
循环冷却水处理技术发展历程与现状
2016-10-21 14:22罗继红王岽
绿色科技 2016年8期
罗继红 王岽
摘要:综述了循环冷却水处理技术由酸性配方、碱性配方向控制pH值配方发展的历程,总结了具有代表性的水处理药剂的技术特点和应用情况,探讨了循环冷却水处理的技术现状及其在提高浓缩倍数、再生污水回用、环保型水处理药剂开发和工艺自动化方面的进展。
关键词:循环冷却水;阻垢;缓蚀;高浓缩倍数;污水回用;无磷
中图分类号:X703
文献标识码:A 文章编号:16749944(2016)08003804
1 引言
在石化、电力、钢铁等工业过程中,冷却工艺物料或产品是生产的重要环节。以水作为热交换介质的冷却水系统应用非常广泛,冷却水用量通常会占工业用水总量的70%以上。冷却水经换热器升温后,通过冷却塔与空气接触散热,一部分水蒸发带走潜热,冷却下来的水再送往换热器循环使用,即生产中最常见的敞开式循环冷却水系统。由于冷却水的不断蒸发浓缩和对空气的洗涤,使水中离子的浓度增加,灰尘等颗粒物的含量升高,从而产生系统腐蚀、结垢、滋生微生物粘泥等问题[1]。除了排污和旁滤,投加水处理药剂可在一定程度上维持水质稳定,避免因上述问题带来的换热效率下降、系统泄漏等风险。因此,水处理药剂的开发和应用对循环冷却水处理技术的发展起到关键的推动作用。简要综述了循环冷却水处理药剂的发展历程及其相關技术的沿革,并对技术现状和面临的新问题进行了评述。由于循环冷却水处理技术的阶段划分是以缓蚀剂和阻垢剂应用为代表,故未涉及相对独立的杀菌剂的发展历程。
2 循环冷却水处理技术发展历程
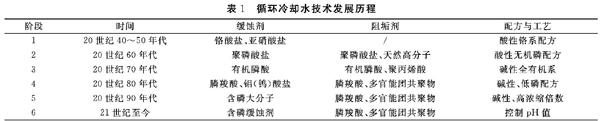
循环冷却水处理技术起源于20世纪20年代对水处理药剂的使用。从40年代至今,循环冷却水处理缓蚀剂、阻垢剂和药剂配方经过了70余年的发展,其历程总体可分为6个阶段(表1)。
2.1 酸性配方的起步
20世纪40~50年代,循环冷却水处理技术以缓蚀技术占主导地位。在美国主要使用铬酸盐、亚硝酸盐等阳极型缓蚀剂来抑制循环冷却水系统中金属设备的腐蚀[2]。此类缓蚀剂的优点是缓蚀效果非常好,适用于各种水质处理;其缺点是具有很高的毒性,且使用量大。为了降低循环冷却水中的铬酸盐浓度,美国研究者以铬酸盐为主缓蚀剂,研究了它与其它缓蚀剂复配后的协同缓蚀效果,开发了铬酸盐/磷酸盐、铬酸盐/锌盐等复合配方[3]。在铬酸盐/锌盐复合配方中,水中的铬酸盐浓度可由单独使用时的200 mg/L降低至20 mg/L以下。铬酸盐/锌盐复合配方对水的腐蚀性的变化不敏感,在循环冷却水系统中可控制较宽的pH值范围,但通常都在酸性条件下使用,以避免系统的结垢。
2.2 聚磷酸盐时代
20世纪60年代,阴极型缓蚀剂六偏磷酸钠、三聚磷酸钠等聚磷酸盐开始大量地应用于循环冷却水处理[2]。在Ca2+、Mg2+等二价金属离子浓度大于50 mg/L的水中,聚磷酸盐能与Ca2+、Mg2+等作用形成致密的沉淀型保护膜。聚磷酸盐与锌盐组成的复合配方,可降低聚磷酸盐的使用浓度,在酸性条件下使用时缓蚀效果良好,至今还常用作循环冷却水系统开车前的预膜剂。聚磷酸盐的缺点是本身结构不稳定,易水解或被微生物分解生成正磷酸盐,进而与水中的Ca2+形成磷酸钙垢沉淀,这在当时还没有很好的解决办法。同一时期,循环冷却水处理开始使用阻垢分散剂来抑制结垢,主要使用的是木质素磺酸钠等天然高分子化合物[4],但其性能远远不能满足循环冷却水处理对阻垢的需求。此外,聚磷酸盐也具有阻垢作用,可导致碳酸钙晶格畸变,目前在反渗透膜阻垢上还有应用。
2.3 有机膦酸及全有机配方的兴起
20世纪70年代,聚磷酸盐的替代品有机膦酸(酯)开始占据循环冷却水处理药剂市场[5,6],其主要产品有羟基乙叉二膦酸(HEDP)、氨基三甲叉膦酸(ATMP)、乙二胺四甲叉膦酸(EDTMP)、多元醇磷酸酯等。有机膦酸(酯)结构稳定,不易分解,同时具有良好的阻垢和缓蚀作用,因此得到了快速推广。同时,阻垢分散剂也逐渐发展起来,聚丙烯酸(钠)等多元羧酸聚合物得到了广泛应用[7,8],使阻垢分散剂的开发和使用进入了全新的阶段。继而,以有机膦酸(酯)缓蚀阻垢剂和聚合物阻垢分散剂为主要成分的复合配方开始受到青睐。这类配方的使用,完全颠覆了之前循环冷却水处理以控制腐蚀为主的理念,在自然pH值条件下通过缓蚀阻垢剂和阻垢分散剂来抑制系统结垢,而以在碱性水质中形成薄垢来减缓系统腐蚀。这类配方的应用具有划时代的意义,因其成分全部为有机物,常称为全有机配方[9]。
2.4 限磷配方的开发和探索性应用
20世纪80年代,由于对磷排放的限制,水处理药剂的开发和应用开始向低磷、无磷的方向发展。作为新一代的含磷缓蚀阻垢剂,2-膦基丁烷-1,2,4-三羧酸(PBTCA)[10]、羟基膦基乙酸(HPAA)[11]等膦羧酸产品,不仅磷含量低,还具有各自鲜明的特点。PBTCA的阻垢效果非常好[12],与锌盐复配也有不错的缓蚀效果[13]。HPAA对腐蚀性水质中金属的缓蚀特别有效[11]。它们的出现为低磷水处理配方和高浓缩倍数循环冷却水运行工艺的开发奠定了基础。同时,国内外研究者对非磷缓蚀剂及其与有机膦酸的复配也进行了大量的研究,开发了以钼酸盐[14]、钨酸盐[15]和硅酸盐[16]为主缓蚀剂的水处理配方,但由于药剂成本和适用用条件的限制,并未获得大规模应用。
2.5 共聚物阻垢分散剂的大发展
20世纪80年代也是聚合物阻垢分散剂获得快速发展的时期。不饱和羧酸均聚物的市场开始萎缩,取而代之的是不饱和羧酸/不饱和羧酸酯共聚物[17]、不饱和羧酸/不饱和磺酸共聚物[18]等,其中最具代表性的是丙烯酸/丙烯酸羟丙酯二元共聚物(AA/HPA)和丙烯酸/2-丙烯酰胺-2-甲基丙磺酸二元共聚物(AA/AMPS),它们在阻磷酸钙垢、稳定锌盐和分散氧化铁方面的性能要远远超过聚丙烯酸(钠)。由于这些聚合物阻垢分散剂的应用,使全有机配方的性能更加稳定,也为锌盐重新焕发活力提供了条件[19]。这一时期,国外循环冷却水处理已经达到了很高水平。在美国,炼油生产装置的循环冷却水系统可以连续运行3~4年,乙烯、化工、化肥、化纤等生产装置的循环冷却水系统可以连续运行4~5年。
2.6 水处理剂开发和配方设计的理性回归
20世纪90年代,聚合物阻垢分散剂的开发延续了80年代的势头,继续向多元、多官能团的方向发展。无论是国外还是国内,各种类型的聚合物分散剂产品被源源不断地合成出来[20,21]。不幸的是,多元和多官能团并未换来期盼的多功能,多数此类产品的性能差强人意,就阻碳酸钙垢、阻磷酸钙垢、阻锌盐垢和缓蚀任意一项,均无法与之前的药剂相比,以一种药剂解决循环冷却水处理全部问题的梦想也变得遥遥无期。随着对多功能药剂追捧的降温,突出药剂专用性的理性需求开始回归,一些颇具特点的药剂也逐渐浮出水面。比如:具有很高钙容忍度的多氨基多醚基膦酸(PAPEMP)[22],适合处理超高硬度碱度水质[23];不含磷的聚环氧琥珀酸(PESA)[24],其阻碳酸钙垢效果良好[25],适用于无磷的水处理配方;以AMPS为主要共聚单体的磺酸盐二元和三元共聚物,其阻磷酸钙垢和稳定锌盐性能稳定[26],适用于强腐蚀性水的处理。在配方和工艺方面,国内在高硬高碱循环冷却水处理上有了长足的进步,在自然pH值条件下使循环冷却水中钙硬度与碱度之和的水平进一步提高。尤其是无机磷酸盐的缓蚀作用重新得到认识,为循环冷却水处理理念的提升创造了重要条件。
3 循环冷却水处理技术現状及新需求
3.1 提高浓缩倍数
进入21世纪,为了缓解日益突出的水资源供求矛盾和水环境污染问题,实现最大限度地节约用水对循环冷却水系统浓缩倍数提出了更高的要求[27]。近年来,循环冷却水处理在单剂的研发上并没有突出的进展,而在配方和工艺上却有了跨越式的发展。随着对水中钙碱平衡的深入研究,通过加酸控制pH值降低碱度而进一步提高浓缩倍数的方案被重新审视。与以往在酸性条件下运行的循环冷却水处理工艺不同,加酸控制pH值运行工艺是以pH值自动控制装置使系统在微碱性条件下操作,以减少水中的结垢因子和阻垢剂来共同抑制结垢,以磷酸钙和锌盐专用阻垢分散剂来稳定磷锌缓蚀剂,再以磷锌缓蚀剂抑制腐蚀[28,29]。整套工艺环环相扣,体现了缓蚀剂、阻垢剂、分散剂和工艺控制的完美结合。目前,此类工艺在中国石化下属多家企业应用,循环冷却水中的Ca2+浓度可达1500 mg/L以上。对于我国北方地区石化企业中的循环冷却水系统,在补充水硬度很大的情况下,浓缩倍数依然可以达到5倍以上,节水效果显著。
3.2 污水回用
在提高循环冷却水系统浓缩倍数的同时,大力推行再生污水回用于循环冷却水,也是促进污水资源化,实现节水减排的重要途径。通常,再生污水中含有一定量的有机污染物,其悬浮固体、氨氮和磷酸盐的含量也要超过新鲜水。污水回用时,这些污染成分在循环冷却水系统中浓缩累积,会大大加速系统的腐蚀、结垢和微生物粘泥生长。目前在我国,以污水回用作循环冷却水系统补水的企业主要是电力、石化等大型企业。电力企业循环冷却水系统中的换热设备主要为凝汽器,其换热管通常为不锈钢或黄铜材质,耐腐蚀性强。因此,电力企业的循环冷却水处理主要以抑制系统结垢和粘泥滋生为主,对系统浓缩倍数的要求不高,处理方法相对简单,在利用城市中水方面有一定优势[30]。相比之下,石化企业循环冷却水系统中的换热设备类型繁多,每个系统均要配套数十台甚至上百台换热器,并且要面对复杂的工况条件。换热管材质以碳钢为主,也有少数的不锈钢或黄铜。为了节约用水,石化企业对循环冷却水系统浓缩倍数的要求一向很高,因此带来了尤为严重的腐蚀问题。近年来,由提高浓缩倍数发展而来的磷锌缓蚀剂及复合配方在污水回用循环冷却水系统中获得应用且控蚀效果显著,中国石化下属的多家企业也因此实现了再生污水的稳定回用[31]。
3.3 药剂配方无磷化
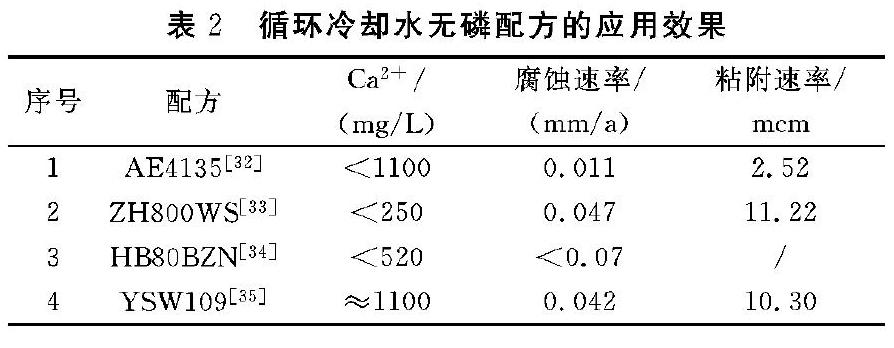
近年来,我国的水体富营养化问题日益严重。从20世纪70年代到现在,我国湖泊富营养化面积增长了约60倍。绝大多数水体富营养化是由外界输入的氮、磷等营养物质在水体中富集造成的。因此,我国对氮、磷的排放限制也越来越严格。《城镇污水处理厂污染物排放标准》(GB18918-2002)规定的一级A标准,总磷浓度应小于0.5 mg/L。目前,一些无磷配方陆续在循环冷却水系统中应用,也不乏运行效果较好的案例(表2),系统腐蚀速率和粘附速率可控制在满意的水平。但与含磷配方相比,无磷配方对以高硬度水或再生污水为补充水的循环冷却水系统腐蚀的控制上还存在较大差距,主要是无磷缓蚀剂的缓蚀能力及其相互间的协同增效作用还难以达到磷锌复合的效果。
3.4 动化控制
在工艺控制方面,近年来循环冷却水处理系统的自动化程度大为提高,实现了自动补水、自动排污、自动加药和自动加酸。由美国Nalco公司推出的3D TRASAR系统监测和控制技术[36],利用荧光标记物来控制缓蚀阻垢剂和分散剂的投加,解决了长期以来循环冷却水中聚合物分散剂浓度无法检测的难题。3D TRASAR改变了传统的加药的方式,可根据水质波动和水中药剂浓度按需加药,处理效果稳定,且降低水处理成本。此外,3D TRASAR还可以实现自动在线分析、远程数据监控等,使循环冷却水系统管理迈上了新的台阶。
4 结语
经过70余年的发展,循环冷却水处理技术经历了由酸性配方、碱性配方向控制pH值配方的历程,水处理药剂也逐渐由无机磷酸盐、有机膦酸、膦羧酸、共聚物向环保型药剂的方向发展。近年来,循环冷却水系统浓缩倍数的提高和再生污水的回用为各企业的节水减排做出了突出贡献。工艺自动化程度的提高也保证了循环冷却水系统长期、稳定和安全运行。
同时,循环冷却水处理技术的发展也对多目标实时监测和精细化管理、物料泄漏应急处理、排污水达标排放等提出了更高的要求。
参考文献:
[1]齐冬子. 敞开式循环冷却水系统的化学处理[M].2版. 北京: 化学工业出版社, 2006.
[2]陆 柱, 蔡兰坤, 陈中兴,等. 水处理药剂[M]. 北京: 化学工业出版社, 2002.
[3]G.E. Geiger, R.C. May. Stable compositions for use as corrosion inhibitors, US4324684[P], 1982-4-13.
[4]潘禄亭, 肖 锦. 天然高分子改性多功能水处理剂FIQ-C的制备及应用[J]. 工业水处理, 2001, 21(1): 13~16.
[5]C.Y. Shen, S.J. Fitch. Process for preparing amino alkaylenephosphonic acids. US3567768: 1971-3-2.
[6]F. Krueger, Edingen, L. Bauer, et al. Process of producing amino methylene phosphonic acids, US3816517[P]. 1974-6-11.
[7]J.D. Watson, J.R. Stanford. Process for scale inhibition, US4008164[P]. 1977-2-15.
[8]L. Dubin. Particulate dispersant enhancement using acrylamide-acrylic acid copolymers, US4361492[P]. 1982-9-30.
[9]司艳霞, 刘云峰, 刘天波,等. 全有机碱性循环冷却水处理配方[J]. 水处理技术, 2001, 18(2):51~52, 64.
[10]G.E. Geiger, R.C. May. Stable compositions for use as corrosion inhibitors, US4324684[P]. 1982-4-13.
[11]张 青. 2-羟基膦基乙酸缓蚀规律及缓蚀机理初探[J]. 工业水处理, 1996, 16(3): 15~16, 21.
[12]朱志良, 张冰如, 苏耀东,等. PBTCA及马—丙共聚物对碳酸钙垢阻垢机理的动力学研究[J]. 工业水处理, 2000, 20(2):20~23.
[13]K.D. Demadis,C. Mantzaridis, P. Lykoudis. Effects of structural differences on metallic corrosion inhibition bymetal-polyphosphonate thin films[J]. Industrial Engineering Chemistry Research, 2006(45): 7795~7800.
[14]A.M. Shams El Din, L.F. Wang. Mechanism of corrosion inhibition by sodium molybdate[J]. Desalination, 1996(107):29~43.
[15]李 燕, 陆 柱. 钨酸盐对碳钢缓蚀机理的研究[J]. 精细化工, 2000, 17(9):526~530.
[16]朱法祥,曾 坚. 冷却水中硅酸盐的研究(二)——硅酸盐结垢及缓蚀作用的探讨[J].南京工业大学学报(自然科学版), 1982(1): 80~95.
[17]W.R. Snyder, D. Feuerstein. Acrylic copolymer composition inhibits scale formation and disperses oil in aqueous systems, US4326980[P]. 1982-4-27.
[18]路长青, 马迎军, 刁月民,等. 磺酸共聚物的合成及阻垢性能的研究[J]. 工业水处理, 1995, 15(3): 14~17.
[19]贾瑞奇. 全有机缓蚀阻垢剂配方的改进[J]. 工业用水与废水, 2000, 31(1): 11~12
[20]王光江, 韦金芳, 成西涛. 衣康酸/丙烯酸二元共聚物的合成及其阻垢性能研究[J]. 工业水处理, 2000, 20(4): 25~26.
[21]魏锡文, 许家友. 防垢剂AM/AA/MA三元共聚物的合成及性能研究[J]. 精细石油化工, 1998, (5): 3~6.
[22]J.S Gill. Method for controlling scale using a synergisticphosphonate combination,US5593595[P]. 1997-1-14.
[23]何高荣, 陈博武, 鲍其鼐. 含醚膦酸PAPEMP复配水处理剂SPC-680研究[J]. 净水技术, 2001, 20(2):19~24.
[24]S.M. Kessler. Method of Inhibiting Corrosion in Aqueous System, US5256332[P]. 1993-10-26.
[25]D. Liu, W.B. Dong, F.T. Li, et al. Comparative performance of polyepoxy- succinic acid and polyaspartic acid on scaling inhibition by static rapid controlled precipitation method[J]. Desalination, 2012(304):1~10.
[26]鮑其鼐. 聚合物磷酸钙分散剂述评[J]. 工业水处理, 2006, 26(2):10~13.
[27]王 征, 李本高. 高硬度、高堿度循环冷却水加酸处理过程的腐蚀控制[J]. 石油化工腐蚀与防护, 2001, 18(2): 48~50.
[28]马志梅, 郦和生, 任志峰,等. YSW105水处理剂在高浓缩倍数循环水中的应用[J]. 石油化工腐蚀与防护, 2008, 25(3):45~46.
[29]姜 琳, 郦和生, 王 岽. 高硬度浓缩倍数循环水处理技术研究及应用[J]. 石化技术, 2008, 15(1):8~9, 13
[30]宋正昶, 王国红. 中水用作火电厂循环冷却水的工艺研究[J]. 工业水处理, 2006, 26(10): 80~82.
[31]于文云, 王 红, 李本高. 污水回用技术在乙烯循环水系统的工业应用[J]. 工业水处理, 2004, 24(2):67~69.
[32]陶武荣, 陈博武, 季淑浥,等. 无磷循环冷却水处理药剂的研究开发[J]. 工业水处理, 2011, 31(8):72~73.
[33]曾凡亮, 吴宇峰, 杜林琳,等. 无磷阻垢缓蚀剂ZH800WS的应用[J]. 工业水处理, 2006, 26(7):77~80.
[34]邬东立, 刘 昕, 刘绍强. 大型电厂循环水无磷绿色缓蚀阻垢剂的应用[J]. 工业水处理, 2014, 34(4):86~89.
[35]秦会敏, 郦和生. 无磷缓蚀阻垢剂YSW109的研制和工业应用[J]. 现代化工, 2013, 33(1):91~93.
[36]赵 芳. 3D- Trasar冷却水监测和控制系统[J]. 工业水处理, 2006, 26(2):89~91.
Abstract:The development history of recirculating cooling water treatment was sequentially reviewed from acidic formula and basic formula to pH-controlled formula. Some representative chemicals using for scale and corrosion inhibition in the recirculating cooling water system were summarized on their performance and application. The status quo of recirculating cooling water treatment including the enhancement of the cycle of concentration, the reuse of reclaimed wastewater, the development of environmentally-friendly inhibitors and the update of automatic process was commented.
Key words: recirculating cooling water; scale inhibition; corrosion inhibition; high circle of concentration; wastewater reuse; phosphorus-free
