PTA装置高压吸收塔泄漏失效案例分析
2016-10-09 06:16陈玲孔令雷化学工业设备质量监督检验中心江苏南京210036
化工管理 2016年24期
陈玲 孔令雷(化学工业设备质量监督检验中心,江苏 南京 210036)
PTA装置高压吸收塔泄漏失效案例分析
陈玲 孔令雷(化学工业设备质量监督检验中心,江苏 南京 210036)
针对一起高压吸收塔泄漏事故,制定了检验方案,按方案实施检验,发现缺陷和泄漏原因;并对缺陷产生原因进行了分析。奥氏体不锈钢在敏化温度区间停留时间过长,造成材料抗晶间腐蚀能力显著降低。
吸收塔;敏化;晶间腐蚀;点蚀
某化工企业PTA装置氧化工段关键设备高压吸收塔在2010年8月开车期间,巡检人员发现下封头有黑色粘稠状物料流出,吸收塔发生泄漏,随即紧急停车。由企业设备管理部门委托我中心进行查漏并进行定期检验。以下结合查漏、检验过程对本次泄漏事故进行案例分析。
1 高压吸收塔技术资料
精对苯二甲酸,简称PTA,是重要的聚酯原料。PTA工艺是以对二甲苯为原料,在醋酸和氢溴酸溶剂中,与空气中的氧在氧化反应器中进行高温氧化,再经结晶、过滤、干燥后生成粗对苯二甲酸,然后经催化加氢以及结晶、过滤干燥后得到PTA。高压吸收塔是用来处理氧化反应尾气的,该塔为筛板塔,下段采用醋酸喷淋,回收反应器尾气中的对二甲苯、醋酸甲酯等组分,上段采用水喷淋,回收气相中的醋酸。该台高压吸收塔的主要技术资料如下:
设计单位:上海医药工业设计院 设计规范:GB150-89、《容规》
制造单位:无锡化工机械厂 制造规范:GB150-89、《容规》
容器内径:Φ2600mm 容 积:87.8m3
封头型式:椭圆形 支座型式:裙座
主体材质:筒体—16MnR+00Cr17Ni14Mo2(爆炸复合板)
封头—16MnR+00Cr17Ni14Mo2
主体厚度:筒体—22+3mm

图1 宏观检验发现的漏点
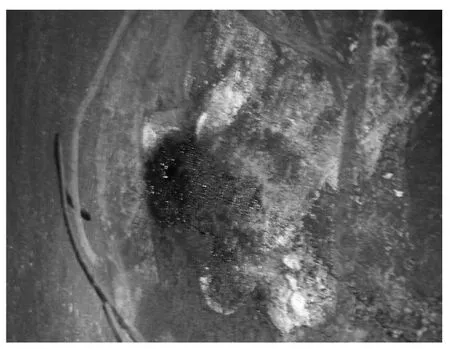
图2 外表面漏点
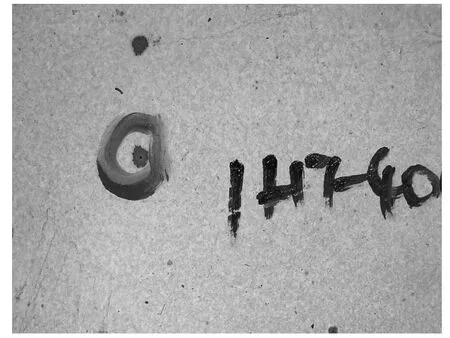
图3 封头衬里孔蚀
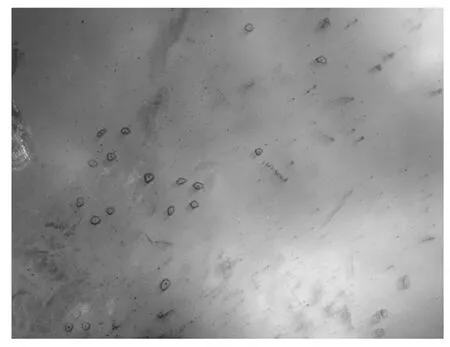
图4 封头衬里孔蚀分布
封头—22+3mm
设计压力:2.0MPa 实际操作压力:1.28MPa
设计温度:120℃ 实际操作温度:49℃
工作介质:蒸汽、水、醋酸等。
2 检验方案制定
检验主要内容:宏观检验、壁厚测定、内表面衬里环纵焊缝及封头拼缝100%渗透检测、接管角焊缝100%渗透检测、下封头内表面100%渗透检测等;在外部对下封头进行100%超声波直探头扫描,检测碳钢层的腐蚀程度及范围。
3 检验结果
(1)宏观检验发现下封头衬里拼缝焊趾线部位存在1处漏点,此处有水返渗出来,渗透检测剂均被冲淡稀释,对渗透检测不敏感,肉眼观察此缺陷为针孔类缺陷;对应部位外表面可见一处Ф4mm腐蚀穿孔,边缘有物料泄漏痕迹。见图1、2。
(2)渗透检测发现下封头衬里母材存在约30余处孔蚀,蚀孔直径≤2mm;深度不明;以蚀孔为中心,从内表面进行厚度测定,发现部分蚀孔部位显示的厚度为衬里厚度,即3mm左右;其他完好部位显示为基层+衬里层厚度,即25mm左右。说明,该部分孔蚀已穿透不锈钢衬里层,并对碳钢基层造成一定的腐蚀损伤,造成孔蚀附近衬里层与碳钢层存在缝隙,超声波无法通过,从而只能得到衬里层的厚度。见图3、4。
(3)从外壁对漏点部位进行超声波扫描,发现碳钢层腐蚀范围直径约60mm左右。
4 缺陷修复
(1)对所有的孔蚀部位进行打磨,去除衬里层,查明衬里下面碳钢层的腐蚀情况,打磨发现碳钢层基本存不同程度的腐蚀损伤,直径≤6mm,深度≤2mm。打磨去除腐蚀产物后,进行堆焊处理。
(2)漏点部位打磨去除衬里层,发现约50×60mm的长圆形区域的碳钢基层受到腐蚀,区域中心一腐蚀穿孔。打磨去除腐蚀产物后,进行堆焊处理。
(3)所有堆焊部位采用超声波检测和渗透检测,确保无超标缺陷产生。
(4)焊接部位及附近表面酸洗钝化处理。
5 缺陷产生原因分析
(1)介质与材料的匹配性:高压吸收塔的工作介质中含有醋酸溶液和溴离子,溴离子是生产工艺带入的;在本案例的操作温度和压力下,醋酸对不锈钢的腐蚀性不强,尤其是含钼元素的超低碳不锈钢,但当溶液中含有溴离子时,又会呈现出强烈的腐蚀性。氧化反应中,溴离子在醋酸中的摩尔浓度为(1.2~1.4)×10-2mol/Kg,如果工业控制溴离子浓度过大,会加剧对材料的腐蚀。根据PTA装置的选材原则,接触含溴离子的醋酸溶液,在温度<105oC时,设备应采用超低碳不锈钢。该台设备衬里为00Cr17Ni14Mo2,符合要求。
(2)溴离子对不锈钢的腐蚀:含有对苯二甲酸及溴离子的溶液在流动的过程中会对钢材表面形成冲刷,破坏不锈钢表面的钝化膜,钝化膜被破坏后,不锈钢金相组织中含有的微量S、P元素形成的夹杂物或析出相会暴露出来,成为点蚀的起源。溴离子是活泼的阴离子,能强烈的吸附的钢表面,侵蚀性很强,首先把钢材表面的夹杂物侵蚀去除后,沿晶界产生一个蚀孔,在蚀孔内或者焊缝表面气孔内溴离子进一步浓缩,点蚀就会向深度方向发展,穿透不锈钢衬里层到达碳钢层,醋酸对碳钢有强烈的腐蚀溶解作用,短时间内就会造成碳钢层的腐蚀穿孔,形成泄漏。
(3)筒体与封头的点蚀程度截然不同:相同的工况下,与下封头连接的筒体衬里内表面几乎没有孔蚀现象发生。筒体由复合板直接卷制而成,除了焊接以外,不锈钢衬里未受到其他的热输入;而封头是热压而成。热压必然要经过不锈钢的敏化温度区间。敏化就是不锈钢在一定温度范围内,晶界析出Cr23C6,而由于快速加热和冷却(如焊接热循环或短时加热),C原子扩散速度快,而Cr原于扩散受到限制,这样在Cr23C6周围的晶界形成贫铬区,易于发生晶间腐蚀。Cr23C6的析出温度,因材料不同有所变化,一般在400~750℃。在奥氏体不锈钢中,由于焊接是快速连续加热冷却的,而Cr23C6的析出是一个扩散过程,需要有足够扩散的温度条件,产生Cr23C6析出的焊接热影响区峰值温度一般是600~1000℃,这个温度区间的部位叫做敏化区。在600~800℃冷却速度是决定是否产生敏化的关键因素。在Cr23C6析出温度内,冷却速度慢或保温,使Cr有充分的时间,扩散到贫铬区,使贫铬区不“贫铬”而恢复耐蚀性。当冷却速度较快时,C和N能从铁素体析出在晶界形成碳化物和氮和氮化物而Cr的扩散受到限制,在晶界形成“贫铬”面产生敏化现象。焊接时产生的热量可由钢板传导和空气冷却,冷却速度较快,所有筒体的焊缝一般不会产生敏化现象,抗点蚀能力很强。而封头热压温度一般在930℃附近,保温,冷却,如果不采取强制冷却措施的话,在600~800℃间必然停留时间较长,造成敏化,抗晶间腐蚀能力大大降低,容易发生点蚀(孔蚀)。封头在敏化温度区间停留时间过长,是封头产生大量点蚀的根本原因。
相关研究资料表明,封头在1100℃压制成型后,保温20分钟,然后采用水淬冷却。再在650℃回火2小时,复合板抗晶间腐蚀的能力基本不变。
[1]强天鹏.压力容器腐蚀.压力容器检验,2015年版.
[2]余存烨.PTA装置不锈钢点腐蚀综述[J].石油化工腐蚀与防护.2009,26(6):1~7.
Make an inspection plan for a leakage accident of high pressure absorption tower.
absorption tower,sensitization,intergranular cor⁃rosion,pitting corrosion
陈玲(1968-),女,工程师,主要从事压力容器、压力管道定期检验,无损检测工作。
Failure Analysis of Leakage of High Pressure Absorption Tow⁃er.
Perform inspection according to the plan.Found defects and reason of leakage.Analyze the cause of the defects.Austenitic stain⁃less steel in sensitization temperature range for a long time,which reduces the material anti-intergranular corrosion resistance signifi⁃cantly.
猜你喜欢
珠江水运(2022年13期)2022-08-04
世界科学技术-中医药现代化(2022年2期)2022-05-25
化工装备技术(2022年6期)2022-02-04
世界科学技术-中医药现代化(2021年8期)2021-12-21
世界科学技术-中医药现代化(2021年7期)2021-11-04
安全、健康和环境(2020年1期)2020-03-25
山东冶金(2019年6期)2020-01-06
陶瓷学报(2019年5期)2019-01-12
中国设备工程(2018年19期)2018-10-12
西南石油大学学报(自然科学版)(2018年4期)2018-08-02