
工业槽式太阳能集热管SiO2增透膜的研究
2016-09-23 05:39:12刘宇雷东强北京市科学技术情报研究所中科院电工所皇明太阳能联合实验室中科院电工研究所
太阳能 2016年6期
■ 刘宇雷东强(1.北京市科学技术情报研究所;2.中科院电工所皇明太阳能联合实验室;.中科院电工研究所)
工业槽式太阳能集热管SiO2增透膜的研究
■ 刘宇1,2*雷东强3
(1.北京市科学技术情报研究所;2.中科院电工所皇明太阳能联合实验室;3.中科院电工研究所)
讨论4 m槽式太阳能集热管增透膜的制备工艺,并通过加速老化实验测试膜层的耐候性能。溶胶-凝胶法适合大规模工业化生产,尤其适合在槽式集热管这样的非平面器件上双面制膜。本文采用溶胶-凝胶法在4 m长的槽式真空集热管的外罩玻璃内外表面提拉制备多孔SiO2增透膜,镀膜后的透过率在太阳光谱区(300~2500 nm)的平均透过率达到96%以上。
太阳能热发电;槽式集热管;增透膜;溶胶-凝胶法;SiO2
0 引言
在太阳能中高温热利用技术中,目前只有槽式聚光太阳能热发电技术在美国、欧洲和中东等地区实现了商业化运行,持续运行时间已有20多年。据IEA(国际能源署)预测,到2020年,国际太阳能热发电站容量将达到25 GW;其中,槽式太阳能热发电技术仍为主流,预计槽式电站将占全部电站项目的50%,槽式高温集热管需求量约600万支,因此国际市场槽式集热管需求量巨大。槽式太阳能热发电技术的核心部件是真空集热管,通过不锈钢内管表面的吸收涂层将光能转化成热能,再通过热发电系统将热能转化成电能,但由于玻璃与空气之间折射率的差异,导致罩玻璃管的太阳光反射损失接近8%[1]。
用表面镀制增透膜的玻璃管替代普通玻璃管可提高系统热效率,当集热管中的流体温度为100 ℃时,太阳能集热器的年平均热力效能将会提高20%[2],可大幅提高集热管的效率和整个太阳能热力系统的热力性能。目前,我国集热管生产企业的产品与Schott、Siemens等几家国外公司在综合性能上还存在一定差距,我国的集热管在吸收、发射、热损等几项性能方面已达到平均水平,但是罩玻璃管透过率偏低,而国外公司的集热管外管都实现了增透。为了增强我们产品在国内外市场上的竞争力,提高热性能,无论从工艺还是从成本角度分析,在罩玻璃管内外表面镀制增透膜都是有效途径之一。
增透膜又名减反射膜,在太阳能光伏领域的应用主要是在晶体硅太阳电池的盖板玻璃上[3],在太阳能光热领域的应用开展较晚。在太阳辐射近似于6000 K的黑体,它辐射的主要波长范围是300~2500 nm,处于可见至近红外波段,用于槽式太阳能热发电的高温真空集热管的增透膜,也是针对该波段的增透作用。这一点与光伏玻璃上的增透膜不尽相同,集热管上使用的增透膜的光谱范围要更宽一些,要求更宽谱的增透性能;此外,集热管玻璃不经过钢化处理,因此对膜层本身的硬度耐磨性要求更高。
目前,商业标准的槽式太阳能热发电高温集热管长度为4 m,玻璃外管直径为110~120 mm,使用的高硼硅玻璃管在太阳光谱区(300~2500 nm)的平均透过率为92%,镀制增透膜后的平均透过率需达到96%以上。由于太阳能中高温集热管的使用环境大多为荒滩、戈壁等,所镀增透膜层必须能经受风沙、酸雨等恶劣环境的侵害,因此增透膜层还应具备耐磨、耐蚀、附着力强、自洁等性能;为实现产业化,还必须制作方便、工艺简单、成本低廉。溶胶-凝胶提拉镀膜法可以同时在槽式集热管的内外表面镀膜,事实上,它也是唯一可做到这一点的薄膜制备方法。最为重要的是,同其他镀膜技术相比,溶胶-凝胶提拉镀膜法便宜、操作过程简单、无需真空设备,适合大规模工业化生产,尤其适合在槽式集热管这样的非平面器件上双面制膜。
溶胶-凝胶法制备SiO2增透膜是由酸或碱催化正硅酸乙酯(TEOS)发生水解、缩聚反应后镀膜,在基底表面堆积一层SiO2颗粒膜,通过控制颗粒间的孔隙率和膜层厚度使得膜的折射率满足理想增透膜的条件,达到增透效果:膜的折射率为入射介质折射率与出射介质折射率乘积的平方根(入射介质空气折射率为1,出射介质玻璃折射率为1.52);膜层的光学厚度(折射率乘以厚度)为参考波长的1/4整数倍。膜层经干燥、强化后具有很好的耐磨性能[1,4]。采用酸催化法制备的SiO2增透膜耐候性能较好,但由于酸性环境下较易形成线性聚合物,固化后膜层的孔隙率较低,增透效果受到一定限制;碱催化法制备的SiO2增透膜效果要优于酸催化法,但耐候性能较差[5,6]。溶胶的制备过程直接影响着后续镀膜工艺及最终膜层的增透效果,影响溶胶质量的因素较多,控制适中的水解和缩聚程度是关键。
1 镀膜工艺
1.1溶胶与凝胶
将SiO2纳米颗粒与TEOS反应活化,形成核壳结构,再添加部分水解的TEOS作为黏合剂,制备成溶胶。核-壳结构的SiO2纳米粒子是由聚合物核及核层外的硅基壳组成,在高温处理下聚合物固化后裂解为H2O和CO2,形成中空壳结构,提高膜层的孔隙率,从而提升增透效果[7];核壳结构中的壳相互反应成键以Si-O键形式链接,Si-O键的存在使得膜层与玻璃基底的粘结更加牢固,进而增强膜层的耐候性;黏合剂进一步均匀固化形成光滑的表面,且表面闭合、光滑、不易吸水,如图1所示。溶剂挥发在玻璃表面形成均匀的核-壳颗粒,黏合剂使得核壳之间及核壳与玻璃基体之间形成牢固的结合力[8]。
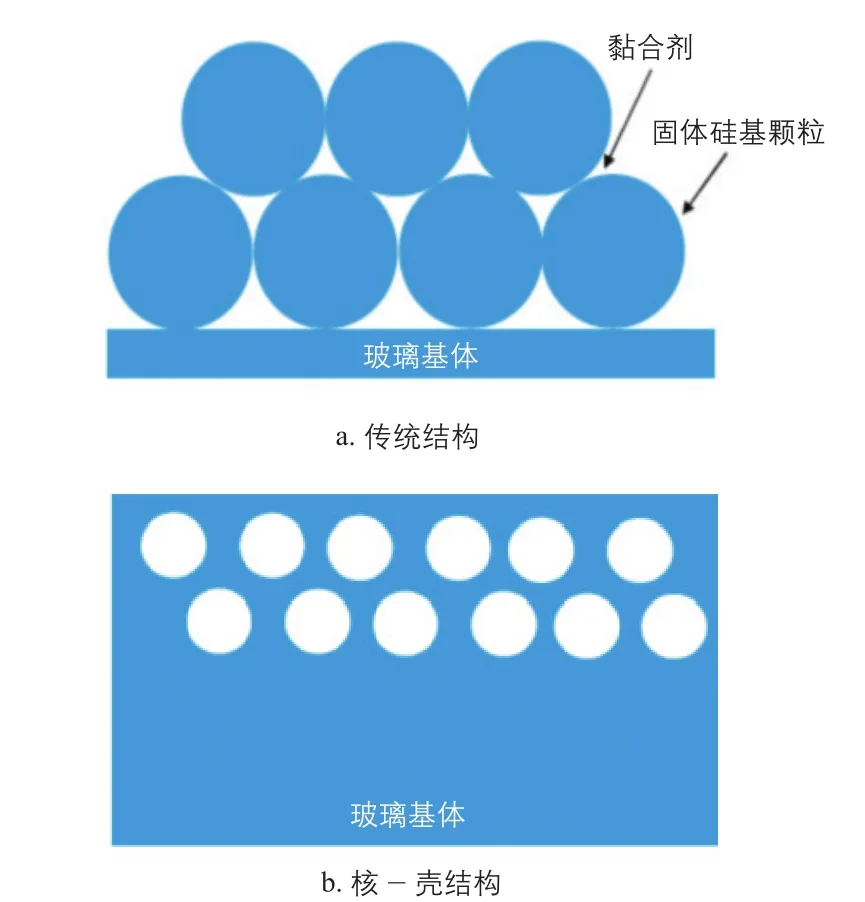
图1 核-壳结构的增透膜示意图
采用核-壳结构的SiO2纳米粒子制备SiO2增透膜方案如图2所示。
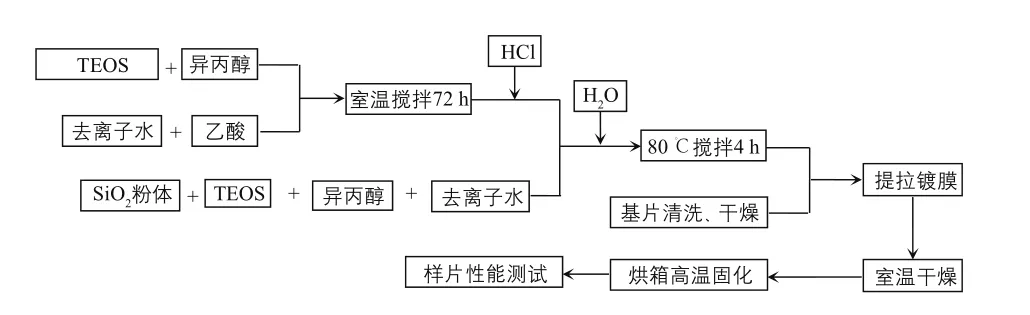
图2 制备SiO2增透膜实验方案
1.2提拉镀膜工艺及优化
增透膜是整个集热管生产工艺的一部分,在设计之初应考虑到对后续工艺的影响。为实现大规模工业化生产,增透膜的镀膜工艺需要切入到集热管的整体制备工艺中。4 m长的玻璃管提拉镀膜有较大难度,镀膜环境里需保持一定的温湿度,为保持膜层厚度均匀,玻璃管在提拉过程中要保持匀速、稳定,镀膜槽里的镀膜液在不生产时应封闭保存。镀膜后的玻璃管在后续加工工艺中需采取防护措施,防止膜层划伤镀膜。工艺流程为:毛管加工→玻璃管清洗→干燥→提拉镀膜→膜层干燥→固化→转其他车间进行下一步工艺。其中,项目实施过程关键因素包括:玻璃管等基材的前处理方法;增透膜制备工艺及设备;增透膜层固化工艺及设备;产品的试验、检验方法及检验标准。
1.2.1玻璃管清洗
玻璃管的清洁程度严重影响镀膜质量。将4 m玻璃管内外表面用洗洁精反复擦拭清洗,然后在去离子水中超声清洗,去除洗洁精残留物,最后用乙醇擦拭清洗,晾干备用。
1.2.2浸膜车间温湿度控制
浸膜环境温湿度对成膜时间、膜层质量有一定影响。溶胶的水解缩聚反应在溶胶配制完成后仍持续进行,温湿度都会对这些反应有影响,在镀膜和保存时,应设置合适的环境温湿度,使溶胶的成分和性质保持相对稳定,延长使用寿命。在镀膜过程中,温湿度偏差过大会影响溶胶液挥发速度,溶胶成分改变,成膜时间也相应改变,或出现干燥过程中膜层开裂、斑点等现象,最终影响增透效果[7]。最佳的镀膜条件是20~25 ℃,相对湿度10%~60%;在北方工厂生产的条件下,要避免夏季和冬季的极端环境作业,需利用空调设备调节镀膜环境温湿度。
1.2.3提拉速度对膜层的影响
提拉速度决定了薄膜的厚度,而厚度直接影响增透效果。提拉速度过快膜层易出现开裂现象,过慢则造成增透不明显且影响整个工艺流程。溶液浸渍提拉成膜的动力学研究表明,成膜厚度与提拉速度在低速时呈3/2次幂,高速时呈1/2次幂关系[9,10]。但也有大量实验结果呈现了提拉速度与成膜厚度关系的多种可能性,总的趋势是:提拉速度较快时,膜层较薄但是不均匀;提拉速度较慢时,膜层较厚也更均匀[5]。最适宜的提拉速度需要在具体工艺中优化。
1.2.4薄膜固化工艺
薄膜固化,即对膜层进行热处理,使干燥时膜层中残留的少量溶剂完全挥发,同时膜层物质与玻璃基底发生化学作用,由吸附作用转变为氧链键合,增加膜层的附着力,膜层物质的端羟基间链发生脱水交联,将原先以氢键相连的方式转变成化学键合,膜层结构更加坚硬[11]。可根据溶胶的差热分析实验制定热处理固化的工艺参数,使各种有机物在各自的温度段充分分解挥发。
由于槽式集热管的玻璃管不需要钢化处理,固化温度选择略低于玻璃软化温度。图3给出了不同提拉速度和固化时间下的增透膜透过率测试结果,固化时间越长,增透效果越好;而提拉速度在4 mm/s时,增透效果最佳。采用UV-3600型岛津分光光度计测试镀膜样品的透过率,最终优化的提拉速度为4 mm/s,此时玻璃管的透过率最高,300~2500 nm太阳光谱的平均透过率可达96.6%以上。综合考虑节能与固化效果,在4 mm/s的提拉速度下,固化时间确定为30 min,最终确定的固化工艺是:排气台60 min从室温升至300 ℃,保温10 min;30 min升至500 ℃,保温30 min,随炉冷却。500 ℃以上达到玻璃的软化点,所以固化温度不超过500 ℃。
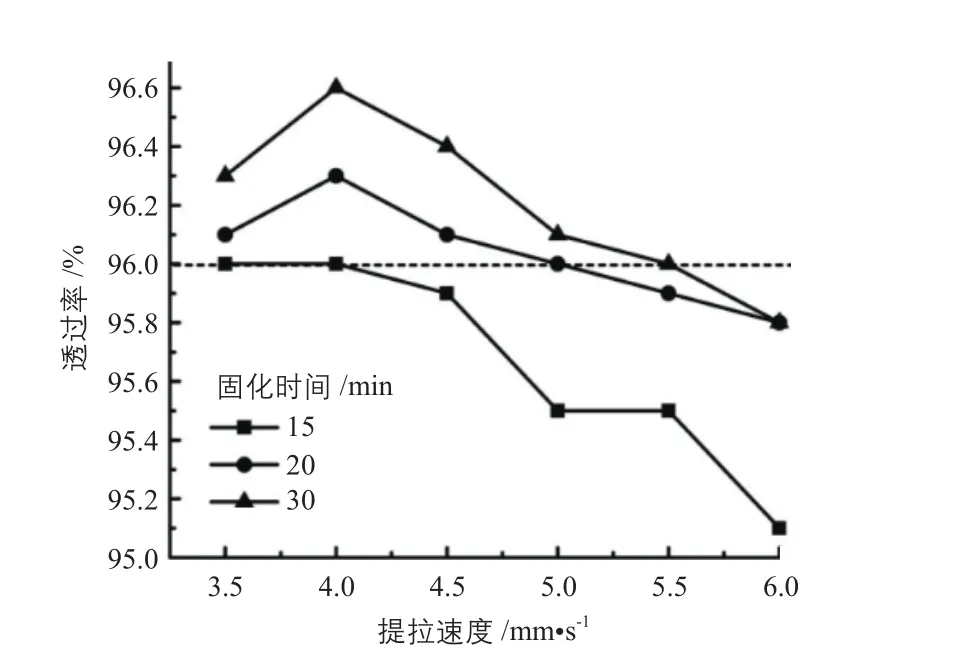
图3 不同提拉速度和固化时间对增透效果的影响
2 镀膜样品测试报告
2.1外观
玻璃管增透膜颜色为淡蓝色,膜色较均匀,管无膜区宽约30 mm,膜面长度约125 mm,膜区端部(管口)有约5 mm宽的红色膜区。

图4 镀膜样品

图5 4 m槽式管样品
2.2透过率测试
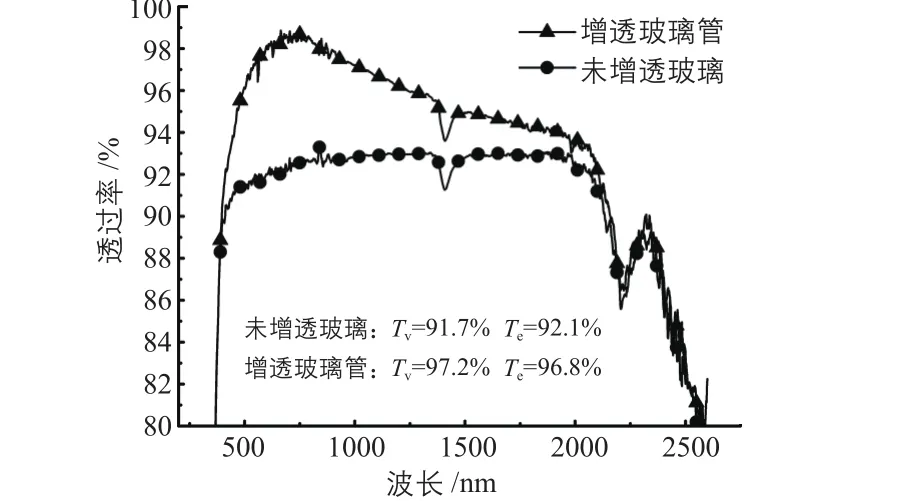
图6 增透膜的透过率光谱
将镀膜玻璃管敲碎后,取一片宽度为25~30 mm、长度为30~35 mm的样品,另取无膜玻璃片做对比,透过率测量结果见图6。其中,Te代表300~2500 nm太阳光谱的平均透过率,Tv代表300~800 nm的可见光波段平均透过率。由图6可知,镀膜样品可见光波段Tv=97.2%,在太阳光谱范围内的透过率Te=96.8%。相比无膜玻璃样品,透过率Te约提高5%。在国家太阳能热水器质量监督检验中心(北京)也得到了相同的检测结果。
2.3耐候性实验
太阳能中高温集热管的使用环境大多为荒滩、戈壁等,所镀增透膜层必须经能经受风沙、酸雨等恶劣环境的侵害。根据国际标准对增透膜玻璃样品进行老化实验,以检验其耐候性。测试结果如图7~图11所示。
1)湿热测试实验:遵照IEC 61215标准,在温度85 ℃、相对湿度85%的环境中进行了1000 h湿热实验。由图7可知,镀膜样品在湿热实验后在380~1100 nm范围透过率约下降0.27%。
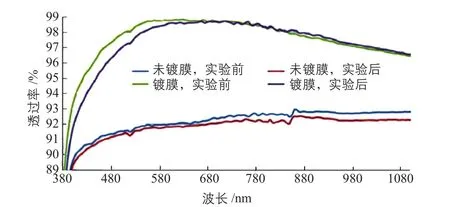
图7 湿热测试
2)湿冻测试实验:遵照IEC 61215标准,在室温及以上温度,保持相对湿度85%,温度从-40~80 ℃的升降温环境中,进行了10个循环。图8中的后6个样品为镀膜样品,数字为其镀膜时的提拉速度。由图8可知,湿冻实验前后透过率变化非常小,且外观保持不变。

图8 湿冻测试
3)酸碱浸泡实验:硫酸浓度为0.1 mol/L,温度为35 ℃,浸泡时间为24 h。由图9可看出,浸泡后的平均透过率略有上升,外观不变。

图9 酸碱浸泡实验
4)盐水浸泡实验:盐水浓度为50 g/L,温度为35 ℃,浸泡时间为120 h。由图10可看出,浸泡后的平均透过率变化不大,外观不变。
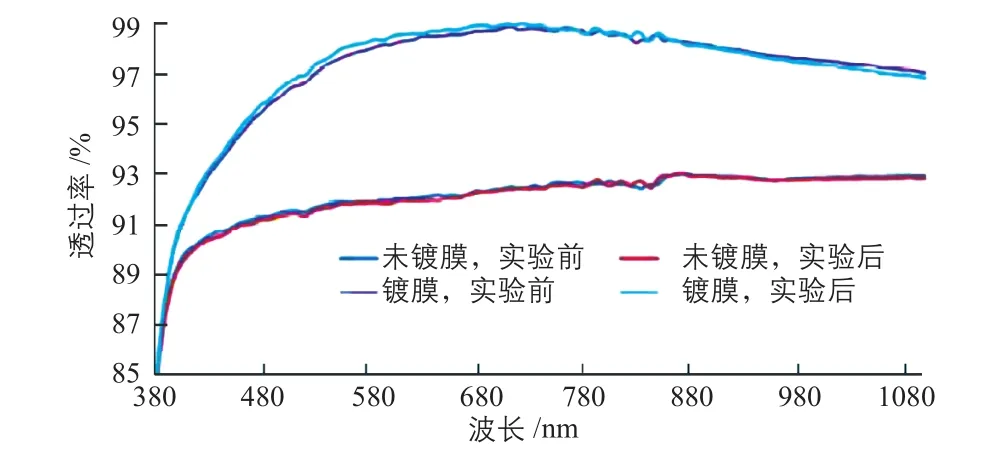
图10 盐水浸泡实验
5)耐摩擦实验:按照EN 1096标准,砝码重4.5 N,500次循环。由图11可知,透过率变化非常小。
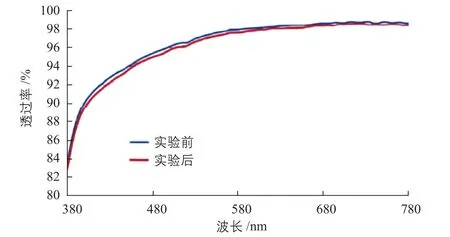
图11 耐摩擦实验
3 工业生产中存在的问题
本文采用溶胶-凝胶法在4 m长的槽式真空集热管的外罩玻璃内外表面提拉制备多孔SiO2增透膜,镀膜后在太阳光谱区(300~2500 nm)的平均透过率达到96%以上。在耐候性测试中,对增透膜样品进行了湿热、湿冻、酸碱、盐水、耐摩擦5项实验,结果证明该增透膜有较好的耐候性。同时,给增透膜增加自清洁性能,使其在户外使用时更有实用性,是今后需要继续研究的课题。
配制好的溶胶在使用过程中仍不断进行水解和缩聚反应,会影响增透效果甚至失效,应合理设置生产工艺和生产计划,在溶胶的保质期内充分利用,或改善溶胶保存条件以延长溶胶保质期。
4 m长玻璃管的清洗是个难题,如何节能节水,并且快速并彻底清洁,是需要精心设计的环节。
致谢:感谢帝斯曼(中国)有限公司在溶胶制备及耐候性测试等方面给予的帮助。
[1] 唐晋发. 现代光学薄膜技术[M]. 杭州: 浙江大学出版社,2007.
[2] Furbo S, Shah J.Thermal advantages for solar heating systems with a glass cover with antireflection surfaces[J]. Solar Energy,2003, (74): 513-523.
[3] Liu Liqiang, Wang Xiaolin, Jing Min, et al. Broadband and omnidirectional, nearly zero reflective photovoltaic glass[J]. Advanced. Material. 2012, (24): 6318-6322.
[4] 叶龙强, 张清华, 张雨露, 等. 耐摩擦和高透过SiO2/TiO2/ SiO2-TiO2增透膜的设计和制备[J]. 无机材料学报, 2012, 8(27):871-875.
[5] 熊华山. 溶胶-凝胶法制SiO2增透膜的研究[D]. 成都: 四川大学, 2004.
[6] 方欣. 溶胶-凝胶法制备多孔二氧化硅薄膜的研究[D]. 成都: 电子科技大学, 2009.
[7] 刘希杰, 张化明, 杜勇. 增透膜在太阳能高温集热管产业中的应用[J]. 太阳能, 2012, (5): 17-19
[8] 帝斯曼知识产权资产管理有限公司,具有抗反射性能的机械耐久性单层涂层的制备[P]. 中国: 200380102850.2, 2005.
[9] Brinker C J, Hurd A J, Schunk P R, et al. Review of sol-gel thin film formation[J]. Journal of Non-Crystalline Solids, 1992, (147-148): 424-436.
[10] Strawbridge I, James P F, Thin silica films prepared by dip coating[J]. Journal of Non-Crystalline Solids, 1986, 82: 366-372.
[11] 张婉思. 溶胶-凝胶法制备光伏增透膜的研究[D]. 上海:华东理工大学, 2012.
2015-09-30
国家自然科学基金(51476165)
刘宇(1980—),女,助理研究员,主要从事太阳能薄膜材料的研究。liumingyu_1980@163.com
猜你喜欢
建材发展导向(2021年18期)2021-11-05 09:19:20
影像视觉(2020年5期)2020-06-30 03:42:35
物理教师(2019年7期)2019-09-23 05:39:50
制造技术与机床(2019年1期)2019-01-14 08:23:48
上海建材(2018年4期)2018-11-13 01:08:52
上海建材(2017年4期)2017-10-16 01:33:33
中国工程咨询(2017年4期)2017-01-31 03:05:20
环境科技(2016年4期)2016-11-08 12:19:04
电源技术(2016年9期)2016-02-27 09:05:31
中国铁道科学(2015年5期)2015-06-21 06:53:08
