高仿毛粗旦有光扁平锦纶FDY生产工艺探讨
2016-10-10 01:33谭延坤张守运
合成纤维工业 2016年4期
谭延坤 ,张守运
(义乌华鼎锦纶股份有限公司,浙江 金华 322009)
高仿毛粗旦有光扁平锦纶FDY生产工艺探讨
谭延坤 ,张守运*
(义乌华鼎锦纶股份有限公司,浙江 金华 322009)
以相对黏度2.43的聚己内酰胺(PA6)为原料,采用高速纺丝生产高仿毛粗旦有光扁平锦纶全拉伸丝(FDY),探讨了纺丝、拉伸、上油、卷绕等工艺条件对产品质量的影响。结果表明:合理设计喷丝板,选择纺丝速度 4 300~4 400m/min,纺丝温度248~252 ℃,侧吹风速度0.50~0.55m/s、温度20~24 ℃、相对湿度90%~100%,拉伸比1.20~1.30,上油率1.40%~1.60%,可以生产出光泽柔和、仿毛手感好的粗旦有光锦纶FDY;上述工艺条件下,生产的80dtex/10f锦纶FDY断裂强度4.8cN/dtex,断裂伸长率27.3%,条干不匀率1.6%,扁平度1:4,异形度3.6。
聚己内酰胺纤维高速纺丝仿毛型有光扁平粗旦全拉伸丝
高仿毛粗旦有光扁平锦纶全拉伸丝(FDY)主要用于高档女式毛衣及女装面料,需要具有较好的光泽及闪光效应,且仿毛手感要好,因此,纤维的单丝线密度要高,异形度及强伸等性能指标要求非常严格,需要选择合适的工艺参数并严格控制生产条件。近年来,国内外化纤行业生产细旦扁平纤维较多,但主要为涤纶产品,多用于绒类织物的生产,以提高织物的柔软滑腻手感,而适用于仿毛粗旦锦纶扁平丝的生产线相对较少,且在毛衣领域的仿毛应用尚处于起始阶段。作者通过喷丝板设计控制纤维的扁平度,选择合适的生产工艺,成功开发生产了具有穿着舒适性及仿毛效果好的粗旦有光扁平锦纶FDY,以80dtex/10f产品为例,对高仿毛粗旦有光扁平锦纶FDY生产工艺进行了探讨。
1 试验
1.1原料
聚己内酰胺(PA6) 切片:纤维级有光切片,相对黏度2.43,熔点232 ℃,端氨基含量52mol/t,含水率480μg/g,杭州杭鼎锦纶科技有限公司产。
1.2主要设备及仪器
螺杆挤出机:长径比为24/1,德国Leonard公司制;ATi-Ⅱ 615MR/24 纺丝拉伸卷绕机:日本TMT公司制;YG023B型全自动单纱强力机:常州二纺机械有限公司制;Uster5 条干测试仪:乌斯特技术有限公司制;OLYMPUSX53荧光显微镜:奥林巴斯公司制。
1.380 dtex/10 f高仿毛锦纶FDY的生产
PA6切片在氮气保护下经预结晶和干燥后进入螺杆,经螺杆压缩熔融和计量后成为熔体,经预过滤进行初步除杂后,经计量泵计量,进入纺丝组件,熔体从组件喷丝板的喷丝孔挤出,经侧吹风冷却成纤,形成初生纤维,初生纤维经上油和预网络后,集束性加强,然后进入拉伸区,经第一热辊及第二导辊的热拉伸后,再经网络喷嘴加网集束后经第三导辊,卷绕成形,得到成品FDY。
主要纺丝工艺参数如下:侧吹风温度23 ℃、湿度100%、速度0.55m/s,联苯温度250 ℃,干燥温度110 ℃,油剂泵频率20Hz,干燥时间12h,滤后压力95MPa,组件起始压力17.0MPa,纺丝速度4 350m/min,纺丝温度250 ℃,第二热辊温度165 ℃,预网络压力0.08MPa,网络压力0.3MPa,卷绕角5.8°,拉伸比1.25。
1.4分析与测试
扁平度:采用显微镜测试纤维截面的平均长度和宽度,然后计算其长宽比,即扁平度。
异形度:测试纤维截面外接圆直径与纤维宽度,用其二者比值表征纤维的异形度。
强伸度:采用全自动单纱强力机按照GB/T4710—2011标准进行测试。
条干不匀率:通过Uster5 条干测试仪直接检测纤维的条干均匀性。
切片含水率:采用北京中西远大科技有限公司CZF28-SF-1压差法微量水份测定仪按照差压法测试。
切片及无油丝黏度:使用北京天创科技有限公司1835型乌氏黏度计通过滴定法测试。
2 结果与讨论
2.1切片含水率
粗旦异形锦纶的生产,熔体流量较大,对切片干燥要求不是太高,但由于喷丝孔为扁平异形结构,特别容易产生飘丝,因此切片的含水不宜太高,当含水率超过500μg/g时,在纺丝过程中容易产生水解或形成气泡丝,造成飘丝或断头现象[1];但含水率太低,需要干燥设备性能好,而且能耗高,当含水率低于350μg/g时,干燥条件的改变对含水率影响已很小。试验表明,生产中PA6切片含水率为350~400μg/g较为合适。
2.2纺丝工艺
高仿毛粗旦有光扁平锦纶FDY的生产对喷丝板的设计要求比较高,需要控制纤维扁平度在(1:4)~(1:6),如果扁平度高于1:7,仿毛手感会变差,扁平度低于1:3,则会影响成品的光泽效果,扁平度对纤维的仿毛手感及闪光效果的影响见表1。

表1 扁平度对仿毛手感及闪光效果的影响
生产中,为了能很好地保持纤维的异形度,纺丝温度、冷却吹风温度应设置偏低,而侧吹风速度和湿度则需要设置偏高,以提高冷却速度[2]。如果冷却速度太低,如侧吹风温度高于24 ℃,风速低于0.50m/s时,纤维的异形度会变差;但冷却速度太快,容易造成纤维皮芯结构,造成染色条纹等质量问题[3],当冷却风温度低于18 ℃,速度高于0.60m/s,纤维皮芯结构严重,成品织物染色均匀性变差,条纹严重。试验证明,纺丝速度4 300~4 400m/min,纺丝温度248~252 ℃,冷却风速度0.50~0.55m/s、温度20~24 ℃、湿度90%~100%时具有较好的效果,成品条干不匀率为1.0%~1.2%。
2.3拉伸工艺
为提高粗旦有光扁平纤维的仿毛效果,产品需要具有一定蓬松效果[4]。设定拉伸比偏高,有利于提高仿毛手感,但是如果拉伸比过高,当拉伸比高于1.35时,单丝断裂较多,形成毛丝和毛团,影响成品使用性能且异形度变差;当拉伸比低于1.15时,不但产品风格变差而且生产不稳定,丝条易抖动,造成丝条拉伸和受热不匀、纤维收缩和染色不匀等质量问题。从表2可知,生产80dtex/10f高仿毛有光扁平锦纶FDY时,拉伸比在1.20~1.30较为合适。
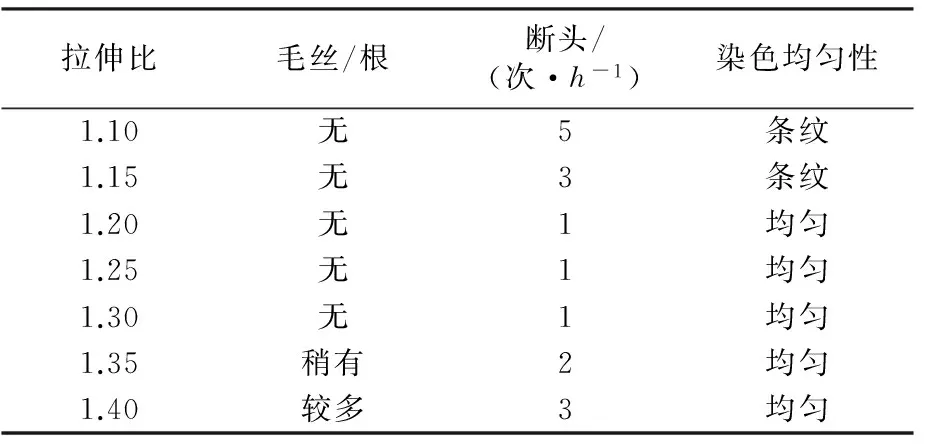
表2 拉伸比对纤维质量的影响
2.4纺丝上油
异形纤维单丝比表面积相对较大,在纺丝和使用过程中,摩擦力较大,丝条表面容易受损或单丝断裂形成毛丝或毛团,因此对油剂性能和上油率要求相对较高,不仅含油率要偏高,而且要均匀,要求油剂渗透性、油膜强度和覆盖性都要好[5],当上油率低于1.37%时,容易造成纤维油膜不匀,对丝条的保护性能下降,纤维使用性能差,上油率高于1.63%时,在使用过程中容易产生污渍。试验证明,上油率控制在1.40%~1.60%较为合适。
2.5网络与卷绕成形
网络点太多太牢都会影响纤维在使用时的蓬松性,成品织物手感变差[6],一般网络点要求较少且牢度偏低一些,但如果网络点太少,牢度太低,会造成退绕不良。试验证明,网络数为6~7个/m,网络度为50%~60%时,纤维织物具有较好的手感和使用性能。
由于异形纤维单丝排列不像圆孔丝那么紧密,单丝间空隙较大,因此丝卷密度较小,相对卷绕张力较小[7],如果卷绕张力太大,丝卷易出现凸间变形、蛛网丝以及塌边等现象,如果卷绕张力太小,则丝卷太松软,容易变形,不利于包装运输。试验证明,卷绕超喂率为3%~5%较合适。
2.6成品纤维主要物理性能
从表3可知,在保持纤维较高的强度条件下可以实现具有较好仿毛手感和闪光效应的扁平度的粗旦仿毛锦纶有光扁平纤维的生产,而且其条干均匀性相对较好。

表3 80 dtex/10 f高仿毛粗旦有光
3 结论
a. 合理设计扁平喷丝孔并控制好干燥条件,选择合适的纺丝、拉伸、网络、卷绕等工艺条件,可以生产出仿毛效果好,光泽柔和,使用性能好的高仿毛粗旦有光扁平锦纶FDY产品。
b. 生产80dtex/10f高仿毛粗旦有光扁平锦纶FDY时,选择纺丝速度4 300~4 400m/min,纺丝温度248~252 ℃,拉伸比1.25,卷绕角5.8°,卷绕超喂率3%~5%,控制纤维上油率为1.40%~1.60%,生产稳定,产品质量高,纤维断裂强度4.8cN/dtex,断裂伸长率27.3%,条干不匀率1.6%,异形度3.6。
[1]董纪震,孙桐,古大治.合成纤维生产工艺学[M].北京:中国纺织工业出版社, 1984:218-232.
DongJizhen,SunTong,GuDazhi.Syntheticfiberproductionprocess[M].Beijing:ChinaTextileIndustryPress,1984:218-232.
[2]沈新元.先进高分子材料[M].北京:中国纺织出版社,2006:63-72.
ShenXinyuan.Advancedpolymermaterials[M].Beijing:ChinaTextile&ApparelPress, 2006: 63-72.
[3]沈新元.高分子材料加工原理[M].北京:中国纺织出版社,2009:108-216.
ShenXinyuan.Polymermaterialprocessingprinciple[M].Beijing:ChinaTextile&ApparelPress, 2009:108-216.
[4]管新海.扁平形聚酯纤维成形工艺的研究[J].合成技术及应用,2001,16(4):36-37.
GuanXinhai.Studyonformingprocessofflatsectionpolyesterfibre[J].SynTechAppl, 2001,16(4):36-37.
[5]卞光明.直接纺涤纶FDY扁平丝的工艺探讨[J].合成技术及应用,2006,21(2):55-57.
BianGuangming.DiscussingofflatfilamentpolyesterFDYindirectspinning[J].SynTechAppl, 2006,21(2):55-57.
[6]孙荣召.2~83dtex/36f直纺扁平涤纶FDY生产工艺探讨[J].聚酯工业,2013,26(6):15-17.
SunRongzhao.Productionprocessof2-83dtex/36fdirectspinningflatPETFDY[J].PolyestInd,2013,26(6):15-17.
[7]逯瑞龙.130dtex/36f直纺扁平涤纶FDY的生产工艺[J].合成纤维工业,2009,32(6):16-18.
LuRuilong.Productionprocessof130dtex/36fdirect-spunflatpolyesterFDY[J].ChinSynFiberInd,2009,32(6):16-18.
Discussionofproductionprocessofsuperwool-likeheavy-denierbrightflatpolycaprolactamFDY
Tan Yankun, Zhang Shouyun
(Yiwu Huading Nylon Co., Ltd., Jinhua 322009)
Asuperwool-likeheavy-denierbrightflatpolycaprolactam(PA6)fullydrawnyarn(FDY)wasproducedbyusingPA6withtherelativeviscosityof2.43asrawmaterialviahigh-speedspinningprocess.Theeffectsofspinning,drawing,oilingandwindingprocessconditionsontheproductqualitywerediscussed.Theresultsshowedthattheheavy-denierbrightPA6FDYcouldbeproducedwithsoftlusterandgoodwool-likehandlebyusingproperlydesignedspinneretundertheconditionsofspinningspeed4 300-4 400m/min,spinningtemperature248-252 ℃,crossairblowspeed0.50-0.55m/s,temperature20-24 ℃andrelativehumidity90%-100%,drawratio1.20-1.30,oilpick-up1.40%-1.60%;theobtained80dtex/10fPA6FDYhadthebreakingstrengthof4.8cN/dtex,elongationatbreak27.3%,yarnirregularity1.6%,flatness1:4,degreeofprofile3.6.
polycaprolactamfiber;high-speedspinning;wool-like;bright;flat;heavydenier;fullydrawnyarn
2016- 01-21;修改稿收到日期:2016- 05-28。
谭延坤(1972—),男,工程师,从事化纤生产管理以及生产技术研究工作。E-mail:tan1331@sina.com。
*通讯联系人。E-mail:syzhang2008741208@163.com。
TQ342+.11
B
1001- 0041(2016)04- 0075- 03
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
福建轻纺(2022年1期)2022-02-18
纺织科学研究(2021年9期)2021-10-14
保健与生活(2021年1期)2021-02-04
China International Studies(2021年5期)2021-01-03
纺织科学研究(2020年1期)2020-05-21
散文诗世界(2019年10期)2019-09-10
陶瓷学报(2019年5期)2019-01-12
西安工程大学学报(2016年2期)2016-06-05
中国纤检(2015年13期)2015-11-16