光纤耦合半导体机关器的应用与研究
2016-09-26 21:37黄晶张立莉
卷宗 2016年7期
关键词:金属加工
黄晶 张立莉
摘 要:光纤耦合聚焦系统常见圆光斑光纤耦合与半导体激光方光斑光纤耦合,国产阵列型半导体激光堆栈将激光耦合进芯径为800μm,数值孔径(NA)为0.2的传能光纤中,实现了光纤耦合半导体激光输出光功率5 109W,光纤耦合效率85.69%,系统整体电光转换效率49.48%;在聚焦镜焦距为250mm时其激光功率密度达到2×105W/cm2对我国国产高功率光纤耦合半导体激光器的开发和金属加工等领域起到了非常重要的作用。
关键词:光纤耦合;半导体激光器;金属加工
1 引言
半导体激光器是近 50 年来发展快、成果多、科学渗透广、应用领域宽的一种电光转换器件。它以半导体材料作为增益介质,利用电子在能级间跃迁发光,直接以半导体晶体解离面形成的平行反射镜构成谐振腔,在电注入下形成光振荡、反馈、产生光的辐射放大,实现激光输出。相较于其他激光器类型,半导体激光器具有转换效率高、体积小、重量轻、寿命长、能直接调制及易与其他半导体器件集成等特点,小功率器件作为信息载体早已广泛应用于光通信、光存储和激光打印等信息领域。据 Laser Focus World 统计,2010 年至2014 年,半导体激光器收益连续占据整个激光市场的半壁江山。
在美国 SHEDS、ADHEL和德国 BRIO-LAS、IMOTHEB及欧洲 BRIDLE等项目的支持下,半导体激光芯片结构、外延生长和器件封装等激光技术均有了较大的发展,单元器件性能实现了重大突破,如电光转换效率达 70% 以上、1 cm bar 激光线阵连续输出功率超过千瓦等。随着其大功率化的发展,无论作为直接光源还是泵浦源,半导体激光器在加工、医疗、显示及国防等领域均显示出巨大的应用前景。
比较国内外光纤耦合半导体激光模块的输出功率和光束质量可以看出,国内在半导体激光器技术方面的研究相对比较落后,因此目前国内的光纤耦合模块大部分依赖进口,从而制约了国内光纤激光器、全固态激光器、半导体激光加工业的发展。
2 我国半导体激光器产业发展现状
(1) 跟踪研究能力强,原创成果较少。我国处在半导体激光器发展的初期,紧跟国际最高水平潮流,基本上国外有研究报道后,我国就跟进研究并有相关的论文发表,取得了一些的重要突破,但是原创性的科研成果较少。
(2) 研究速度快,产业化进程较慢。半导体激光器产业化是个投入大、见效慢的行业,而科研与产业工程化具有不同的特点,产学研实际结合不够紧密,国家政策导向和规划也不够明确,因此很少有人关注工程化中的大量技术积累,导致产业化进程较慢。
(3) 激光器芯片核心技术差距大。主要体现在量子阱材料生长技术及激光芯片制备技术与国外差距大,导致“空心化”现象,在某些方面“有器无芯”,关键元部件和核心知识产权依赖国外。
(4) 大尺寸元件加工能力强,但微光学及光栅等关键元件少。我国在尺寸较大的球面圆透镜、柱透镜方面具有较强的加工能力,国外多家光学元件供应商也直接在国内代工,但是,半导体激光光学系统中的快轴准直镜、慢轴准直镜阵列、匀光微透镜阵列、VBG 及面光栅等关键光学元件目前完全依赖国外,国内有相关的研究报道,没有正式的产品出售。
对此,提出几点建议:
(1) 进行大功率半导体激光器芯片结构设计、材料生长及工艺制备(尤其是腔面钝化处理)等关键技术攻关,解决半导体激光器芯片高功率下的寿命及可靠性问题,实现高端半导体激光器芯片的国产化;
(2) 开展微光学及光栅等关键光学元件的制备工艺研究,并转向产业化发展,提供可实用化的微光学元件,解决激光源中光学元器件的国产化问题,进而实现大功率半导体激光源整体的国产化;
(3) 加快大功率半导体激光产业化发展,紧密结合产学研,并注重工程化技术积累,将科研成果转向产业化
3 激光光纤耦合理论
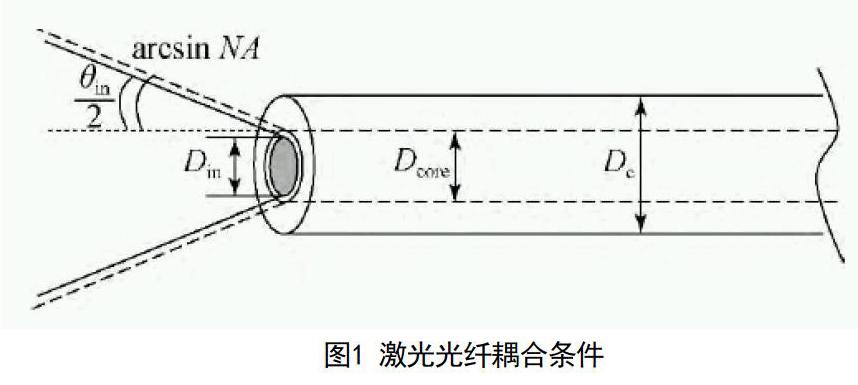
根据几何光学的原理,若要把激光耦合进光纤并且达到较为理想的耦合效率,必须满足一定的耦合条件,即激光光束的入射直径应小于光纤的芯径,并且进入光纤中的光在传输过程中必须满足全反射条件。光束质量满足要求后,还要设计合理的扩束和聚焦系统,使得聚焦光斑和发散角分别满足光纤耦合的条件。如果入射光斑的直径大于传能光纤的芯径,比芯径大的光将直接入射到传能光纤的包层中,造成光功率的损失和耦合效率的降低,包层材料中的光在传输过程中很可能会泄露到涂覆层中烧毁光纤。
与传统激光的圆光斑不同,经过光束均匀化并准直聚焦后的半导体激光在焦点处近似为矩形光斑,而典型的光纤纤芯为圆形,矩形光斑与圆形光纤的匹配成为影响光纤耦合效率的一个关键因素。如果单纯为了提高耦合效率,可以增加光纤的芯径和NA,但是这样将使光纤输出端的光束质量变差,经过传输后激光的功率密度降低。大功率传能光纤的NA为0.18~0.23,随波长的不同会略有区别,半导体激光用传能光纤的NA一般为0.2。因此在半导体激光的光纤耦合设计时,首先考虑NA的要求,然后根据不同激光的光束质量,得到不同的聚焦光斑尺寸,再根据聚焦光斑尺寸来选择合适芯径的光纤。光纤选择时需要考虑以下几个原则:
半导体激光聚焦光斑的任意一边的长度要小于光纤直径,否则会造成较大的功率损耗;(2)半导体激光聚焦光斑的对角线长度不能大于光纤直径,否则会大大降低光功率密度;(3)要保证传能光纤对损耗激光的承受能力和系统的稳定性与寿命;
在保证上述条件的基础上,尽量选择小芯径的光纤,从而保证出射激光的光功率密度。
4 光纤耦合半导体激光器的设计
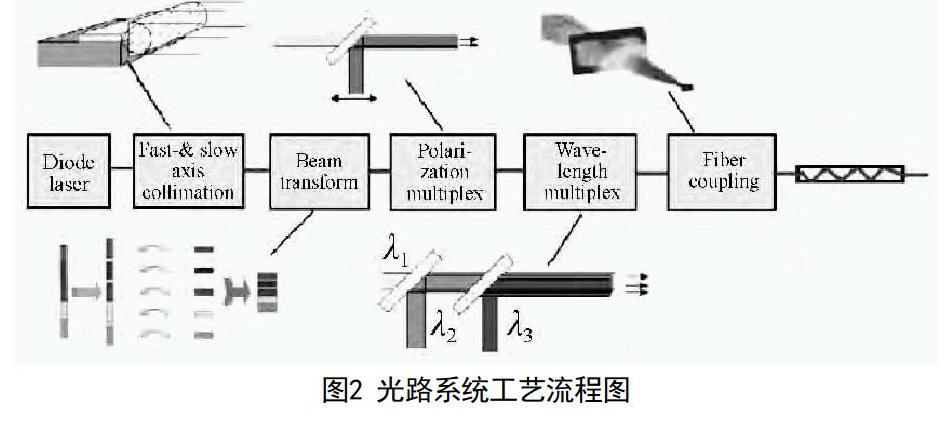
整体设计思路在高光束质量直接大功率半导体激光器技术的基础上,本文采用平板玻璃堆与棱镜组合式均匀化装置和多光束合成技术获得了大功率半导体激光输出,再经过光学聚焦系统,实现了大功率激光的光纤耦合输出。最后通过对激光器激光头、光纤耦合系统、激光电源和冷却系统等进行实时计算机集成控制,研制出工业实用型5kW光纤耦合输出大功率半导体激光器,其核心的光路系统工艺流程如图2所示
该耦合系统的设计难度较大,主要体现在以下几个方面:
多波长:该系统中有多个波长,设计过程中必须考虑色差的影响;
(2)慢轴的发散角随功率的增加和热效率而变化,设计过程中必须考虑发散角的影响;
(3)入射光斑大,聚焦耦合前的光斑尺寸与焦距的比例较大,设计过程中的像差校正难度大;
(4)功率高,该系统是为5kW以上大功率激光器设计的,设计过程中必须考虑镜片的损伤阈值、耐热性等因素。
由于大功率半导体激光器的稳定性是一项至关重要的指标,因此在聚焦镜系统镜片材料的选取上需要考虑镜片的损伤阈值、耐热性、热膨胀系数等指标。在光纤耦合聚焦镜系统的设计中,由于光斑的尺寸和焦距的比例较大,球差成为影响优化效果的重要指标。
5 结论
本文针对国内大功率半导体激光光纤耦合存在的难题,结合工业应用需求和半导体激光器的结构特性,研制了5kW光纤耦合半导体激光器。该激光器除传能光纤外,激光堆栈、光束均匀化装置、光纤耦合聚焦系统均为自主研发,本研究推动了我国国产高功率光纤耦合半导体激光器的发展。
参考文献
[1]徐国建,钟立明,杭争翔,等.镀锌钢板的光纤耦合半导体激光焊接性能[J].激光与光电子学进展,2014,51:071402
[2]徐国建,钟立明,杭争翔,等.光纤耦合半导体激光的焊 接 性 能 [J].激 光 與 光 电 子 学 进 展,2014,51:061404.
[3]OFweek激光网.德国DILAS最新光纤耦合多阵列模块最大输出功 率 可 达6kW[N/OL].http://laser. ofweek. com/2013-06/ART-240002-8220-28696388.html.[2013-06-28].
[3]朱洪波,刘云,郝明明,等.高效率半导体激光器光纤耦 合 模 块 [J].发 光 学 报,2011,32
[4]郝明明.大功率半导体激光短阵列合束及光纤耦合技术研究[D].长春:长春光学精密机械与物理研究所,2012:4-7
猜你喜欢
金属加工(冷加工)(2023年11期)2023-11-24
金属加工(热加工)(2023年3期)2023-03-17
金属加工(冷加工)(2023年2期)2023-02-23
金属加工(热加工)(2023年1期)2023-02-02
金属加工(冷加工)(2021年11期)2021-11-25
金属加工(热加工)(2021年11期)2021-11-25
金属加工(热加工)(2021年7期)2021-07-20
金属加工(冷加工)(2021年6期)2021-07-20
金属加工(冷加工)(2021年1期)2021-02-27
金属加工(冷加工)(2020年12期)2021-01-11