
影响热镀锌板三价铬钝化膜质量的因素及改进措施
2016-09-28 06:24张亮亮李研于洋高小丽张秋生鲍成人
电镀与涂饰 2016年16期
张亮亮*,李研于洋高小丽张秋生,鲍成人
(1.首钢技术研究院,北京 100043;
2.绿色可循环钢铁流程北京市重点实验室,北京 100043;
3.首钢京唐公司冷轧厂,河北 唐山 063200)
【经验交流】
影响热镀锌板三价铬钝化膜质量的因素及改进措施
张亮亮1,2,*,李研1,2,于洋1,2,高小丽1,2,张秋生3,鲍成人3
(1.首钢技术研究院,北京 100043;
2.绿色可循环钢铁流程北京市重点实验室,北京 100043;
3.首钢京唐公司冷轧厂,河北 唐山 063200)
针对某冷轧厂生产的三价铬钝化热镀锌板耐蚀性差的问题,从微观特征与钝化工艺方面对钝化膜质量进行研究。发现钝化膜质量与膜中Cr化合物的含量正相关,致密性越好则耐蚀性越好,而且钝化膜厚度及其均匀性与带钢运行速率、基板厚度、钝化涂覆辊辊间压力等参数有密切关系。从钝化液浓度、基板粗糙度、涂覆辊辊间压力、钝化辊辊面质量等方面对钝化工艺进行优化,钝化膜质量得到明显改善,72 h中性盐雾试验合格率达到95%以上。
钢;热浸镀锌;三价铬钝化膜;耐蚀性;中性盐雾试验;微观结构;工艺优化
First-author's address: Shougang Research Institute of Technology, Beijing 100043, China
钝化处理作为一种重要的表面防腐蚀处理手段,广泛应用于热镀锌产品的表面处理上[1-2]。由于钢卷在到达客户之前要经过长途运输,且用户使用前也会存储一段时间,因此对其耐蚀性要求极高,规定钢板72 h中性盐雾试验的白锈面积小于5%方能出厂。
某冷轧厂在生产钝化镀锌板时出现了大量的盐雾试验不合格现象,制约了产品的推广,提高钝化膜的质量,增强钝化镀锌板耐蚀性迫在眉睫。本文通过实验分析,从钝化膜结构、厚度和均匀性控制等方面研究,结合产线工况提出了相应的解决措施,以获得结构致密且厚度均匀性良好的钝化膜,使盐雾试验合格率达到95%以上。
1 实验材料和方法
实验基板为某冷轧厂生产的普通SPCC镀锌板,钝化液取自该冷轧厂的2条镀锌产线,分别从2个厂家(以A和B表示)采购,钝化工艺均为辊涂式,将钝化液涂覆在运行的镀锌钢带上,随后烘干。
镀锌板钝化后采用5%的盐水溶液进行72 h中性盐雾试验,按GB/T 6461-2002进行评级(5级以上合格)。采用赛默飞世尔科技有限公司生产的ESCALAB 250Xi型X射线光电子能谱仪(XPS)分析钝化膜结构及元素价态。使用德国蔡司EVO18型扫描电镜(SEM)观察钝化膜表面微观形貌。采用美国Thermo公司的9900型X荧光光谱仪(XRF)测量钝化膜膜重。使用三电极体系,饱和甘汞电极(SCE)作参比电极,铂片作辅助电极,待测试样为工作电极(暴露面积为1 cm2),在普林斯顿公司的2273型电化学工作站上进行动电位扫描,扫速1 mV/s,测得工艺改进前后的镀锌板在3.5% NaCl溶液中的极化曲线。
2 钝化膜微观结构分析
图1为采用2种不同钝化液钝化的镀锌板经72 h中性盐雾试验后的外观,可以看出两者均有白锈产生。采用A钝化液的镀锌板腐蚀较为严重,出现大面积发黑的现象;采用B钝化液的镀锌板上白锈面积小于15%,但距离5%以下的合格标准仍有一定差距。为探究两者腐蚀情况的差别,从钝化膜微观形貌、成分等方面进行了分析[3-4]。
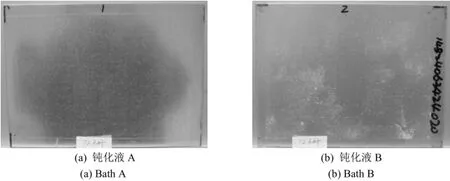
图1 不同钝化镀锌板72 h中性盐雾试验后的外观Figure 1 Appearance of hot-dip galvanized sheets passivated with different baths after 72-hour neutral salt spray test
钝化液成分是决定钝化膜内部化合物组成的最重要因素,于是对2个试样上的钝化膜进行了XPS分析。首先进行全扫描,结果如图2所示。可以看出,两钝化液中所得钝化膜内均含有P、C、Ca、O、N、Zn等元素。

图2 不同钝化液中所得钝化膜的表面成分XPS全扫描谱图Figure 2 Survey-scan XPS spectra of surface composition for passivation coatings obtained from different baths
在钝化膜中,Cr的化合物起到重要的耐蚀作用,因此针对两厂家的钝化膜中铬元素作进一步扫描分析,结果见图3。
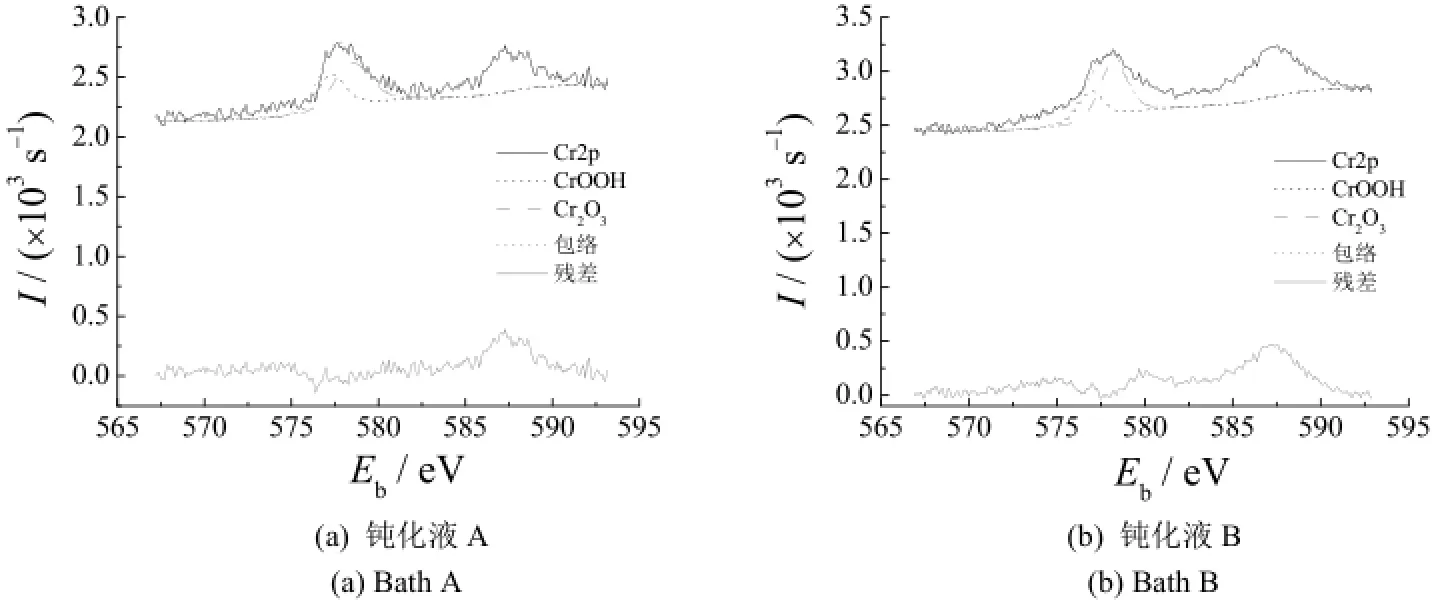
图3 不同钝化膜表面Cr元素的XPS谱图Figure 3 XPS analysis of Cr on the surfaces of different passivation coatings
与Cr元素标准卡片谱图对比可知,两种钝化膜的Cr元素结合能均为578 eV左右,为三价铬离子。图3a分峰后的结合能为576.82 eV和578.74 eV,图3b则为576.91 eV和578.2 eV,对应的化合物分别为CrOOH和Cr2O3,这2种化合物对应的峰值曲线下方的面积如表1所示。

表1 不同Cr元素化合物谱线下方的积分面积Table 1 Integrated areas under the spectra of different chromium compounds
从表1可知,两厂家的钝化膜均为三价铬膜,厂家A钝化膜的谱图分峰后2种化合物对应的峰值曲线下方面积均比厂家B的小,说明其钝化膜中Cr的2种化合物含量低,这也与盐雾试验结果相符,即厂家A的钝化膜腐蚀相对严重与其钝化膜中有效Cr成分偏低有直接关系。
3 影响钝化膜厚度及均匀性的因素
钝化膜厚度及均匀性是影响钝化产品耐蚀性的重要因素之一。过厚的钝化膜会造成原料的浪费,过薄的钝化膜又达不到耐蚀性要求[5]。本文所提到的钝化膜厚度用膜重来表示,膜重以测量钝化膜中铬离子含量来表征。表2是两产线不同规格钢板上钝化膜膜重分布统计及对应的盐雾评级,每种规格选取3组试样给出评级,每个试样给出两面的膜重,每面随机选取3个位置的均值记为该面膜重。
由表 2可知,薄规格镀锌板整体钝化膜平均厚度大于厚规格,并且在一定的范围内,盐雾评级随着钝化膜厚度增加有所提高,但膜重超过45 mg/m2时盐雾评级不再提高,反而有所下降。这可能与膜太厚时均匀性变差有关,另外薄规格带速高,烘干时间一般只有15 ~ 20 s,造成钝化膜老化程度不够,对耐蚀性也有影响。盐雾试验不合格主要集中在厚规格,这与厚规格带钢的钝化膜较薄有关。根据产线实际工况可知,膜层厚度与带钢运行速率成正比,有文献[6-7]也指出钝化膜膜重跟涂覆辊与拾料辊的辊间压力成反比,因此厚规格带钢在低带速和高辊间压力的作用下造成钝化膜偏薄。图4的统计验证了不同规格的生产速率和钝化时辊间压力分布的规律。但同时发现薄规格生产时驱动侧和操作侧存在较大的辊间压力波动,而辊间压力波动与钝化膜的均匀性正相关。此外,带钢板型等其他原因也会影响膜层的均匀性。值得注意的是,厂家A和B的盐雾试验结果整体评级并不高,且从数据的整体趋势来看,相同规格带钢上钝化膜的膜重是A略低于B,膜重小则耐蚀性差,这也侧面证实了耐腐蚀性与钝化膜微观结构中有效Cr含量偏低有直接关系。

表2 量产钝化膜膜重与带钢规格的关系Table 2 Relationship between passivation coating weight and steel strip thickness in mass production
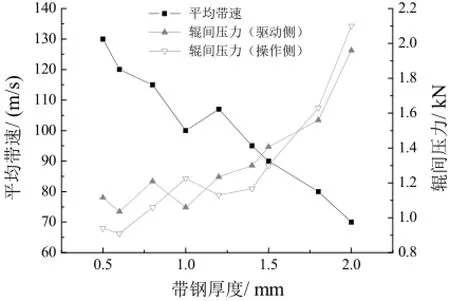
图4 带速及涂覆辊间压力随带钢厚度的变化规律Figure 4 Variation of running rate and coating roller pressure with steel strip thickness
钝化膜厚度不均必然导致其微观形貌的差异,因此进一步采用扫描电镜对钝化膜的形貌进行观察。随机选取了带钢不同板宽方向的视场,结果如图 5所示。二次电子像下两钝化膜的形貌有明显差别,驱动侧的钝化膜凹坑处存在轻微的裂纹倾向,这可能是带钢表面本身粗糙度凹凸不平,凹陷位置及其边缘处有利于钝化液的涂覆,钝化膜在该位置固化成膜后较厚[8],同时该侧涂覆辊压力偏大,在持续的张力作用下引起开裂,钝化膜致密性变差必然造成耐蚀性下降。
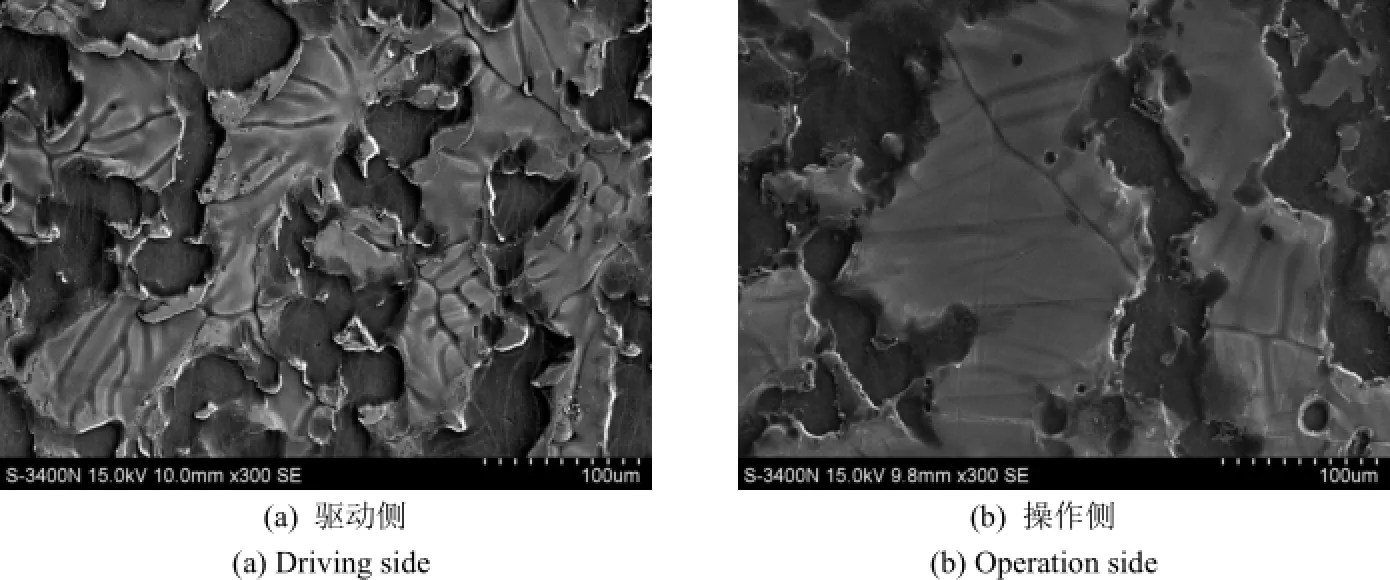
图5 带钢板宽方向不同位置钝化膜的形貌Figure 5 Morphologies of passivation coatings at different positions along the width direction of a steel stripe
4 改进措施
钝化膜中三价铬形成量与钝化工艺段许多因素有关,主要包括钝化液浓度、pH,以及烘干温度和时间等参数[9]。对产线的钝化工艺段进行维护,钝化液A和钝化液B中Cr3+原来分别为1.5 ~ 3.0 g/L和2.0 ~ 3.5 g/L,均提高到4.0 ~ 5.5 g/L,pH维持原来的2.0 ~ 3.0不变。针对薄规格钝化镀锌板老化时间不够的问题,由于产线有产量完成指标,因此通过适当提高烘干温度来弥补,具体措施为:产线集中排产薄规格,合理提高燃烧室温度,使烘干温度由(40 ± 5) °C提高到(55 ± 5) °C,保证膜内水分充分挥发且不破坏膜的结构。
按表3的要求合理规范钝化辊的使用,并有针对性地提高厚规格带钢粗糙度,使带钢表面能存储更多的钝化液,从而增大膜厚,同时通过加强辊期管理、提高磨辊精度等措施控制钝化辊面质量,在镀锌工序后保证光整和拉矫处理来控制带钢板型,最终使涂覆辊辊压得以稳定,将不同规格的带钢钝化膜的膜重控制在(45 ± 0.1) mg/m2。

表3 钝化涂覆辊使用要求Table 3 Requirements for use of passivation coating roller
图6为2条产线改进前后镀锌板在3.5% NaCl溶液中的极化曲线,拟合参数见表4。由表4可知,采用不同厂家钝化液的两产线改进后所得钝化膜的自腐蚀电位基本不变,自腐蚀电流密度降低一半以上。图7为工艺改进后2条产线所得样板经72 h中性盐雾试验后的形貌,从中可知两产线工艺改进后所得样板在盐雾试验后的腐蚀面积小于0.01%,评级均达到9级。上述结果均表明工艺改进后镀锌板的耐腐蚀性能均得到很大提高。

图6 工艺改进前后不同钝化样板的Tafel曲线Figure 6 Tafel curves for passivated samples before and after process improvement

表4 Tafel曲线的拟合参数Table 4 Fitting parameters of the Tafel curves

图7 工艺改进后不同热镀锌产线所得样板经72 h中性盐雾试验后的外观Figure 7 Appearance of the samples obtained from different improved hot-dip galvanizing production lines after 72-hour neutral salt spray test
5 结语
经过工艺优化和措施改进,两条产线镀锌板钝化膜的耐蚀性显著增强,72 h中性盐雾试验合格率达到95%以上,保证了该冷轧厂钝化镀锌板的推广。
[1] 郑环宇, 安茂忠, 范立双. Zn-Ni合金镀层的黑色钝化工艺研究[J]. 电镀与涂饰, 2005, 24 (4): 10-13.
[2] 任艳萍, 陈锦虹. 镀锌层三价铬钝化膜腐蚀行为的研究[J]. 材料保护, 2007, 40 (2): 7-10.
[3] 王云燕, 彭文杰, 舒余德. Zn-Fe合金镀层黑色钝化工艺研究I──钝化液组成成分的优化[J]. 电镀与涂饰, 2003, 22 (5): 1-6.
[4] BAYATI M R, SHARIAT M H, JANGHORBAN K. Design of chemical composition and optimum working conditions for trivalent black chromium electroplating bath used for solar thermal collectors [J]. Renew Energy, 2005, 30 (14): 2163-2178.
[5] 袁群. 马钢一钢轧2#热镀锌线辊涂机工艺的控制[J]. 安徽冶金, 2010 (1): 35-37.
[6] 刘朴, 魏宇, 谢贤龙. 宝钢热镀锌无铬钝化钢板的生产[J]. 宝钢技术, 2008 (1): 77-80.
[7] 杜杰, 张扬. 镀锌钝化生产工艺优化[J]. 金属世界, 2015 (2): 60-62.
[8] 李黎, 郭志飞, 张建强, 等. 烘干温度对热镀锌层钝化膜形貌及耐腐蚀性能的影响[J]. 电镀与精饰, 2014, 36 (6): 25-28.
[9] 袁诗璞. 镀锌三价铬钝化应用的若干问题[J]. 涂装与电镀, 2011 (1): 32-37, 44.
[ 编辑:温靖邦 ]
Factors affecting the quality of trivalent chromium passivation coating on hot-dip galvanized steel sheet and improvement measures
Z H ANG Liang-liang*, LI Yan, YU Yang, GAO Xiao-li, ZHANG Qiu-sheng, BAO Cheng-ren
The quality of trivalent chromium passivation coatings were studied from the aspects of microscopic characteristics and passivation process to solve the problem of poor corrosion resistance of the hot-dip galvanized steel sheets produced in a cold rolling plant. It was found that the quality of passivation coating is positively correlated with the content of Cr compounds in the coating. The better the compactness of passivation coating is, the high its corrosion resistance is. The coating thickness and its uniformity are closely related with the running rate and thickness of steel strip, the pressure of passivation coating roller and so on. The passivation process parameters including passivation bath composition, the roughness of steel strip, the stress of passivation coating roller and the quality of passivation coating roller surface were optimized. The quality of passivation coatings are improved obviously after optimization. The pass rate is higher than 95% in 72-hour neutral salt spray test.
steel; hot-dip galvanizing; trivalent chromium passivation coating; corrosion resistance; neutral salt spray test;microstructure; process optimization
TG174.443; TG178
A
1004 - 227X (2016) 16 - 0858 - 05
2016-04-18
2016-07-07
张亮亮(1989-),男,河北邯郸人,硕士,助理工程师,从事冷轧带钢表面缺陷及镀锌板表面耐蚀性的研究,高等级薄板全流程表面缺陷控制小组核心成员。
作者联系方式:(E-mail) wjzllnihao1234@126.com。
猜你喜欢
山东冶金(2022年3期)2022-07-19
汽车实用技术(2022年9期)2022-05-20
汽车工艺与材料(2022年5期)2022-05-19
广州化工(2020年13期)2020-07-22
农家科技中旬版(2019年3期)2019-07-08
电镀与环保(2016年2期)2017-01-20
中文信息(2016年5期)2016-05-31
中国钢铁业(2013年5期)2013-11-04
中国钢铁业(2013年4期)2013-03-23
中国钢铁业(2012年11期)2012-09-21
