接触点的工艺分析和相关模具设计
2016-10-27 07:44安保新吴东明
现代经济信息 2016年2期
安保新 吴东明
摘要:银接触点有尺寸小的结构特点。由于银为贵金属,必须保证加工时有较高的材料利用率。使用普通车削加工时,装夹困难且材料利用率低。通过工艺分析,确定使用模具加工,并制定了合理的工艺流程。另外,还设计了加工过程中使用的模具。
关键词:接触点;材料利用率;工艺分析;工艺流程
中图分类号:TG385 文献识别码:A 文章编号:1001-828X(2016)002-000-01
一、引言
接触点是我厂某产品上的零件,要求在通电后有良好的导电性,材料选用银。纯银具有很好的延展性,其导电性和导热性优良。许多电子设备中的大量的接触点都是用银制作的。在使用期间,每个接触点要工作上百万次,必须耐磨且性能可靠,能承受严格的工作要求。银能完全满足这些要求。根据接触点的结构特点,有针对性地设计了相关模具。使用模具加工能充分利用银延展性好的特点,使银丝坯料最终成形为铆钉状零件。
二、工艺分析
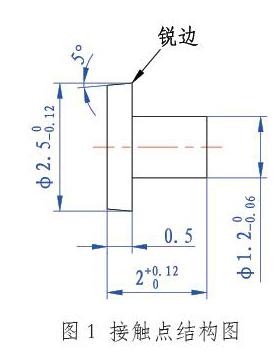
图1为接触点的结构图,材料为银,毛坯料为φ1.2mm的银丝,技术要求:锐边倒圆R0.2mm。
由于接触点外形尺寸小,高2mm,最大外径2.5mm,采用常规车削加工时装夹困难,使用模具加工时就没有这一问题。由于银为贵金属,必须保证较高的材料利用率。
材料利用率是指合格品中包含的材料数量在材料(原材料)总消耗量中所占的比重,即已被利用的材料与实际消耗的材料之比,说明材料被有效利用的程度。材料利用率的数值越大,表明材料的有效利用程度越高。材料利用率计算公式如下:
材料利用率=(单位产品中所包含的材料净重量/单位产品耗用材料重量)×100%
考虑到接触点只含一种材料, 本文中上式可等效为:
材料利用率=(单位产品中所包含的材料净体积/单位产品耗用材料体积)×100%
先计算车削加工的材料利用率。用直径为φ2.5mm的银丝坯料加工(假设坯料尺寸能满足最大外径尺寸要求)。将图1中左端圆锥台部分看成直径为φ2.5mm的圆柱,估算出材料利用率约为42.3%。再计算用模具加工时的材料利用率。模具在正式投入使用前必须经过试模,试模结果可暴露出设计过程中未考虑到的问题。模具返工后还需再次试模,有时要反复试模。因试模时产生废料较多,可用直径为φ1.2mm的铜丝或其它塑形好且价格低廉的金属材料代替。待试加工出的零件尺寸满意后,再用银丝代替。在批量生产时,仅在拉丝时因工具夹持以及去毛刺时产生少许废料,其余过程均无废料产生。用模具加工时,若加工20件零件,实际用料总长50mm,废料消耗5mm,估计出材料利用率约为90%。因此,在批量加工时用模具加工更加经济可行。
为便于在打头工序时将银丝段放置于打头模凹模顶面盲孔内,银丝段直径应略小于φ1.2 0-0.06 mm,而银丝毛坯料尺寸无法满足这一要求。因此,设计了将银丝坯料拉伸至所需尺寸的拉伸模。拉伸后用切断模将银丝切成小段,最后用打头模将银丝段挤压成铆钉状外形。
工艺流程如下:
1)备料。领用直径φ1.2mm的银丝毛坯料。坯料长度应含废料长度。废料长度为估计值,应略大于实际废料长度。
2)退火。为使后续工序银丝能被顺利拉伸,需对坯料进行软化退火[1]。将银丝毛坯料放置在温度为550℃的坑式炉内,保温30分钟后随炉冷却至室温。
3)拉伸。用工具使银丝穿过拉伸模中心孔,将材料外径拉伸至φ1.15 0-0.03 mm。
4)切断。用切断模将银丝切成长度为L的小段,并去毛刺。此处去毛刺是便于在下道工序中银丝装入打头模。根据变形前后银材体积不变的原理计算出L的理论值,再根据试模情况,调整L值。
5)打头。使用手压机对打头模凸模施加压力,将银丝段挤压成铆钉状,保证除R0.2mm外的所有尺寸。
6)钳。去除表面毛刺,在图1中锐边处倒圆R0.2mm,用酒精清洗去除表面油污。
三、模具设计
(一) 拉伸模设计
拉伸是对金属坯料施以拉力、使之通过模孔,以获得与模孔尺寸、形状相同并具有一定性能、状态制品的加工方法[1]。
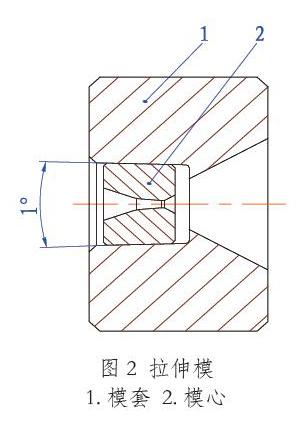
拉伸模如图2所示。由模心和模套两个零件组成。模心材料选用Cr12MoV,外形有1°的锥度角[2]。当银丝从图2中左端穿过模心孔时,银丝与模心材料的摩擦阻力的反作用力使模心只能向右移动,结果导致模心和模套配合更紧密。
(二)切断模设计
切断模主要有挡板、凹模、凸模和镶套等零件。挡板位置可调,其与凹模的距离保证了裁切后银丝段的长度。凸模上加工有半圆形内凹切刃,向下移动时将穿过凹模上镶套内孔的银丝切断。
(三)打头模设计
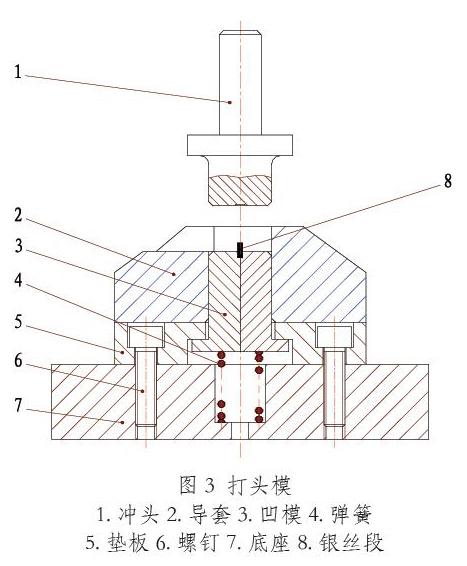
打头模结构如图3所示。圆形导套上开一处缺口。模具工作过程:在图示开模状态下,将银丝段放置在凹模中心盲孔内,手压机带动凸模向下移动,与凹模接触后继续向下移动,直到凹模底面与底座接触为止,达到合模状态。开模时手压机带动凸模回到初始状态,弹簧将凹模推回原位。因凹模上中心盲孔无拔模斜度,零件留在凹模上。凹模设计成左右两半结构,结合面上设计有内凹浅槽,开模后,卸下导套,因凹模与垫配合间隙较大,可在浅槽处撬开凹模,取出零件。
四、结束语
通过对接触点的工艺分析,制定出合理的工艺流程,再设计出加工过程中需要的拉伸模、切断模和打头模,模具经过制造、装配和试模后加工出的接触点满足图纸要求,已用于批量生产,达到了预期的效果。
参考文献:
[1]陈锡栋,周小玉. 实用模具技术手册[M]. 北京:机械工业出版社,2001:711-712.
[2]吴宗泽. 机械零件设计手册[M]. 北京:机械工业出版社,2003:11.
作者简介:安保新(1976–),男,本科,研究方向:工装模具,天线结构、工艺。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
当代化工研究(2016年7期)2016-03-20
求学·理科版(2016年1期)2016-02-29
中国工程咨询(2014年12期)2014-02-16
船海工程(2013年6期)2013-03-11