
基于机器视觉的陶瓷大花瓶内表面裂纹自动检测系统研究
2016-09-18 03:36:50唐燕妮
陶瓷学报 2016年4期
唐燕妮
(河源职业技术学院,广东 河源517000)
基于机器视觉的陶瓷大花瓶内表面裂纹自动检测系统研究
唐燕妮
(河源职业技术学院,广东 河源517000)
针对陶瓷大花瓶外形不规则造成非显见面裂纹检验难的问题,提出了一种基于机器视觉的瓶内表面裂纹自动检测系统。设计了系统的功能体系和硬件结构,研究了三自由度机器人和相机旋转机构配合CMOS相机采集图像的控制方法,检验了瓶口中心定位和依据圆形度识别裂纹算法的可行性。实验结果表明,系统能够自动采集瓶内图像和识别裂纹,为陶瓷大花瓶非显见面外观质量的在线检测奠定了基础。
陶瓷大花瓶;内表面;机器视觉;自动检测;裂纹识别
0 引 言
青花瓷落地大花瓶是我国陈设艺术瓷器-器皿瓷的艺术瑰宝之一,随着制作技术的不断发展和人民生活水平的提高,已经成为现代社会家居装饰、开业庆典、礼品馈赠的常用物品,由名家绘画的产品往往售价高达数万元,具有一定的传世收藏价值。青花瓷落地大花瓶一般为白地蓝花或白地青花,高度近1米或以上,外形正投影尺寸在320-695 mm不等,分类上属于大型、特型瓶筒类瓷器[1]。因其体型较大,全部工序为手工制作,陶瓷在坯胎阶段记忆破损,制作难度大;对于大花瓶的外观质量检测,在每道生产工序上都由人工检验,如图1所示。突出问题是,缺乏一种有效的方法对非显见面进行外观质量检验,例如大花瓶内表面的裂纹缺陷,因为人工目视无法方便、准确地达到这些区域。

图1 青花瓷落地大花瓶外观及其生产检验作业Fig.1 Large blue-and-white porcelain vases and their quality inspection
存在微小裂纹是陶瓷材料的显著特点之一,陶瓷材料的断裂主要是由于预先存在的裂纹生长所致,其裂纹的生产和扩展取决于温度、应力和环境介质,并影响陶瓷产品的承载能力和结构寿命[2-4]。因此,价格不菲、体型较大的青花瓷落地大花瓶裂纹检测极其重要,裂纹不仅是大花瓶外观质量等级的区分指标之一,更是能否实现长久收藏的先决条件。针对上述需求,本文以青花瓷大花瓶为研究对象,设计了一种基于机器视觉的瓶内表面裂纹自动检测系统,解决瓶内裂纹的检验难题,提高陶瓷大花瓶生产和外观质量检测的效率。
1 大花瓶内表面裂纹自动检测系统
1.1 结构和功能设计
该系统能够实现大花瓶内表面裂纹的图像采集和自动识别,并对裂纹程度进行分等级标记。系统结构如图2所示。
大花瓶内表面裂纹自动检测系统的功能包括:
(1)大花瓶在传送带上的位置能被实时侦测,传送带自动启停将其移入和移出检测工位。
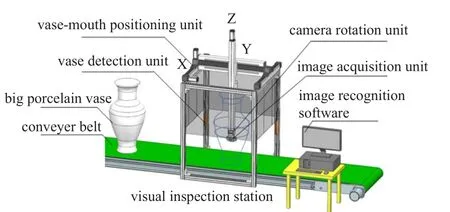
图2 系统结构图Fig.2 The system confguration diagram
(2)自动定位瓶口中心,图像采集装置进入瓶内后快速地获得瓶底和瓶内壁多帧图像,传送至计算机处理。
(3)大花瓶内表面图像能完整、及时的显示。软件识别图像,对瓶内是否存在裂纹及裂纹程度判断准确,并依据非显见面外观质量指标进行产品等级标记。
1.2 系统构成
系统构成如图3所示,主要功能模块包括传送带与侦测装置、瓶口定位装置、相机旋转装置、图像采集装置及图像识别软件。
(1)传送带与侦测装置负责传送大花瓶通过视觉检测工位。当大花瓶进入检测工位时,光电传感器构成的侦测装置输出触发信号,控制器接收信号并停止传送带,视觉检测开始。检测完成后,控制器启动传送带,将大花瓶移出检测工位。
(2)瓶口定位装置以一个门式直角坐标机器人为主体,它与固定支架、相机旋转装置和图像采集装置一起构成视觉检测工位。检测时,机器人进行三自由度动作,机械臂XY轴先作水平运动,使Z轴定位于瓶口中心;然后Z轴作垂直运动,将相机等送入瓶内。
(3)相机旋转装置包括一个步进电机、两个舵机和固定支架,是相机进行图像采集的辅助机构。检测时,旋转装置分别作90°和360°旋转动作,相机能以垂直向下、水平向外的角度拍摄。
(4)图像采集装置包括CMOS面阵相机和LED条形光源。检测时,相机拍摄一帧瓶口图像、一帧瓶底图像和多帧瓶内壁图像,用于软件进行瓶口定位和裂纹识别。LED条形光源提供恒定照明,使得瓶内表面特征更加明显。
(5)图像识别软件是裂纹检测系统的关键,包括瓶口定位和瓶底、瓶内壁裂纹识别。瓶口定位的步骤包括图像预处理、寻找瓶口中心、求取XYZ运动坐标。瓶底、瓶内壁裂纹识别采用灰度图像处理技术,步骤包括图像预处理、计算裂纹面积和周长,并通过圆形度判断图像是否存在裂纹及其程度。
2 系统的硬件实现
2.1 三自由度直角坐标机器人
该机器人是大花瓶视觉检测工位上自动化设备的一部分,是一组XYZ三轴运动的门式滑台直角坐标机械臂,由两个水平移动单元、一个垂直移动单元和支架组成。传送带将大花瓶移入检测工位的中心区域,水平单元的伺服电机经同步带驱动X轴、Y轴机械臂,在支架上作X、Y方向的水平直线运动,直至Z轴定位到瓶口中心坐标。随后,垂直单元的伺服电机经滚珠丝杠带动Z轴机械臂,沿瓶口中心线作Z方向的垂直直线运动,将相机送入瓶内拍摄图像。拍摄完成后,机器人在水平和垂直位置归零,机械零位处于工位支架中心。
机器人动作采用点到点位置伺服控制方式,控制系统如图4所示。图像识别软件与PLC控制器串口通讯,将瓶口中心的目标位置传送给PLC,PLC转换为X、Y、Z三轴脉冲序列和正反转方向信号给伺服驱动器。驱动器转换为相应的电压信号驱动伺服电机运转,并接收电机反馈信号,重新计算电机运动目标位置,实现精确运动的闭环控制[5]。
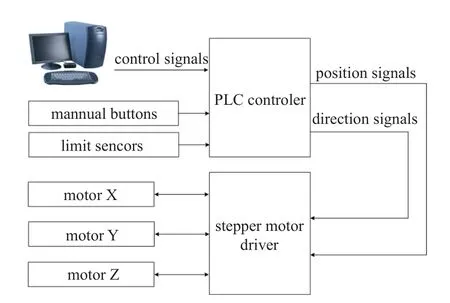
图4 三自由度直角坐标机器人控制系统图Fig.4 The control system diagram of 3-DOF Cartesian-coordinate Robot

表1 相机主要参数Tab.1 Camera parameters

表2 相机镜头主要参数Tab.2 Camera lens parameters
2.2 图像的采集和处理
大花瓶外形特点为高度较高,颈径尺寸小,肚径尺寸大,人工目视难以抵达瓶内;使用机器视觉进入瓶内拍摄图像,相机需要根据花瓶的不规则外形变换不同焦距,而且需要变换多个角度拍摄瓶底、瓶内壁若干个非显见面。因此,使用相机采集图像是视觉检测的难点之一。根据瓶内裂纹特性、相机的工作速度、机构安装的空间限制及视野范围的要求,系统选用了基于索尼IMX179方案的智能自动对焦CMOS摄像头模组和无畸变高拍仪镜头,相机有效像素500万,模组尺寸32 mm× 32 mm×23 mm,带有2个LED高亮度条形光源,板机重量30g,充分满足了图像采集装置微型化、智能化的要求。相机和镜头主要参数如表1和表2所示。
系统设计了一个相机旋转装置,在机器人三自由度动作配合下,辅助完成多帧图像的采集。相机旋转装置包括固定在Z轴末端的步进电机和支架,以及固定在步进电机转轴上的舵机和支架,选型采用小型步进电机和微型舵机,支架选用硬质塑料,以减轻装置对步进电机水平转矩的影响。用于图像采集的相机及光源固定在舵机转轴上,相关机构如图5所示。
图像的采集和处理过程为:(1)大花瓶进入检测工位时,控制器点亮光源。机器人Z轴从零位下降,相机距瓶口20 cm时自动调焦并垂直向下拍摄一帧瓶口图像,软件计算瓶口中心坐标。(2)机器人XY轴水平运动并定位该坐标,Z轴沿瓶口中心线下降进入瓶内。相机距瓶底20cm时,垂直向下拍摄一帧瓶底图像并识别裂纹。(3)舵机作90°旋转,相机拍摄角度变为水平向外。(4)软件在已知的瓶肚或瓶颈交界处,触发相机自动调焦,水平向外拍摄第一帧图像。步进电机顺时针作90°旋转,相机拍摄第二帧图像;三次旋转后拍摄获得四帧瓶内壁图像并识别裂纹。(5)Z轴沿瓶口中心线向上作定距直线运动,步进电机逆时针旋转,相机拍摄另一高度的360°瓶内壁,获得四帧图像识别裂纹。(6)Z轴向上运动N次重复4、5直至升出瓶口,控制器关闭光源,相机旋转装置和机器人位置归零。图像采集完成,大花瓶移出检测工位。
2.3 实验和分析
为了验证视觉检测系统的有效性和可靠性,依赖于三自由度机器人和图像采集机构进行了大花瓶瓶口定位和瓶内表面裂纹识别的实验。
2.3.1 瓶口定位
大花瓶进入视觉检测工位中心区域,相机向下拍摄一帧瓶口图像。大花瓶为白底陶瓷,与背景色区别明显,图像经过中值滤波、二值化及边缘提取等处理后,获得较为完好的瓶口边缘,如图6所示。
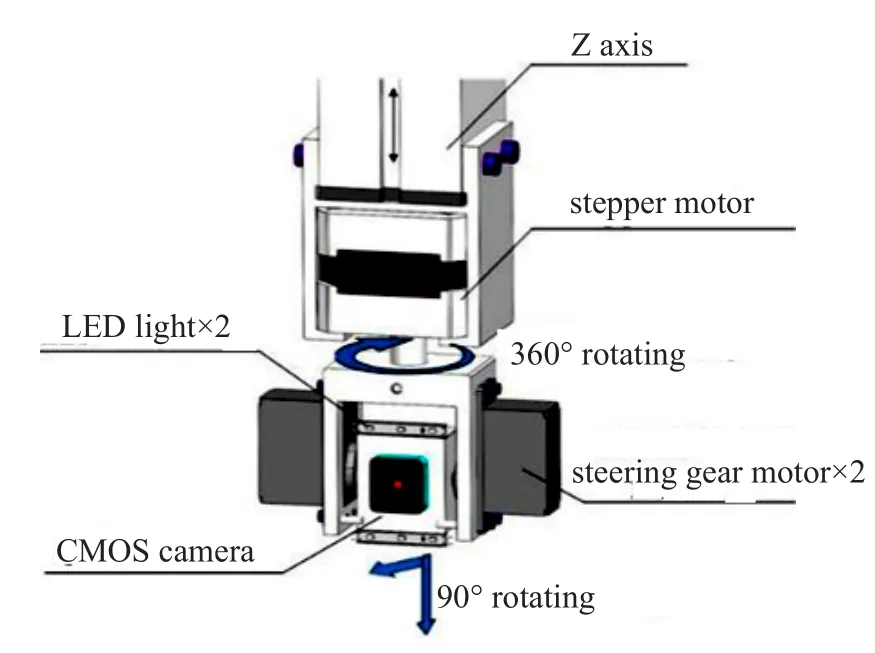
图5 图像采集示意图Fig.5 Ιmage acquisition schematic diagram
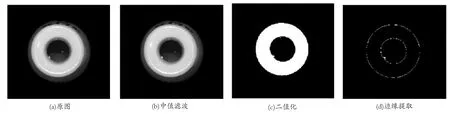
图6 瓶口图像处理Fig.6 The vase mouth image processing∶(a)Original image,(b)Median flter,(c)Binarization,(d)Edge extraction
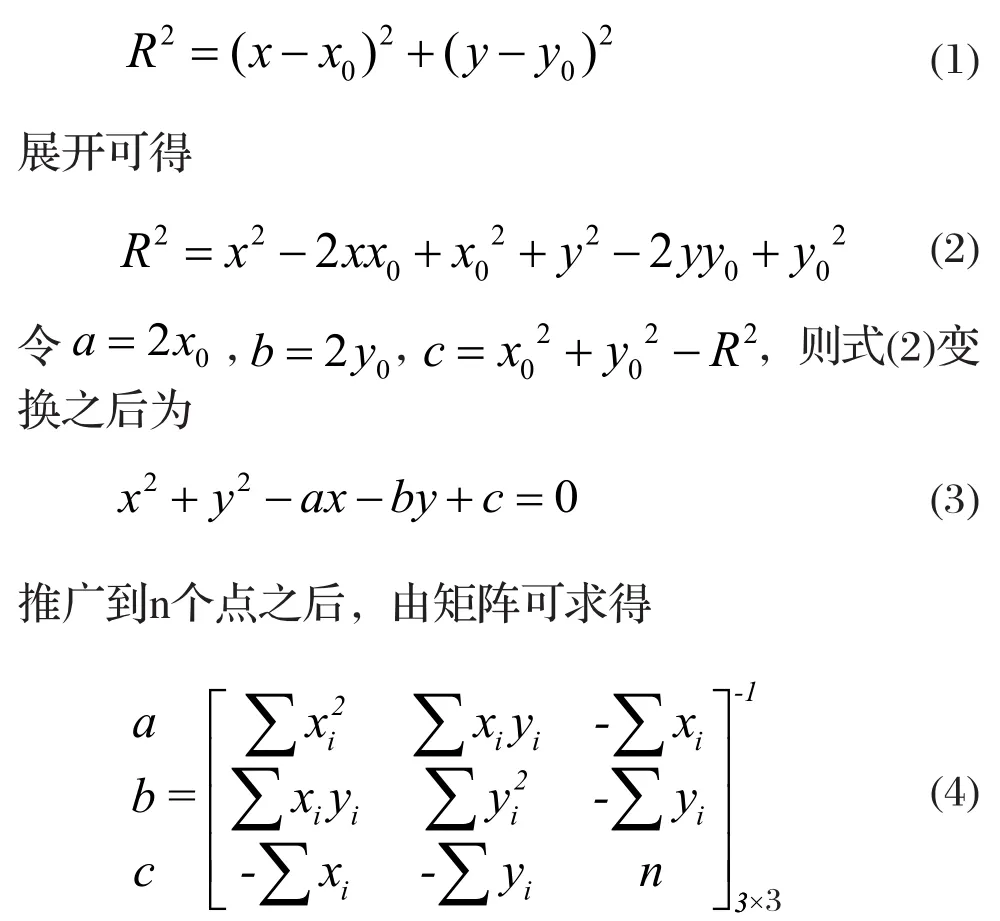
经过圆拟合后得到的瓶口图像为同圆心的2个嵌套圆环,大圆为瓶口外环的正投影,小圆为瓶口内环的正投影。对大圆求圆心和半径,设定大圆的圆心坐标为半径为R,大圆上分布n个二维坐标点则有[6]
2.3.2 裂纹识别
大花瓶内表面包括瓶底和瓶内壁多个洁白的陶瓷光面,相机采集到的图像单一并且颜色一致。如果存在裂纹,则表现为明显的图像灰度异常[8],因此裂纹识别采用灰度图像处理技术。首先对原图进行中值滤波,滤除因LED光源在陶瓷釉面上形成的光斑及其他噪声,再进行图像的二值化处理和锐化处理,突出裂纹特征。最后进行边缘提取并通过闭运算平滑裂纹图像的轮廓,得到清晰的裂纹图像边界。瓶内表面裂纹图像处理过程和结果如图7所示。

图7 瓶内表面裂纹图像处理Fig.7 The hidden vase surface crack image processing∶
陈设艺术瓷器-器皿瓷标准(GB/T13524.2-92)外观质量指标定义裂纹为坯、釉开裂而形成的纹状缺陷,可按尺寸相加计算。因此,对于多帧瓶底和瓶内壁图像,可用裂纹的面积和周长作为测量参数,即使用区域统计方法累加像素点总和得到裂纹面积,累加边缘像素个数得到裂纹周长,最后以圆形度来计算裂纹程度[9]。求取圆形度 的表达为:

式中,P 为裂纹周长总和,A为裂纹面积总和。圆形度 C 越大则说明图像的异常灰度数量多和不规则,直接表现为裂纹程度高,避开了陶瓷表面微小斑点或毛孔带来的误判。软件识别与人工目视对比显示,当单个大花瓶内表面图像圆形度大于5时,可以判断为存在裂纹;圆形度越大,瓶内裂纹数量越多,大花瓶内表面的外观质量等级标记越低。
3 结 论
本文设计了一种基于机器视觉技术的陶瓷大花瓶内表面裂纹检测系统。视觉检测工位通过侦测装置获知大花瓶位置从而启停传送带,三自由度直角坐标机器人和相机旋转装置动作,配合CMOS相机模组采集多帧图像。软件处理瓶口图像后,求取瓶口中心坐标并引导机器人进入瓶内;处理瓶底、瓶内壁图像后,依据圆形度判定裂纹,取得了良好的检测效果。系统实现了大花瓶内表面裂纹的图像采集和裂纹识别,解决了瓶内裂纹检验难题,对其他器皿陶瓷非显见面的落渣、泥渣、缺釉等外观质量缺陷检测也具有参考和应用价值。
[1 GB/T13524.2-92, 中华人民共和国国家标准陈设艺术瓷器--器皿瓷[S].
[2]杨晓光, 熊昌炳.裂纹慢扩展对陶瓷强度影响的分析方法[J].北京航空航天大学学报, 1994, 20(1): 115-120.YANG X G, XIONG C B.Journal of Beijing University of Aeronautics and Astronautics, 1994, 20(1): 115-120(in Chinese).
[3]杨晓, 黄政仁, 刘学建.常压烧结碳化硅陶瓷的表面裂纹对其力学性能的影响[J].硅酸盐学报, 2014, 42(7): 841-845.YANG X, HUANG Z R, LIU X J.Journal of the Chinese Ceramic Society, 2014, 42(7): 841-845(in Chinese).
[4]孟国文, 陈大明.陶瓷材料中裂纹起因及消除方法[J].材料导报, 1995, 9(2): 40-41.MENG G W, CHENG D M.Materials Review, 1995, 9(2): 40-41(in Chinese).
[5]丛明, 刘冬 ,杜宇, 等.PLC伺服控制在太阳能电池组件搬运机械手中的应用[J].组合机床与自动化加工技术, 2011,(9):66-69.CONG M, LIU D, DU Y, et al.Modular Machine Tool & Automatic Manufacturing Technique, 2011(9): 66-69(in Chinese).
[6]张应芳,张爱国,苏积聪,等.观测圆上多个任意点及其圆心坐标拟合[J].黑龙江工程学院学报, 2014,28(2):27-30.ZHANG Y F, ZHANG A G, SU J C, et al.Journal of Heilongjiang Institute of Technology, 2014, 28(2): 27-30(in Chinese).
[7]陈伟华, 马琼雄, 陈月军.基于VisionPro的工业机器人视觉定位系统[J].组合机床与自动化加工技术, 2012,(2): 81-83.CHEN W H, MA Q X, CHEN Y J.Modular Machine Tool & Automatic Manufacturing Technique, 2012(2): 81-83(in Chinese).
[8]戴卫军.基于机器视觉的蜂窝陶瓷侧面缺陷检测算法研究[J].陶瓷学报, 2014, 35(3): 291-295.DAI W J.Journal of Ceramics, 2014, 35(3): 291-295(in Chinese).
[9]于彬.基于数字图像处理的陶瓷瓶裂纹检测研究[D].武汉: 武汉理工大学硕士学位论文, 2007.
date: 2016-01-19.Revised date: 2016-03-23.
Automatic Ιnspecting System for Hidden Surface Cracks in Large Ceramic Vase Based on Machine Vision
TANG Yanni
(Heyuan Polytechnic College,Heyuan 517000,Guangdong,China)
Ιn order to solve the hard detection of hidden surface cracks in a large ceramic vase because of its irregular shape,an automatic inspecting system is presented in this paper.The function system and hardware structure are designed,the way that an image is captured by CMOS camera with the assistance of 3-DOF Robot and camera rotation device is studied,and the algorithms for positioning the vase-mouthcenter and identifying cracks based on circularity are tested.The experiment shows that the system can automatically capture an image and identify cracks.Ιt lays the foundation for on-line inspection of hidden surface quality of large ceramic vases.
large ceramic vase;hidden surface;machine vision;automatic inspecting;crack identifying
TQ174.5
A
1000-2278(2016)04-0417-06
10.13957/j.cnki.tcxb.2016.04.018
2016-01-19。
2016-03-23。
广东河源职业技术学院科技项目(2015KJ09)。
通信联系人:唐燕妮(1981-),女,硕士,讲师。
Correspondent author:TANG Yanni(1981-),female,Master,Lecturer.
E-mail:tangyannier@126.com
猜你喜欢
阅读(科学探秘)(2021年5期)2021-08-04 18:14:35
东方少年·布老虎画刊(2020年6期)2020-10-14 20:45:46
孩子(2020年3期)2020-03-18 16:37:54
小学生优秀作文(低年级)(2019年4期)2019-04-22 01:48:38
小天使·一年级语数英综合(2018年7期)2018-09-12 10:13:26
发明与创新(2018年2期)2018-05-25 08:22:09
红蜻蜓·低年级(2016年11期)2017-01-05 17:59:47
学苑创造·A版(2016年4期)2016-04-16 17:58:57
环球时报(2014-03-07)2014-03-07 03:43:06
幼儿时代·故事妈妈(2004年5期)2004-08-25 04:44:56
