
模块化和工厂化施工在S26高速公路桥梁工程中的应用
2016-10-17 07:05向科
铁道建筑 2016年4期
向科
(中铁二十四局集团有限公司,上海200071)
模块化和工厂化施工在S26高速公路桥梁工程中的应用
向科
(中铁二十四局集团有限公司,上海200071)
以上海S26高速公路主线高架桥施工为背景,研究了模块化和工厂化施工在桥梁工程中的应用。针对高架桥梁立柱和盖梁施工,分别提出了无落地脚手架和钢管桁架的模块化施工技术,具有提高施工效率和机械化施工水平、确保施工质量、降低工程造价等优点;针对钢筋笼制作,提出了在工厂内加工焊接成型的工厂化施工技术,实现了规范化、流程化、标准化的施工作业。
模块化;工厂化;桥梁;无落地脚手架;钢桁架
模块化是在解决复杂问题时,自上而下逐层把系统划分成若干模块的过程。每个模块完成一个特定的子功能或分项工程中的单一结构,而所有的模块按某种方法组装起来成为一个整体,完成整个系统所要求的功能。模块化施工是一种先进的施工理念,通过大量引入模块作业,可达到缩短工期、降低费用、方便维修养护、提高质量的施工目的。目前,模块化已在盾构隧道管片、标准跨桥梁、高铁轨道板等工程中使用,并逐步向建筑施工领域推广。
工厂化施工是在模块化的基础上,将现场施工质量难以控制、作业条件差的施工搬进工厂,在室内进行加工、制作、拼装,然后再运输至现场进行吊装、组装,达到施工作业环境优良、施工质量可控的目的。
本文以S26沪常高速公路高架桥梁施工为背景,详细阐述了桥梁墩柱和盖梁模块化施工技术,提出了钢筋笼在工厂内加工焊接成型的工厂化施工技术,为今后类似工程的施工提供参考。
1 工程概况
S26东部延伸段新建工程位于G2京沪高速公路与G50沪渝高速公路之间,西起G1501上海绕城高速公路,东至G15沈海高速公路,途经青浦区香花桥街道、重固镇和华新镇,与建成通车的沪常高速公路相接。S26高速公路主线为高架桥梁,全长10.6km,道路红线宽60m,双向6车道加硬路肩。本文涉及高架部分起止里程为K7+178.545—K8+812.545,全长1.63km,另外包括一座嘉松公路跨线桥,起止里程为K0+138.161—K0+598.161,全长460m。
在主线高架桥中,32m等宽段采用先简支后连续的预应力混凝土小箱梁结构,以25,28,30m为标准跨径;立交变宽段则采用预应力连续现浇箱梁,以30m为主要跨径。嘉松公路跨线桥引桥采用与主线相同的先简支后连续的预应力混凝土小箱梁结构,以25m为标准跨径。
2 立柱无落地脚手架施工
立柱无落地脚手架施工是将搭设脚手架和立模工序合二为一,采用模架一体化,利用模板作为脚手架。立模的同时完成了脚手架搭设,免除了搭设、拆除脚手架的复杂工序,节省了大量人工成本以及脚手架租赁费用,且无落地脚手架组装完成后可以重复使用。该施工方法具有缩短工期、减少人工、提高工效、节能减排等优点,是桥梁工程设计与施工理念不断优化的产物,是建筑机械技术革新与进步的结果。
本工程共涉及立柱141个,外形共有11种形式,高度为9.2~17.3m,截面尺寸为1.8m×1.5m,1.5m× 1.5m,2.0m×2.0m,2.2m×2.2m,2.5m×2.2m和4m×3m,且部分为单侧扩大或双侧扩大头立柱。为了提高施工效率,所有立柱全部采用无落地脚手架施工,钢筋笼一次成型后运至施工现场整体吊装,模板一次到位,混凝土一次浇筑成型。
2.1立柱无落地脚手架施工流程
立柱无落地脚手架施工流程如图1所示,主要包括立柱钢筋笼加工和吊装,无落地立柱模板安装和混凝土浇筑。
2.2立柱钢筋笼加工
由于立柱采用了模块化施工,立柱钢筋笼加工可在加工车间进行工厂化断料、弯曲、连接和焊接。将加工好的半成品在胎架上加工成钢筋笼成品。加工过程中确保钢筋分布均匀,绑扎(焊接)质量到位,接头在同一截面内不超过50%,钢筋笼工厂化预制一次成型。骨架成型截面尺寸要准确,防止模板安装时发生困难。
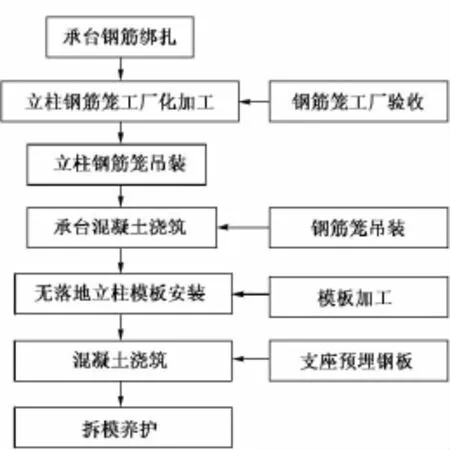
图1 立柱无落地脚手架施工流程
2.3立柱钢筋笼运输
钢筋加工车间加工的立柱成品经验收合格后,利用平板车运至施工现场。钢筋笼与平板车须用紧线器绑扎固定,运输中车速≤10km/h,且应保持车速均匀,不能急启急停,避免钢筋笼变形。
2.4立柱钢筋笼现场吊装
立柱钢筋笼运输至现场后,应放置于平整的硬化场地上,避免成型钢筋笼变形。在承台施工阶段,利用双机抬吊法将立柱钢筋笼整体一次吊装就位。吊装时应缓慢、精确就位。钢筋笼就位后,为防止承台面以上的钢筋笼因大风或外界原因倾覆,在钢筋笼外围通过缆风绳与周围已打入的钢板桩牢固连接。
2.5立柱模板安装
在立柱模板安装前,承台混凝土已经浇筑,需将立柱与承台交界面的混凝土凿毛处理再进行下一步工序。
1)直立柱模板安装
直立柱采用吊装整体钢模直接套装法,见图2。首先在地面上将模板拼装成一个整体,然后利用吊机将模板整体套装到立柱钢筋笼上。模板安装好后利用缆风绳进行临时固定,四周搭设操作平台,安装过程中利用登高车予以配合。
2)带扩大头的立柱模板安装
带扩大头的立柱采用L形模板分块拼装,见图3。首先在地面上将钢模板预拼装成L形,然后再分块拼装到立柱钢筋笼上。
3)带系梁的立柱模板安装
带系梁的立柱模板分2次进行拼装,先用汽车吊机将单柱模板套入立柱钢筋笼中,然后再安装系梁模板,见图4。系梁底模用φ300的钢管制作成定形框架支撑,框架上设置操作平台,操作平台兼具装拆系梁模板和浇筑混凝土的作用。系梁钢筋半成品在钢筋加工车间加工,然后运至现场绑扎成型。

图2 直立柱模板安装

图3 带扩大头的立柱模板安装

图4 带系梁的立柱模板安装
2.6立柱清水混凝土施工
混凝土采取搅拌站集中搅拌供应,用泵车输送。在浇捣前须清理模板内的垃圾,并做好排水工作。清水混凝土浇捣顶面要有可靠的标高控制标志,可在柱顶插筋上焊接双向短钢筋,作为控制点;带盖梁的立柱混凝土应浇筑至设计标高以上3cm,为以后盖梁施工、凿除浮浆、凿毛混凝土留下作业空间。
清水混凝土应实行分层布料、分层浇筑,混凝土浇筑时要求混凝土的自由落差≤2m。根据现场立柱的高度配备相应长度的双层塑料波纹管,每次布料的厚度应控制在300mm以内。振捣要求:①振捣棒要垂直插入、快插慢拔,以免在混凝土中留下空隙。②振捣棒不得直接碰触模板,离模板距离控制在10~15cm。③振动棒的移动间距≥1.5倍的振捣作业半径,振捣插入前后间距控制在40~50cm,要严防漏振。④振捣棒插入下层混凝土的深度宜在50~100mm,每次振捣时间为20~30s。振动过程中,观察混凝土的翻浆情况,当混凝土表面不再下沉、表面不再有气泡泛起时,将振动棒缓慢上拔,防止过振。
2.7立柱模板的拆除
模板拆除时汽车吊机配合进行。拆模前必须先将吊机钢丝绳挂住待拆模板才能拆除最上层螺栓,按先上后下的顺序进行。
3 盖梁钢管桁架施工技术
盖梁施工遵循标准化、工厂化、模块化、机械化、智能化、信息化的施工理念。本项目盖梁施工全部采用钢管桁架支撑体系,盖梁钢筋在钢筋加工车间加工成半成品后运至现场,在现场绑扎成型。
3.1盖梁支架系统
盖梁施工采用的桁架支撑体系如图5所示。在该盖梁支架系统中起支撑作用的是2根直径为609mm的钢管柱,上部为16#工字钢和间距为600mm的I40C工字钢组成的承载梁,最上部为支架模板体系。

图5 盖梁桁架支撑体系(单位:mm)
为了验证盖梁桁架支撑体系在混凝土浇筑过程的变形和稳定情况,建立了盖梁桁架支撑体系计算模型,见图6。根据模型计算结果,混凝土浇筑过程中,桁架支撑体系的最大变形量仅为0.86mm,远小于规范规定的L/400=80mm的要求。桁架的内力及稳定性均满足规范要求,说明该体系是安全可靠的。

图6 盖梁桁架支撑体系计算模型
3.2盖梁钢管桁架施工工艺
盖梁钢管桁架施工工艺如图7所示,主要包括钢管桁架架设、钢筋骨架安装、盖梁侧模安装、预埋件安装、混凝土浇筑。
3.3盖梁钢管桁架施工
盖梁钢管桁架的施工具体包括沙箱安装、抛撑管安装、桁架安装、膺架底托安装和底模、侧模的安装。
沙箱的主要功能是保证钢管桩标高以及拆除钢桁架时卸荷,因此在沙箱安装时应严格复核标高。抛撑管的主要功能是保证钢桁架的横向稳定性,安装时应保证精确定位和牢固连接。桁架和膺架底托安装主要通过整体吊装完成;底模和侧模安装应保证安装精度、平整度符合要求。

图7 盖梁施工工艺
3.4盖梁钢筋加工
盖梁钢筋统一在钢筋加工车间加工成半成品,然后再运输至现场绑扎成型。钢筋骨架网片应在加工厂混凝土地坪上按1∶1放大样,各单根钢筋加工完成后还应进行试组装,以检验弯起钢筋的加工精度。钢筋焊接采用双面搭接焊。钢筋半成品运至现场后,应先对分节网片搭接焊,然后绑扎箍筋,形成整体骨架。安装后的钢筋骨架要求整体线形直顺,并有足够的刚度和稳定性,以保证在混凝土浇筑过程中不松散、不变形。待整体骨架检验合格后,再安装保护层混凝土垫块。盖梁钢筋加工完成后,如不能及时浇筑混凝土,应对模板上开口部分用薄膜覆盖,防止浇筑前浮尘污染模板。
3.5盖梁混凝土浇筑
盖梁混凝土浇筑从一端分层浇满,再逐步向另一端推进。分层厚度30cm,下层比上层长1.5m,避免层数过多而形成陡坡,造成离析。先浇完的部分要及时收面,初凝后覆盖、终凝后洒水养护。
3.6盖梁钢管桁架拆除
盖梁支架拆除要等盖梁混凝土达到龄期,预应力张拉结束后方可进行。钢管桁架拆除应遵照自上而下的原则,具体流程为沙箱放沙落架、膺架底托拆除、桁架拆除、抛撑管拆除以及沙箱拆除。
在拆模过程中,为了保证安全,须在拆模范围内设立警戒区域,警戒区域内严禁人员靠近;严禁高空抛物;拆除时应严格按照拆除顺序进行,严禁随意变更;吊装过程中应保证牢固连接、缓慢升降、平稳落地,确保被吊装桁架的结构和形状不受影响。
4 小结
以上海市S26东延伸段新建工程高架桥施工为背景,通过无落地脚手架立柱施工、钢管桁架盖梁施工以及工厂化的钢筋笼加工,不仅保证了高架桥立柱和盖梁的施工质量,也提高了施工效率,与脚手架相比大大减少了地基处理的费用,从而减少了工程造价。从上海市S26高架桥施工情况来看,现场实施效果良好,具有推广价值和应用前景。
[1]梁峰.桥梁设计中的模块化理念[J].公路与汽运,2009(6):120-121.
[2]代洪波,赵誉.南京长江隧道盾构管片预制生产技术研究[J].探矿工程(岩土钻掘工程),2012,39(1):80-84.
[3]赵秀丽.CRTSⅡ型轨道板预制生产关键技术[J].铁道建筑,2011(7):118-120.
[4]吴启和,仇正中,牛照.长大桥梁墩台工厂化预制方案研究[J].施工技术,2014,43(11):23-27.
[5]吴登文.浅论高速铁路小型预制构件工厂化施工[J].科学之友,2012(4):63-64.
AbstractBased on the construction of S26 expressway bridge,the modularization and industrialization construction technology were studied.For the construction of column and coping beam,the scaffold without consol support and steel truss frame were used.T his method has the following advantages that can improve the efficiency and the mechanization level of construction,ensure the quality of project and reduce the engineering cost.For the construction of reinforcement cage,the manufacture and welding were completed in factory.T he standardization and streamlined of construction are realized.
Application of Modularization and Industrialization in Construction of S26 Expressway Bridge
XIANG Ke
(China Raiway 24th Bureau Group Co.,Ltd.,Shanghai 200071,China)
Modularization;Industrialization;Bridge;Scaffold without consol support;Steel truss frame
U442.5
A
10.3969/j.issn.1003-1995.2016.04.07
1003-1995(2016)04-0026-04
(责任审编郑冰)
2015-12-01;
2016-01-15
向科(1978—),男,高级工程师,博士。
猜你喜欢
建筑与装饰(2022年19期)2022-10-14
建材发展导向(2022年10期)2022-07-28
当代水产(2022年2期)2022-04-26
运输经理世界(2021年15期)2021-12-09
建材发展导向(2021年20期)2021-11-20
建材发展导向(2021年6期)2021-06-09
小学生学习指导(当代教科研)(2021年6期)2021-05-23
当代水产(2019年8期)2019-10-12
浙江建筑(2019年3期)2019-06-28
当代水产(2019年2期)2019-05-16
