典型的干煤粉与水煤浆加压气流床煤气化技术的分析比较与选择
2016-10-11 01:17:30章卫星梁永煌
肥料与健康 2016年4期
章卫星,梁永煌
(中国五环工程有限公司 湖北武汉 430223)
典型的干煤粉与水煤浆加压气流床煤气化技术的分析比较与选择
章卫星,梁永煌
(中国五环工程有限公司湖北武汉430223)
简要介绍了干煤粉与水煤浆2种不同加压气流床煤气化技术的发展现状、技术特点及应用情况,并针对2种典型的干煤粉气流床气化技术以及2种典型的水煤浆气流床煤气化技术进行了综合比较和分析。在此基础上,针对当前大型煤化工项目加压气流床煤气化技术的选择,从原料煤种的适应性、目标产品种类及特点、煤气化装置投资、技术成熟性和可靠性以及项目综合能效等多方面进行了分析和讨论,以期为当前的煤化工项目选择最合适的加压气流床煤气化技术提供参考。最后,对加压气流床煤气化技术的发展趋势进行了展望。
气流床煤气化技术干煤粉水煤浆技术选择发展趋势
以煤为主的一次能源结构特点决定了我国大力发展煤化工产业的重要性和紧迫性,而煤气化技术则是实现煤炭清洁、高效、综合利用的重要技术手段,也是发展传统煤化工、现代煤化工、煤制油、煤制天然气、煤气化多联产等重要工业化生产的基础和关键技术手段。
按气化炉的结构特点和燃料在气化炉中转化时的运动方式,煤气化技术可分为固定层气化、流化床气化和气流床气化[1- 4],其中:固定层气化因废水处理难度大、成本高等问题,在推广和应用上受到了一定的限制;流化床技术大多停留在中试和示范阶段,技术尚不成熟,应用较少;以加压气流床煤气化技术为代表的第2代先进煤气化技术,正以其广泛的煤种适应性,洁净、高效、先进、易于大型化等诸多优点,得到了越来越广泛的应用和发展[3- 4]。
1 干煤粉与水煤浆加压气流床煤气化技术
气流床煤气化技术是指气化剂(蒸汽和氧气)夹带着煤粉(或煤浆)通过特殊喷嘴高速喷入炉膛内,煤粉瞬间着火,立即气化并转化为以CO和H2为主的粗煤气和玻璃体熔渣[5]。
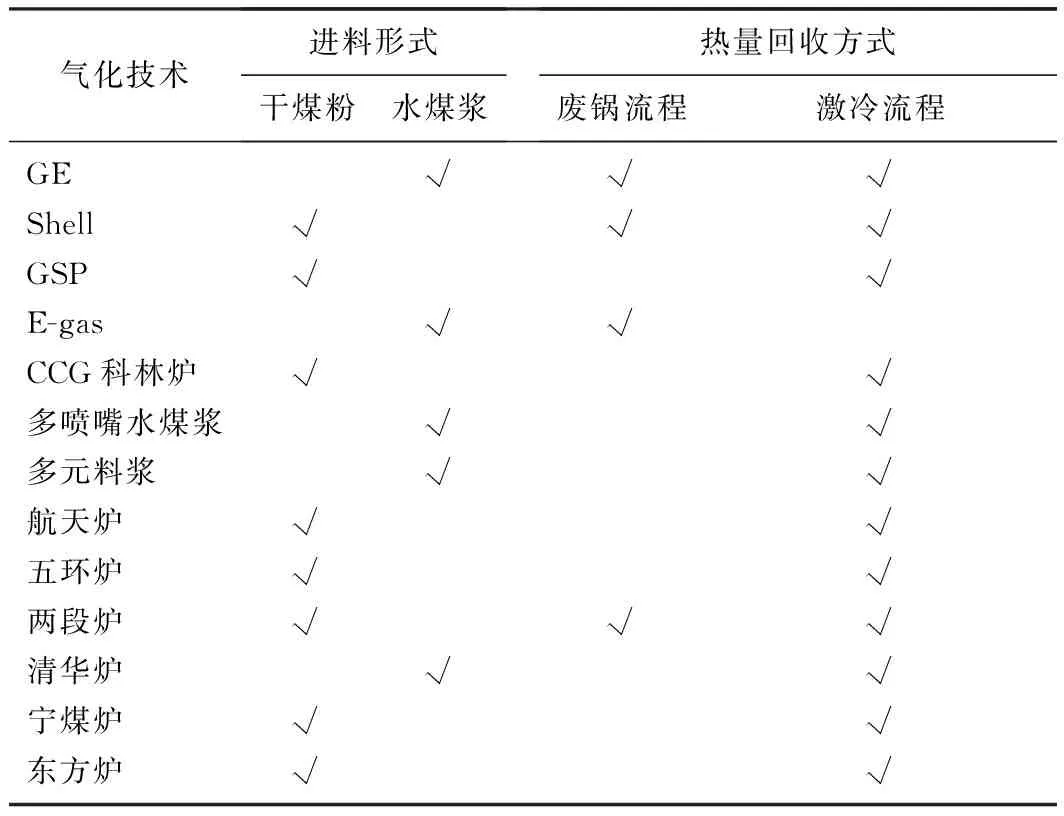
根据进料形式,气流床煤气化技术可分为干法和湿法;按热量回收方式,又可分为废锅流程和激冷流程。现有加压气流床煤气化技术归类划分见表1。
表1现有加压气流床煤气化技术归类划分
气化技术进料形式干煤粉水煤浆热量回收方式废锅流程激冷流程GE√√√Shell√√√GSP√√E-gas√√CCG科林炉√√多喷嘴水煤浆√√多元料浆√√航天炉√√五环炉√√两段炉√√√清华炉√√宁煤炉√√东方炉√√
注:1)只统计已经或正在进行工业化应用的气流床加压煤气化技术。
1.1干煤粉加压气流床煤气化技术
典型的干煤粉加压气流床煤气化技术见表2。
表2典型的干煤粉加压气流床煤气化技术

气化技术所属专利商热量回收方式应用情况Shell荷兰Shell公司废锅流程激冷流程 荷兰、美国、中国和越南等地超过35台气化炉投运或在建,以废锅流程为主GSP德国Siemens公司激冷流程德国、美国和中国超过40台气化炉投运或在建CCG科林炉德国科林公司激冷流程德国和中国约5台气化炉投运或在建航天炉中国航天科技集团激冷流程超过40台气化炉投运或在建五环炉中国五环工程公司河南煤业集团激冷流程3台气化炉正在试车两段炉西安热工院废锅流程激冷流程超过10台气化炉投运或在建宁煤炉宁煤集团中国五环工程公司激冷流程14台气化炉在建东方炉中石化宁波工程公司宁波技术研究院华东理工大学激冷流程约8台气化炉签约、在建或投产
相对于水煤浆气流床煤气化技术,干煤粉加压气流床煤气化技术具有以下优点:①由于采用干煤粉进料,不受煤炭成浆性影响,煤种适应性更强,对煤的灰熔点适应范围更宽,对于高灰分、高水分和高硫含量的煤种同样适应;②采用膜式水冷壁结构,无耐火砖衬里,维护量较小,使用寿命长,消除了传统水煤浆气化工艺需频繁检修和更换炉内耐火衬里的弊端;③由于不受耐火砖限制,气化温度更高,一般在1 350~1 650 ℃,碳转化率可达99%以上,热效率高,冷煤气效率优于水煤浆气化工艺;④煤耗、氧耗等工艺指标优于水煤浆气化工艺,配套的空分装置投资可相应下降;⑤烧嘴使用寿命更长,仪表及控制系统安全可靠。
2001年,湖北双环公司与Shell公司签订SCGP专利技术许可合同,是我国首次采用干煤粉加压气流床煤气化技术,并于2006年实现了首套Shell煤气化装置的成功开车。截止到目前为止,我国已有8种不同的干煤粉加压气流床煤气化技术投入使用,其中包括在引进、消化和充分吸收国外先进技术的基础上再创新开发而成的航天炉、五环炉等5种干煤粉气化技术[3- 4]。除此之外,目前国内还有单喷嘴热壁式粉煤气化技术、七一一所煤气化技术、新型余热回收式粉煤气化技术、晋煤炉、沈鼓炉等多种自主开发的干煤粉加压气流床煤气化技术正在寻求工业化应用。
1.2水煤浆加压气流床煤气化技术
典型的水煤浆加压气流床煤气化技术如表3所示。
表3典型的水煤浆加压气流床煤气化技术
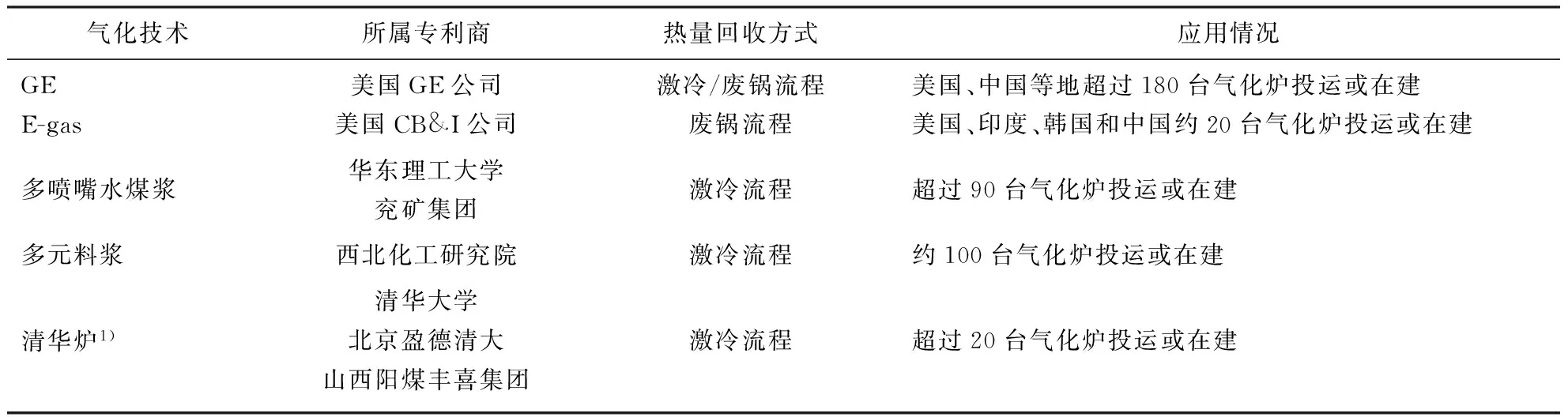
气化技术所属专利商热量回收方式应用情况GE美国GE公司激冷/废锅流程美国、中国等地超过180台气化炉投运或在建E-gas美国CB&I公司废锅流程美国、印度、韩国和中国约20台气化炉投运或在建多喷嘴水煤浆华东理工大学兖矿集团激冷流程超过90台气化炉投运或在建多元料浆西北化工研究院激冷流程约100台气化炉投运或在建清华炉1)清华大学北京盈德清大山西阳煤丰喜集团激冷流程超过20台气化炉投运或在建
注:1)有耐火砖和水冷壁2种炉型。
相对于干煤粉气流床煤气化技术,水煤浆加压气流床煤气化技术具有以下优点[6- 7]:①气化压力在2.8~8.7 MPa(表压),灵活可调,最高压力比干煤粉气化技术高1倍以上,且可根据后续产品需要选择合适的气化压力,对于高压力合成气要求的产品更具优势,可省去合成气压缩机,合成气净化系统规模也相应减小,电耗和能耗相应下降;②水煤浆制备在常温、常压下操作,磨煤系统较为稳定,安全可靠性较高;③水煤浆可用隔膜泵来输送,操作安全稳定,且便于计量和调节控制,计量精确度较高,气化炉炉温波动较小,操作稳定性好;④水煤浆的制浆和输送系统简单,设备少,控制系统较干煤粉技术简单,整个煤气化装置投资比干煤粉技术低。
水煤浆加压气流床煤气化技术早于干煤粉加压气流床煤气化技术在我国得到引进和应用。以GE水煤浆加压气化技术为代表,我国于1987年便开始引进该技术,1993年国内首套GE水煤浆加压气化装置在原鲁南化肥厂成功投运。其后10年,我国又先后在上海焦化厂、渭河化肥厂、安徽淮南化工集团引进建成4套水煤浆气化工业装置,目前均已稳定运行多年。目前,我国已有超过30家单位共引进超过100台GE水煤浆加压气化炉投入运行或在建。除GE水煤浆加压气化技术外,我国从2010年开始引进E-gas水煤浆加压气化技术,目前已有2个项目共6台E-gas气化炉在建。除此之外,我国还自主研究开发了多喷嘴水煤浆气化技术、多元料浆气化技术和清华炉3种不同的水煤浆加压气流床煤气化技术,其中清华炉气化技术有耐火砖和水冷壁2种不同炉型,水煤浆水冷壁气化技术(即第2代清华炉)开创了世界首套水煤浆水冷壁气化工业装置的先河。截止到目前为止,我国共采用了5种不同的水煤浆加压气流床煤气化技术,建设了200多套水煤浆气流床煤气化装置[3- 4]。
2 典型的干煤粉与水煤浆加压气流床煤气化技术分析与比较
2.1技术特点分析比较
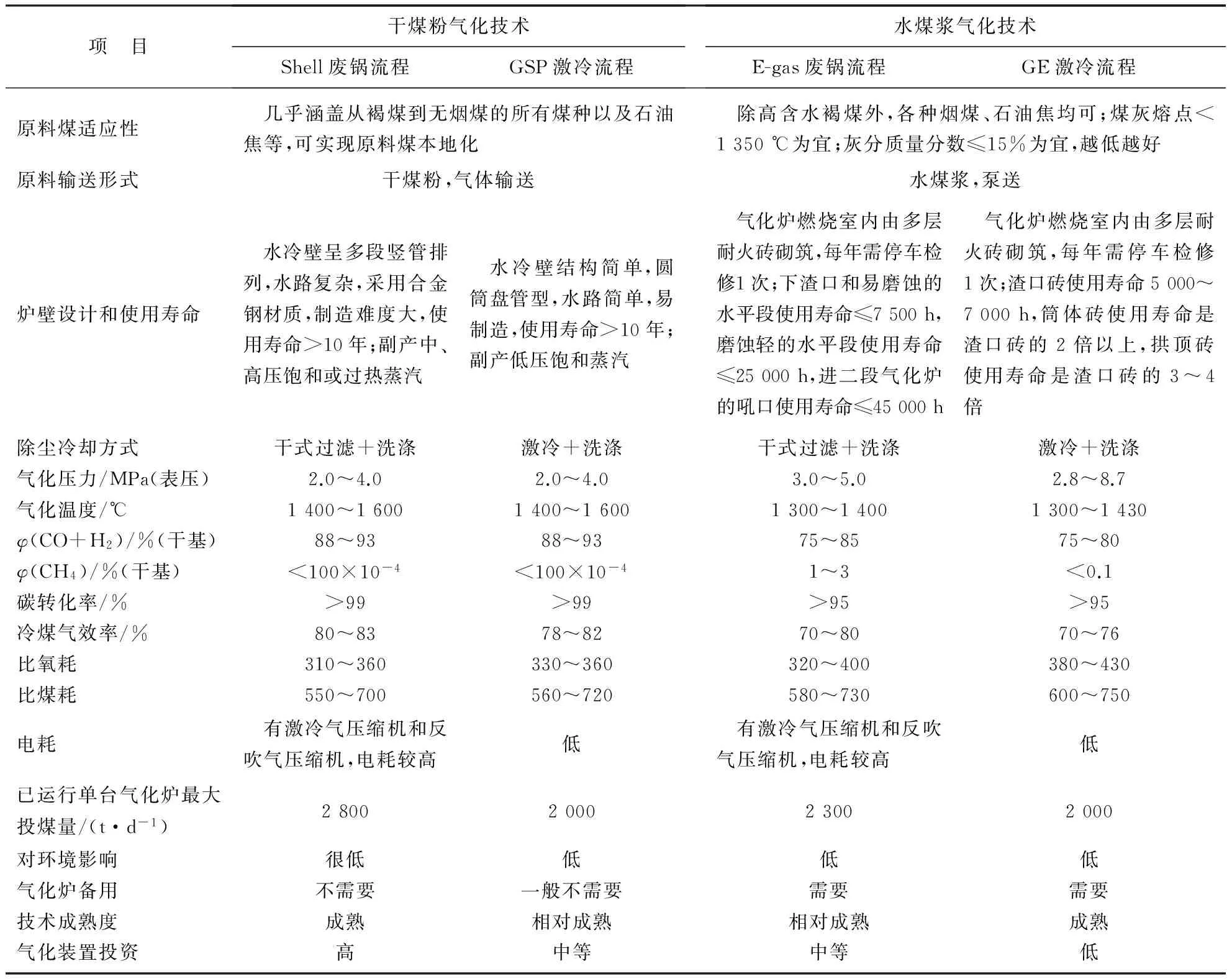
从上述统计分析可知,目前已在我国工业化应用的气流床煤气化技术多达13种,建设的气化炉超过300台。典型的干煤粉(Shell废锅流程和GSP激冷流程)与水煤浆加压气流床煤气化技术(E-gas废锅流程和GE激冷流程)的特点分析与比较见表4。
由表4可知,以Shell和GSP为代表的干煤粉气化技术气化反应温度高、煤种适应性更强,比煤耗、比氧耗、碳转化率、热效率和冷煤气效率等工艺技术指标均优于水煤浆气化技术;由于采用膜式水冷壁结构,无耐火砖衬里,具有维护量较少、使用寿命长等优点。而以E-gas和GE为代表的水煤浆气化技术,气化反应压力范围宽且最高气化反应压力比干煤粉气化技术高,可根据后续产品需要选择合适的气化压力;由于水煤浆的制备是在常温、常压下操作,磨煤系统较为稳定,安全可靠性较高;原料采用煤浆泵输送,操作稳定可靠。
表4典型的干煤粉与水煤浆加压气流床煤气化技术的特点分析与比较
项 目干煤粉气化技术Shell废锅流程GSP激冷流程水煤浆气化技术E-gas废锅流程GE激冷流程原料煤适应性 几乎涵盖从褐煤到无烟煤的所有煤种以及石油焦等,可实现原料煤本地化 除高含水褐煤外,各种烟煤、石油焦均可;煤灰熔点<1350℃为宜;灰分质量分数≤15%为宜,越低越好原料输送形式干煤粉,气体输送水煤浆,泵送炉壁设计和使用寿命 水冷壁呈多段竖管排列,水路复杂,采用合金钢材质,制造难度大,使用寿命>10年;副产中、高压饱和或过热蒸汽 水冷壁结构简单,圆筒盘管型,水路简单,易制造,使用寿命>10年;副产低压饱和蒸汽 气化炉燃烧室内由多层耐火砖砌筑,每年需停车检修1次;下渣口和易磨蚀的水平段使用寿命≤7500h,磨蚀轻的水平段使用寿命≤25000h,进二段气化炉的吼口使用寿命≤45000h 气化炉燃烧室内由多层耐火砖砌筑,每年需停车检修1次;渣口砖使用寿命5000~7000h,筒体砖使用寿命是渣口砖的2倍以上,拱顶砖使用寿命是渣口砖的3~4倍除尘冷却方式干式过滤+洗涤激冷+洗涤干式过滤+洗涤激冷+洗涤气化压力/MPa(表压)2.0~4.02.0~4.03.0~5.02.8~8.7气化温度/℃1400~16001400~16001300~14001300~1430φ(CO+H2)/%(干基)88~9388~9375~8575~80φ(CH4)/%(干基)<100×10-4<100×10-41~3<0.1碳转化率/%>99>99>95>95冷煤气效率/%80~8378~8270~8070~76比氧耗310~360330~360320~400380~430比煤耗550~700560~720580~730600~750电耗 有激冷气压缩机和反吹气压缩机,电耗较高低 有激冷气压缩机和反吹气压缩机,电耗较高低已运行单台气化炉最大投煤量/(t·d-1)2800200023002000对环境影响很低低低低气化炉备用不需要一般不需要需要需要技术成熟度成熟相对成熟相对成熟成熟气化装置投资高中等中等低
在煤气化装置投资方面,干煤粉气化装置投资比水煤浆气化装置高,废锅流程投资比激冷流程高。为了保证整个化工生产装置的连续稳定运行,水煤浆气化装置往往需设置备用炉,因此在规模不大的项目中,干煤粉气化装置的投资未必高于水煤浆气化装置。从目前已工业化运行的气流床煤气化技术来看,干煤粉气化技术单台气化炉生产规模大于水煤浆气化技术。
2.2工业应用及运行情况分析比较
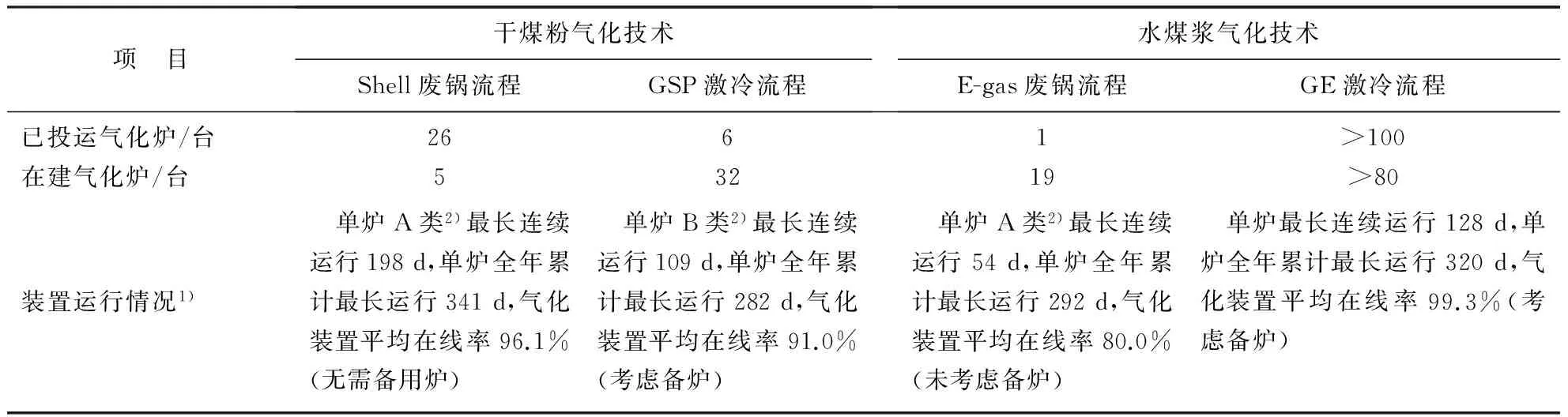
典型的干煤粉与水煤浆加压气流床煤气化技术工业应用及运行情况分析比较见表5。
由表5可知,目前以GE激冷流程气化技术为代表的水煤浆气化技术工业运行情况优于干煤粉气化技术,已投运和在建的气化炉台数多于干煤粉气化技术。其原因:①GE水煤浆气化技术于20世纪50年代开始研发,早于以Shell为代表的干煤粉气化技术(20世纪70年代开始研发);②GE水煤浆气化技术从1987年开始引进我国,而以Shell为代表的干煤粉气化技术从2001年才开始引进我国;③GE水煤浆气化技术的投资明显低于以Shell为代表的干煤粉气化技术,使其更容易为用户所接受和使用。
近年来,以Shell为代表的干煤粉气流床气化技术的发展和应用日益成熟,装置的稳定性、可靠性和在线率逐步提高,使得干煤粉气流床气化技术获得了长足的发展。特别是随着优质煤炭资源的日益匮乏和对使用劣质煤的迫切要求,也进一步促进了干煤粉气流床气化技术的发展和应用。
表5典型的干煤粉与水煤浆加压气流床煤气化技术工业应用及运行情况比较
项 目干煤粉气化技术Shell废锅流程GSP激冷流程水煤浆气化技术E-gas废锅流程GE激冷流程已投运气化炉/台2661>100在建气化炉/台53219>80装置运行情况1) 单炉A类2)最长连续运行198d,单炉全年累计最长运行341d,气化装置平均在线率96.1%(无需备用炉) 单炉B类2)最长连续运行109d,单炉全年累计最长运行282d,气化装置平均在线率91.0%(考虑备炉) 单炉A类2)最长连续运行54d,单炉全年累计最长运行292d,气化装置平均在线率80.0%(未考虑备炉) 单炉最长连续运行128d,单炉全年累计最长运行320d,气化装置平均在线率99.3%(考虑备炉)
注:1)截止至2014年;
2)A类指煤气化装置连续不间断运行;B类指煤气化装置运行过程中有间断,但24 h内重新恢复运行。
2.3投资、技术经济和能效分析比较
以600 kt/a煤制烯烃项目为例,典型的干煤粉与水煤浆加压气流床煤气化技术的投资、技术经济和能效比较见6。
表6典型的干煤粉与水煤浆加压气流床煤气化技术投资、技术经济和能效比较

项 目干煤粉气化技术Shell废锅流程GSP激冷流程水煤浆气化技术E-gas废锅流程GE激冷流程气化炉单炉投煤量/(t·d-1)2800200023002000气化炉配置/台344+15+2煤气化装置投资(估算)/亿元23.416.421.016.1项目全投资财务内部收益率(税前)/%12.9213.4812.7512.11综合能效/%43.541.742.640.1
由表6可知,由于水煤浆气流床气化装置需要考虑设置备用炉,使得其气化炉的配置数量比干煤粉气流床气化技术多,从而使煤气化装置的占地、人员配置、复杂程度等相应增加;尽管如此,水煤浆气化装置的投资仍比同种流程的干煤粉气化装置低。
在技术经济指标方面,由于干煤粉气化技术的比煤耗、比氧耗、水耗等指标均优于水煤浆气化技术,使得干煤粉气化技术的项目财务收益高于水煤浆气化技术。同时,由于激冷流程技术比废锅流程技术投资低,使得在同种技术中,激冷流程技术的项目财务收益优于废锅流程技术,其中,GSP激冷流程方案的项目财务收益最高,Shell废锅流程方案次之,而GE激冷流程方案项目财务收益最低。
在项目综合能效方面,由于废锅流程技术可最大限度地回收粗煤气中的显热,副产蒸汽用于大功率机组的透平驱动或直接用于发电,使得废锅流程技术的综合能效高于同种进料方案的激冷流程技术。同样,由于干煤粉气化技术的比煤耗、比氧耗、水耗等指标优于水煤浆气化技术,使得干煤粉气化技术的综合能效比同种流程的水煤浆气化技术高,其中,Shell废锅流程方案的综合能效最高,E-gas废锅流程方案次之,而GE激冷流程方案综合能效最低。
因此,在现代大型煤化工项目中,单从降低煤气化装置投资方面考虑,水煤浆激冷流程气化技术具有明显优势;单从综合能效方面考虑,干煤粉废锅流程气化技术具有明显优势。而若从投资、技术经济和综合能效等多方面综合考虑,干煤粉激冷流程气化技术和水煤浆废锅流程气化技术具有较好的优势。
综上所述,无论是干煤粉气化技术还是水煤浆气化技术,无论是废锅流程技术还是激冷流程技术,都具有其相应的特点和优势。在技术特点方面,干煤粉气化技术气化反应温度高、煤种适应性更强,比煤耗、比氧耗、碳转化率、热效率、冷煤气效率等技术指标优于水煤浆气化技术;但水煤浆气化技术的气化反应压力范围宽,最高气化反应压力高于干煤粉气化技术,可根据后续产品需要选择合适的气化压力,同时水煤浆采用煤浆泵输送,操作更加安全、稳定和可靠。在工业化应用及运行情况方面,典型的干煤粉气化技术与水煤浆气化技术均具有较好的工业化应用业绩,目前基本上都能实现“安、满、长、稳、优”连续运行。在装置投资方面,干煤粉气化装置投资高于水煤浆气化装置,废锅流程技术高于激冷流程技术。在项目的技术经济指标方面,干煤粉气化技术优于水煤浆气化技术,激冷流程技术优于废锅流程技术。在项目的综合能效方面,废锅流程技术优于激冷流程技术,干煤粉技术优于水煤浆技术。
3 干煤粉与水煤浆加压气流床煤气化技术的比选
加压气流床煤气化技术具有大型化特点,技术种类多、流程复杂,且采用该类技术的煤化工项目往往规模较大、投资较大、技术集成度高、系统复杂,煤气化装置在整个项目中的投资占比较高,对后续工艺装置和公用工程配置以及全系统能耗、运行费用等影响较大。因此,对于采用加压气流床煤气化技术的大型煤化工项目,选择一种合适的气化技术,对于整个项目的成败将起到决定性的先导作用。一般而言,大型加压气流床煤气化技术的比较和选择需综合考虑以下几方面因素[8- 10]。
(1)煤种适应性
干煤粉加压气流床气化技术对煤种的适应性强于水煤浆气化技术,能够采用水煤浆气化技术的煤种往往也可以采用干煤粉气化技术,反之则不一定,还需对煤的成浆浓度等影响指标进行进一步的检测、分析和判断。
(2)环境影响
随着国家对环保的日益重视,选择清洁、三废排放量少的气化技术需着重考虑。由于干煤粉气化技术一般设有磨煤干燥系统,其废气排放量大于水煤浆气化技术;而水煤浆气化技术属于湿法流程,其废水排放量则一般大于干煤粉技术。此外,废锅流程技术一般要比激冷流程技术的废水排放量小,即干煤粉废锅流程气化技术对环境影响最小,干煤粉激冷流程和水煤浆废锅流程气化技术次之,水煤浆激冷流程气化技术对环境的影响相对较大。但无论是干煤粉气化技术还是水煤浆气化技术,都属于较为清洁的煤气化技术,其三废排放量比固定层和流化床气化技术少,对环境影响小。
(3)目标产品的种类和特性
干煤粉气化技术制取的煤气中CO含量较高,φ(CO)一般在60%~75%,φ(CO+H2)高达90%以上,合成气热值高,适用于燃烧发电、制取CO、生产甲醇等。而水煤浆气化技术生产的煤气中H2含量较干煤粉气化技术高,其中E-gas气化技术制取的煤气中φ(CH4)在1%~3%,更适合生产合成氨、制取氢气、合成天然气等。
(4)后续生产系统对合成气压力的要求
当前干煤粉气化技术的最高气化压力为4.5 MPa(表压),而水煤浆气化技术的最高气化压力可以达到8.7 MPa(表压),更能与后续生产系统的设计压力相匹配。如甲醇合成压力约为7.5 MPa,选择气化压力为8.7 MPa(表压)的水煤浆气化技术,可以实现等压合成,不必配置合成气压缩机,合成气净化系统也相应减小,电耗和能耗可相应下降。
(5)煤气化装置的投资及经济性
不同的煤气化装置投资差别较大,一般干煤粉气化技术大于水煤浆气化技术、废锅流程技术大于激冷流程技术,即干煤粉废锅流程气化技术投资最高,水煤浆激冷流程气化技术投资最低,干煤粉激冷流程技术和水煤浆废锅流程技术投资居中。在同样满足产品工艺技术要求的情况下,应选择投资少、能耗低、经济性好的气化技术。
(6)项目的综合能效和资源消耗指标
《煤炭深加工示范项目规划》对煤化工示范项目提出了先进的能效、煤耗、水耗等准入指标要求,而这些指标要求与所采用的煤气化技术息息相关。干煤粉气化技术的能耗等指标一般优于水煤浆气化技术,废锅流程技术一般优于激冷流程技术。
(7)技术的成熟性、可靠性和运行业绩
由于煤气化装置占项目投资比例高,煤化工项目能否取得预期的经济效益不仅取决于市场因素,而且取决于装置运行的可靠性和稳定性,故成熟、可靠、具有良好运行业绩是煤气化技术选择的
一个重要方面。无论是干煤粉气化技术还是水煤浆气化技术,目前都比较成熟,都具有良好的应用业绩。
综上所述,对于现代大型煤化工项目,加压气流床煤气化技术的选择需从煤种适应性、环境影响、产品特性、装置投资、技术成熟性和可靠性等全方位综合考虑,对技术和经济指标需进行深入比选,才能得出正确的判断,选出最适合大型煤化工项目的加压气流床煤气化技术,最终获得理想可靠的结果。
4 加压气流床煤气化技术发展前景展望
随着我国现代煤化工产业高速发展,第2代先进的加压气流床煤气化技术的发展和应用正日趋成熟,呈现出“百家争鸣,百花齐放”的多元化发展态势,自主开发的加压气流床煤气化技术高达十几种,发展情景一片看好[11-12]。
当前,我国对煤化工产业的煤耗、水耗等资源和能源消耗指标及综合能效指标要求日益严格,对环保要求也越发重视,使得我国煤化工产业的发展面临着空前的挑战和机遇。煤气化技术是煤化工产业链的龙头和关键技术,其健康、稳定、高效发展必将走在煤化工行业发展的前列。分析当前我国煤化工产业对煤气化技术的发展要求,加压气流床煤气化技术将朝着进一步扩大煤种适应性、提高气化压力、装置的规模化和大型化、进一步实现设备国产化和提高装置的可靠性、降低装置能耗和投资、提高能效、更加绿色环保等方向发展。
5 结语
加压气流床煤气化技术是当前第2代先进的煤气化技术,无论是干煤粉气流床气化技术还是水煤浆气流床气化技术都已获得了成功并得到广泛的工业化应用,但不同种类的气化技术对煤种适应性、气化压力、环境影响、能源转化效率、技术可靠性等方面均存在一定的差别。因此,不同的煤化工项目对煤气化技术的选择,必须从项目的实际情况出发,通过充分而深入的研究和比较,才能选择出最适合项目应用和发展的气化技术。此外,我国现代煤化工产业高速发展必将带动和促进煤气化技术的进一步发展,其中加压气流床煤气化技术作为第2代先进煤气化技术的典型代表,其发展和应用前景将更加广阔。
[1]贺永德.现代煤化工技术手册[M].2版.北京:化学工业出版社,2011.
[2]亢万忠.当前煤气化技术现状及发展趋势[J].大氮肥,2012(1):1- 6.
[3]梁永煌,游伟,章卫星.我国洁净煤气化技术现状与存在的问题及发展趋势(上)[J].化肥工业,2013(6):30- 36.
[4]梁永煌,游伟,章卫星.我国洁净煤气化技术现状与存在的问题及发展趋势(下)[J].化肥工业,2014(1):22- 28.
[5]陈家仁.加压气流床煤气化工艺的发展现状、存在的工程化问题及对策[C]∥2007年中国煤炭加工与综合利用技术、市场、产业化信息交流会暨煤化工产业发展研讨会论文集.2007:70- 77.
[6]齐胜远.E-Gas气化技术及其应用分析[J].大氮肥,2013(3):145- 149.
[7]李健,陈鲁园,闫龙,等.GE水煤浆气化技术现状和应用前景[J].当代化工,2014(11):2374- 2376.
[8]陈家仁.煤气化技术选择中一些问题的思考[J].煤化工,2011(1):1- 5.
[9]梁永煌,游伟,章卫星,等.现代煤化工产业中洁净煤气化技术的分析与比选[J].化工设计,2014(4):7- 14.
[10]李彦.当前主要气流床煤气化工艺技术分析[J].化工技术与开发,2013(9):26- 28.
[11]褚晓亮,苗阳,付玉玲,等.气流床气化技术在我国的应用现状及发展前景[J].化工技术与开发,2013(12):31- 34.
[12]温姗姗.气流床煤气化工艺的发展现状[J].山西煤炭管理干部学院学报,2014(3):21- 22.
Analysis and Comparison of Typical Dry Pulverized Coal and Coal Water Slurry Pressurized Entrained-Bed Gasification Technologies and Selection
ZHANG Weixing, LIANG Yonghuang
(Wuhuan Engineering Co., Ltd.Hubei Wuhan430223)
A brief introduction is made of current development status, technical features and application situation of two different typical dry pulverized coal and coal water slurry pressurized entrained-bed gasification technologies, and based on two typical dry pulverized coal entrained-bed gasification technologies and two typical coal water slurry entrained-bed gasification technologies, comprehensive comparison and analysis are carried out. On this basis, in connection with choices of pressurized entrained-bed coal gasification technologies of large coal chemical industry projects, analysis and discussion are carried out in many respects, such as adaptability of coal types, types and characteristics of target products, investment of coal gasification unit, maturation and reliability of the technology, comprehensive efficiency of projects etc., providing reference in selection of most suitable pressurized entrained-bed coal gasification technology for current coal chemical industry projects. Finally, development trend of pressurized entrained-bed coal gasification technology is prospected.
entrained-bed coal gasification technologydry pulverized coalcoal water slurrytechnology choicedevelopment trend
章卫星(1976—),男,硕士,高级工程师,主要从事煤化工工艺设计和煤气化技术研究;zhangweixing@cwcec.com。
TQ546.2
A
1006- 7779(2016)04- 0040- 06
2015-11-05)
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19 05:07:52
仪器仪表用户(2021年10期)2021-11-27 08:25:56
中国特种设备安全(2018年10期)2018-12-18 02:17:20
石油化工自动化(2018年5期)2018-11-14 02:34:16
石油化工建设(2018年6期)2018-04-22 03:16:36
当代化工研究(2016年6期)2016-03-20 16:21:44
天津科技大学学报(2016年1期)2016-02-28 16:59:46
氮肥与合成气(2015年8期)2015-12-23 10:40:22
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:14
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:14