一步法锦纶氨纶包覆丝的包覆工艺及性能研究*
2016-09-27 01:47:48刘海婷白秀娥赵广兵李海涛管新海
现代丝绸科学与技术 2016年4期
刘海婷,白秀娥,赵广兵,李海涛,管新海
(1.苏州大学纺织与服装工程学院,江苏 苏州 215021;2.吴江亚太化纺有限公司,江苏 吴江 215231)
一步法锦纶氨纶包覆丝的包覆工艺及性能研究*
刘海婷1,白秀娥1,赵广兵2,李海涛2,管新海1
(1.苏州大学纺织与服装工程学院,江苏 苏州 215021;2.吴江亚太化纺有限公司,江苏 吴江 215231)
研究了锦纶氨纶拉伸假捻包覆一步法中锦纶6变形丝和氨纶拉伸丝同时输入包覆喷嘴涡流腔内、在超高速涡流空气下形成锦纶氨纶包覆丝的试验方法,探讨了不同包覆工艺条件对锦纶氨纶包覆丝性能的影响。试验表明:在不同包覆喷嘴孔径、喷射空气压力、加工速度工艺条件时,其锦纶氨纶包覆丝的沸水热收缩率及断裂强伸度也随之产生不同的变化。试验认为:包覆工艺参数选择在包覆喷嘴孔径为0.9mm、空气压力为0.45MPa及加工速度为750m/min较为合理,从而使制成的锦纶氨纶包覆丝具有较好的热收缩性能和强伸度特性。
锦纶6变形丝;氨纶拉伸丝;包覆丝;包覆工艺;性能
目前,国内外市场上通常采用二步法或三步法生产包芯纱、包覆纱的加工方法及工艺技术路线,其整个加工设备通常需由包括锦纶6POY 拉伸假捻机、氨纶丝拉伸机、锦纶6DTY 与氨纶拉伸丝包覆机三种设备,该生产方法存在加工工序复杂、工艺流程长、加工速度低、能耗高、效率低、生产成本高、产品质量差等诸多缺点,其制得的产品易出现染色不匀,弹性差,易缩水、质量不稳定等问题。本研究主要针对上述包覆丝生产方法及工艺设备上存在的不足和亟需解决的缺陷,采用将锦纶6预取向丝(POY)与氨纶放在同一台机器上进行拉伸、假捻、包覆加工的生产方法及工艺设备技术。本试验着重研究经拉伸假捻后的锦纶6变形丝(DTY)和氨纶拉伸丝同时输入并丝器和包覆装置,在包覆喷嘴涡流腔内的超高速涡流空气下形成锦氨包覆,经上油和卷绕成型,制得锦氨纶包覆丝的研究方法,实现一步法生产锦纶6POY/氨纶拉伸假捻包覆丝的包覆工艺及设备关键技术的突破,使锦氨纶包覆丝具有包覆卷缩细、膨松弹性好、弹性伸长率可控、质量均匀、品质好、附加值高等优良特性,从而达到缩短生产工艺流程、降低能耗和生产成本、提高生产效率及产品质量和高附加值的目的。
1 实验
1.1实验材料
本试验产品规格为2040/34锦氨纶包覆丝,其中氨纶丝规格为22dtex,锦纶6拉伸假捻变形丝规格为44dtex。
1.2实验设备
本研究试验选用经柔性化技术改造后的一步法锦纶POY/氨纶拉伸假捻包覆机设备,它包括由锦纶POY拉伸假捻机装置、氨纶丝拉伸机装置、锦纶6变形丝与氨纶拉伸丝包覆机装置三部分构成。
1.3测试仪器及方法
1.3.1沸水收缩率的测定
用YG086型缕纱测长仪绕取一定数量的纤维,在预加张力(0.1cN/dtex)下测定纤维的原始长度l0,然后用纱布包好,放入沸水中煮30min,取出并自然冷却,在相同预加张力下测定纤维长度l1,并用下式计算纤维的沸水收缩率。

(1)
1.3.2力学性能的测定
用Y741型纤维强力仪测定纤维强伸度等指标。
1.4实验工艺
1.4.1工艺流程
试验采用锦氨纶拉伸假捻包覆一步法过程中将已经拉伸假捻得到锦纶6变形丝与经拉伸一定倍数的氨纶拉伸丝同时输入并丝器、第二罗拉至包覆装置进行包覆后,再经辅助罗拉、上油装置和卷绕装置进行卷绕成型,制得锦氨纶包覆丝,其包覆工艺流程及技术路线如图1所示。
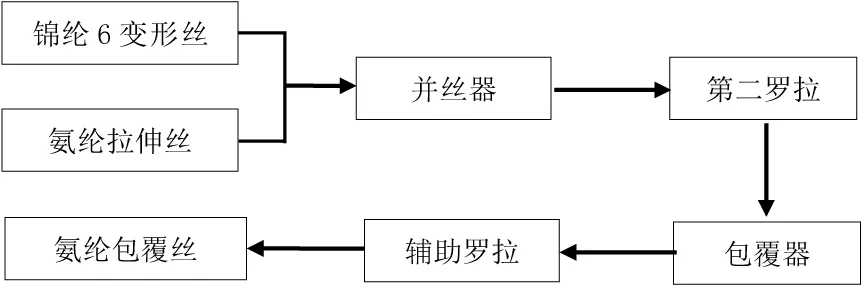
图1 锦氨纶包覆丝的包覆工艺流程图
1.4.2工艺参数

表1 锦氨纶包覆丝的包覆工艺参数
2 结果与讨论
在锦纶6变形丝与氨纶拉伸丝的包覆加工过程中,研究采用将拉伸假捻工序制成的锦纶6变形丝和已拉伸一定倍数的氨纶拉伸丝同时输入包覆喷嘴装置,在包覆喷嘴腔内的涡流态喷射气流下激烈地移动和回转,然后与喷射气流一起连续地从涡流腔紊流区泄出,并在泄出的一瞬间沿丝条轴线方向上进行缠结交络包覆,形成有规则缠结交络度及卷缩膨松状态丝圈的锦氨纶包覆丝的试验方法,探讨不同包覆工艺条件对锦氨纶包覆丝性能及包覆效果的影响[1],尤其是所设包覆工艺条件中的喷嘴孔径、喷射空气压力、加工速度变化与锦氨纶包覆丝热收缩性能及断裂强伸度之间的构效关系。
2.1锦氨纶包覆喷嘴孔径
由于一步法锦氨纶包覆丝的热收缩性能是由锦纶和氨纶这两种组分的分子结构与分子热运动所共同贡献的[2],它主要取决于拉伸假捻包覆工艺条件,尤其是所设包覆工艺对包覆丝热收缩性能的影响更为明显,不同的包覆工艺参数将制得不同的锦氨纶包覆丝热收缩性能。图2给出了在一定的喷射空气压力和加工速度条件下、不同喷嘴孔径与100℃沸水处理后包覆丝热收缩性能的变化趋势。
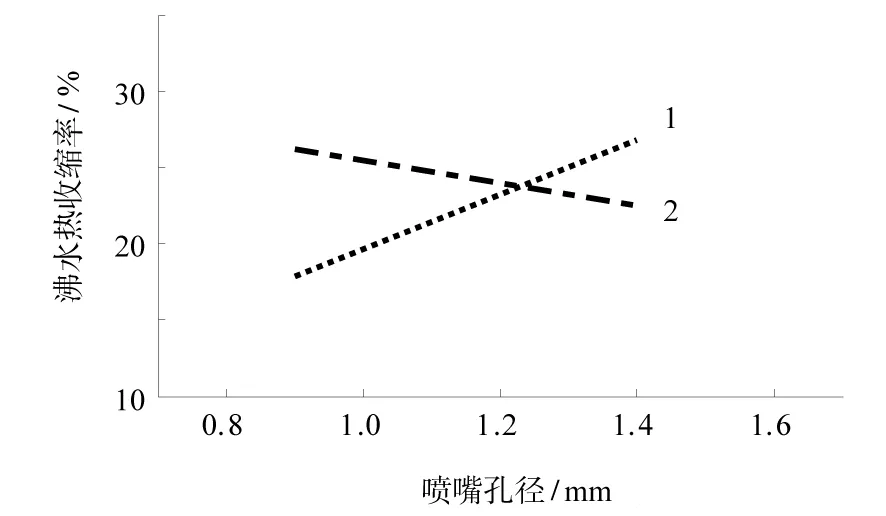
(1)加工速度750m/min和空气压力0.30MPa(2)加工速度750m/min和空气压力0.45MPa图2 不同喷嘴孔径与100℃沸水热收缩性能的关系
从图2不同喷嘴孔径与100℃沸水处理后包覆丝热收缩性能变化曲线可以看出,在一定的加工速度为750m/min和喷射空气压力分别为0.30MPa和0.45MPa工艺条件下,设定不同的包覆喷嘴孔径参数值,其包覆丝沸水热收缩率的变化也不相同。当喷射空气压力为0.30MPa时,随着包覆喷嘴孔径的增大,其包覆丝的沸水热收缩率也随之增加,而在喷射空气压力为0.45MPa时,其包覆丝的沸水热收缩率则随之增大而降低。其原因可能是由于在相同的喷射空气压力下,不同包覆喷嘴孔径及涡流腔的大小会对喷射空气涡流态的冲击力产生不同的影响效果,从而使较小的包覆喷嘴孔径及涡流腔相比较大的包覆喷嘴孔径及涡流腔能在相同的喷射空气压力下产生相对较大的空气涡流状态的冲击力,造成包覆加工过程中包覆丝的热收缩性能的变化趋势产生明显的不同或差异。由此可知,在一定的加工速度、喷射空气压力为0.30MPa和0.45MPa时,不同包覆喷嘴孔径将制得具有不同沸水热收缩率特性的锦氨纶包覆丝。
2.2锦氨纶包覆喷射空气压力
本研究还对在一定包覆喷嘴孔径和加工速度条件下,不同包覆喷射空气压力对锦氨纶包覆丝热收缩性能的影响进行了试验,探讨不同喷射空气压力与锦氨纶包覆丝热收缩性能在100℃沸水热处理时的内在关系。

(1)加工速度750m/min和喷嘴孔径0.90MPa(2)加工速度750m/min和喷嘴孔径1.40MPa图3 不同喷射空气压力与100℃沸水热收缩性能的关系
由图3中不同喷射空气压力与锦氨纶包覆丝热收缩性能试验数据表明,在一定包覆喷嘴孔径和加工速度条件下,锦氨纶包覆丝的沸水热收缩性能随包覆喷射空气压力的增加而随之出现不规则的变化。在相同加工速度为750m/min条件下,当喷嘴孔径0.90mm时,锦氨纶包覆丝在100℃沸水热收缩率随喷射空气压力的增加而增大;而当喷嘴孔径1.40mm时,其锦氨纶包覆丝在100℃沸水热收缩率随喷射空气压力的增加而下降;这是因为在相同的包覆喷嘴孔径和加工速度时,不同的喷射空气压力在包覆喷嘴涡流腔内形成的喷射空气涡流态的冲击力大小的影响明显不同,从而导致包覆丝的热收缩性能变化趋势产生很大差异。另外,随着包覆喷射涡流空气压力的增加,使包覆加工过程中喷射空气的消耗量也随之增加,从而造成生产成本的增大。因此,优化包覆喷嘴结构设置和包覆试验工艺参数的设定,降低空气消耗量,从而达到降本增效的目的。
2.3锦氨纶包覆加工速度
在锦氨纶包覆试验中,由于锦氨纶包覆丝的缠结交络包覆程度、卷缩膨松状态及丝圈大小、热收缩性能除了与包覆喷嘴孔径和喷射空气压力参数值影响有关外,同时还与加工速度有很大的关系。图4给出了在一定包覆喷嘴孔径和喷射空气压力条件下,不同加工速度对锦氨纶包覆丝的热收缩性能影响的变化关系。
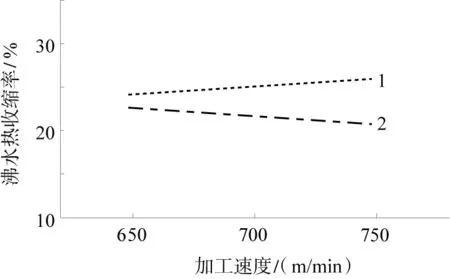
(1)喷嘴孔径1.40MPa和空气压力0.30MPa(2)喷嘴孔径1.40MPa和空气压力0.45MPa图4 不同加工速度与100℃沸水热收缩性能的关系
从图4不同加工速度对锦氨纶包覆丝的热收缩性能影响的变化关系可以看出,锦氨纶包覆丝热收缩性能随不同加工速度的改变而发生不同的变化。在一定的包覆喷嘴孔径为1.4mm条件下,当喷射空气压力分别为0.30MPa时,包覆丝在100℃沸水热收缩率随包覆加工速度的增加而增加;而当喷射空气压力分别为0.45MPa时,包覆丝在100℃沸水热收缩率随包覆加工速度的增加而降低。出现这种变化的原因是由于锦纶6POY/氨纶包覆丝热收缩性能是由锦纶和氨纶这两种组分的分子结构与分子热运动所共同体现[2],而加工速度过高或过低将影响锦纶6丝束的热塑性状态及其变形效果[3],从而影响锦氨纶包覆丝的包覆性能。
2.4锦氨纶包覆丝强伸度性能
在锦氨纶包覆丝的后加工织造过程中,通常用锦纶6变形丝/氨纶包覆丝的热收缩性能、断裂强伸度性能来衡量具有抵抗外力作用的能力,表征包覆丝微细结构性能对后加工织造及其织物外观、风格、质地和手感的影响。因此,在锦氨纶丝的包覆试验中,着重探讨了包覆喷嘴孔径、喷射空气压力、加工速度对锦氨纶包覆丝的断裂强伸度性能的影响。表2给出了在加工速度为750m/min条件下,不同包覆喷嘴孔径和喷射空气压力的工艺参数与锦氨纶包覆丝强伸度性能的关系。

表2 锦氨纶包覆工艺对包覆丝力学性能的影响
由表2试验表明,锦氨纶包覆丝的断裂强度和断裂伸长率随不同包覆喷嘴孔径、空气压力工艺参数的改变而产生不同的变化,其中锦氨纶包覆丝的断裂强伸度随包覆喷嘴孔径、喷射空气压力增加而使其变化的趋势较为一致,但其断
裂强度和断裂伸长率变化趋势的具体数值却差异很大。在包覆喷嘴孔径为0.90mm和1.40mm条件下,当喷射空气压力从0.30MPa增加到0.45MPa时,锦氨纶包覆丝的断裂强度随喷射空气压力的增加而呈下降趋势;而在喷射空气压力分别为0.30MPa和0.45MPa条件下,当包覆喷嘴孔径从0.90mm增大到1.40mm时,其锦氨纶包覆丝断裂伸长率随包覆喷嘴孔径的增大而呈明显的增加趋势。其原因可能是由于不同的包覆工艺参数组合,使锦氨纶包覆丝在包覆过程中形成许多不同弱点而导致应力分布的不均匀性因素增加,从而使锦氨纶包覆丝的断裂强伸度发生不同的变化[4]。由此可知,试验中包覆工艺参数组合设定与锦氨纶包覆丝的强伸度性能有一定的内在联系,尤其是包覆喷嘴孔径、空气压力工艺参数的组合优化对锦氨纶包覆丝性能有较大的影响。
3 结论
本文研究了锦氨纶拉伸假捻包覆一步法过程中的锦氨纶包覆工艺条件对锦氨纶包覆丝性能的影响。试验表明:当包覆喷射空气压力为0.30MPa时,包覆丝沸水热收缩率随喷嘴孔径和加工速度的增大而增加,而当喷射空气压力为0.45MPa时,其沸水热收缩率则随之增大而降低;在加工速度为750m/min时,当包覆喷嘴孔径为0.90mm时,包覆丝沸水热收缩率随喷射空气压力的增加而增大,而当喷嘴孔径为1.40mm时,其沸水热收缩率随之增加而下降;包覆丝的断裂强度均随包覆喷嘴孔径和喷射空气压力的增大而下降,其断裂伸长率则随包覆喷嘴孔径和喷射空气压力增大而增大。试验认为:选择锦氨纶包覆喷嘴孔径为0.9mm、空气压力为0.45MPa和加工速度为750m/min的包覆工艺设定值较为合理,从而使制成的锦氨纶包覆丝具有较好的热收缩性能和强伸度等特性。
[1] 张长乐,蔡韵梅.弹力包芯纱弹性与包覆效果的研究[J].棉纺织技术.2009,9:517-521.
[2] 左保齐,周颖,阎四亚,等.生丝/氨纶包缠丝沸水收缩率的测定和分析[J].丝绸, 2002,3:41-43.
[3] W.Nolle.在变形机上采用联合工艺生产弹性包芯纱[J].国际纺织导报,2001,2:60-62.
[4] 姚瑞东,刘才容,陈南希,等.锦/氨包覆纱弹性伸长率影响因素的研究[J].江苏纺织,2013(6):52-53.
江苏省产学研联合创新资金——前瞻性联合研究项目(BY2014059-09)
2016-06-22
猜你喜欢
纺织报告(2024年3期)2024-05-02 09:58:10
纺织报告(2024年2期)2024-03-27 08:49:14
纺织报告(2024年1期)2024-02-27 06:54:42
纺织科学研究(2023年9期)2023-10-23 11:18:06
纺织报告(2022年8期)2022-08-25 08:14:40
纺织科学研究(2021年9期)2021-10-14 08:52:16
理化检验-化学分册(2020年12期)2021-01-26 00:41:42
纺织科学研究(2020年1期)2020-05-21 00:31:02
妇女生活(2019年3期)2019-03-18 01:59:58
意林·少年版(2017年15期)2017-09-05 19:31:01