坐标上进行描点,记录不同焊接速度、送丝速度情况下的焊缝性能系数值,如图6所示。

表4 试件焊缝宽度
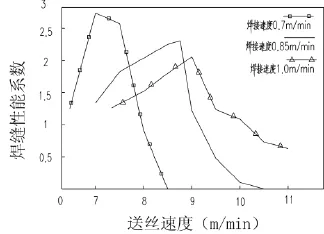
图6 送丝速度和焊接速度与焊缝系能关系
4 结论
(1)本次试验2mm,A5083S-O铝合金板材搭接接头,MIG焊最优的焊接速度为0.7m/min,最优的送丝速度为7m/min;
(2)铝合金MIG焊缝性能与焊接速度及送丝速度相关,只有在最优范围内的焊接速度和送丝速度进行焊接,焊缝性能才能达到最佳状态,在最优范围外,随着焊接速度和送丝速度的增大和减小,焊缝系能逐步降低;
(3)焊接速度与送丝速度成正比关系,随着焊接速度的增加,相应最优的送丝速度增加。
[1]宋强,尹志春,陈刚辉等.一种热处理强化铝合金脉冲MIG焊工艺研究[J].广东科技,2015.3:36-38.
[2]王炎金.铝合金车体焊接工艺[M].北京:机械工业出版社,2011.6::52-53.
陈刚辉(1990-),男,助理工程师,本科,从事铝合金车体工艺工作;宋强(1984-),男,本科,国际焊接工程师,从事铝合金焊接工艺工作;邱学胜(1987-),男,本科,助理工程师,从事铝合金车体工艺工作。
猜你喜欢
风能(2019年10期)2019-02-18 11:12:26
科技创新与应用(2018年29期)2018-12-13 01:56:50
山东工业技术(2017年19期)2017-09-27 11:32:21
电力系统及其自动化学报(2016年5期)2016-12-01 03:13:00
焊接(2016年1期)2016-02-27 12:59:14
焊接(2015年1期)2015-07-18 11:07:33
焊接(2015年1期)2015-07-18 11:07:33
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29
机械制造与自动化(2014年1期)2014-03-01 04:21:44