UASB+CASS组合工艺处理啤酒废水工程实例
2016-09-10 03:13:13李晓婷
工业水处理 2016年3期
李晓婷
(宜春学院生命科学与资源环境学院,江西宜春336000)
工程实例
UASB+CASS组合工艺处理啤酒废水工程实例
李晓婷
(宜春学院生命科学与资源环境学院,江西宜春336000)
通过对啤酒生产制作废水特点的综合分析,结合原有污水处理站工艺及多家同类污水站的实践经验,提出采用UASB+CASS组合工艺处理啤酒废水。运行结果表明:出水COD、BOD5、SS、NH3-N均满足《啤酒工业污染物排放标准》(GB 19821—2005)一级标准,出水动植物油、阴离子表面活性剂满足《污水综合排放标准》(GB 8978—1996)一级标准,采用该组合工艺处理啤酒生产废水,在技术和经济上可行。
啤酒废水;升流式厌氧污泥床;循环式活性污泥法
江西某啤酒厂是一家以大麦芽、酒花、酵母、酿造用水为主要原料,以玉米、大米、大麦、小麦、糖类等为辅助原料〔1〕,生产及精加工饱含二氧化碳的低酒精度酒的生产企业,企业生产过程中产生的废水由原有废水处理站采用水解酸化+接触氧化组合工艺进行净化处理。现企业因扩大生产规模,增加排放的污水总量远远超过现有污水处理站原始设计处理能力,导致废水中所含污染物降解去除效果持续降低,出水水质不断恶化且不能达到排放标准,故对现有污水处理站进行扩建改造,确保污水经系统处理后出水排放各项污染物指标均能达到国家《啤酒工业污染物排放标准》(GB 19821—2005)、《污水综合排放标准》(GB 8978—1996)中的一级排放标准。
1 废水水质分析
1.1废水主要组成及特点
啤酒生产主要是以大麦和大米为主要原料,辅之以啤酒花及鲜酵母,经过长时间的发酵酿造而成。该废水属于中高浓度的有机污染废水,废水的主要来源有:麦芽生产过程的洗麦水、浸麦水、发芽降温喷雾水、麦槽水、洗涤水、凝固物洗涤水;糖化过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤水、过滤洗涤水;罐装过程的洗瓶、灭菌、破瓶啤酒;冷却水和成品车间冲洗地面水;生产、生活区的生活污水〔2-3〕。啤酒废水含有大量的有机碳、悬浮有机污染物,但氮源污染物质较少,其COD、SS、BOD5浓度均较高,pH 11.0~13.0,同时含有一定量的动植物油、阴离子表面活性剂。啤酒废水属于有害无毒的有机废水,但是很容易腐坏,一旦排入水体会消耗受纳水体内大量的溶解氧,对周围水体环境造成严重的危害〔4〕。
1.2废水水质及水量
工程设计流量为5 000m3/d,本项目废水有机物浓度较高,悬浮有机污染物含量较高,主要含有大量的麦皮、渣皮等,在生产制作过程中废水排放不均匀,水质水量波动较大,但该类废水的可生化性良好,有毒物质较少,营养配比适中〔4〕。废水水质及排放标准见表1。

表1 废水水质及排放标准
2 废水处理工艺
2.1废水处理主体工艺的选择
目前国内外常用的啤酒废水处理方法主要包括生化处理法、物化与生化相结合的处理办法。具体有水解酸化+SBR法、UASB+好氧接触氧化法、新型独立接触氧化法、生物接触氧化法、内循环UASB反应器+氧化沟法、UASB+SBR法等〔5〕。结合该公司啤酒废水的水质及排放状况,且兼顾因地制宜等因素,确定采用内循环UASB反应器+好氧CASS反应器组合工艺进行处理,工艺流程见图1。
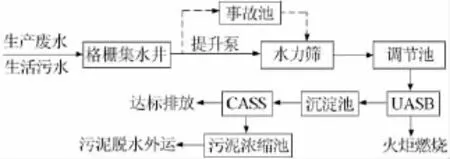
图1 工艺流程
2.2工艺流程说明
(1)污水、污泥部分。各生产环节产生的污水经厂区管网汇集到污水处理站的格栅集水井,经过提升泵提升并经过水力筛的拦截,将破碎商标纸、麦壳等杂物隔除,隔除杂质后的污水进入调节池后采用液下搅拌进行水质、水量的调节,同时在调节池的前端还设置了事故池,根据集水井的在线pH计测定的pH,当综合污水pH大于9时,开启泵出水管线上去事故池的电动阀门,关闭去水筛的电动阀门;当pH小于9时,则关闭去水管线上去事故池的电动阀门,同时开启去水筛的电动阀门。调节池中的污水经过均质、均量后由调节泵提升至UASB中进行厌氧分解。厌氧出水靠重力自流入CASS池,在CASS池内进行进水、反应、沉淀、排水、闲置5个工序,沉淀池污泥、反应器剩余污泥由污泥泵提升入污泥浓缩池后再进行带式压滤机脱水,脱水后污泥外运或者制作砖块加以利用。
(2)空气部分。由罗茨鼓风机在CASS池底部连续鼓入进行好氧反应所需的空气,同时往调节池中定期鼓入空气,确保池内不会淤积污泥。
(3)仪器、仪表、自控及配电部分。主要包括液位控制仪、流量计、pH在线仪、泵与风机自动切换装置、报警装置等。
3 主要构筑物及配套设备技术参数
(1)格栅集水井。1座,地下式砼结构,设计尺寸12.5m×2.5m×3.5m,有效水深1.5m,设计过水量250m3/h,过栅流速5m/s;配套集水井提升泵两台,型号CP(T)515-200沉水式污物泵,流量300m3/h,扬程11m,功率5 kW。
(2)调节池。1座,钢混结构,设计尺寸15m× 12m×6m,有效容积900m3,HRT=4 h;配套设备包括GL-150型水力筛2台,筛筒缝隙0.8~1.0mm,材质SS304;LPF配套浮球液位计1套;曝气量为3.0 m3/(m2·h)的环状式水下空气混合装置1套;LDE-65型电磁流量计1套;KDV-23L型酸计量泵1台;KDV-23L型碱计量泵1台;ABBACS140-1K1-1型计量变频器2台。
(3)UASB反应器。1座,钢混结构,设计尺寸23.5 m×14.0 m×8.2 m,有效水深7.5 m,有效容积1 785m3,反应区水力停留时间HRT=8.6 h,反应器水力停留时间HRT=11.8 h,COD容积负荷7.0 kg/(m3·d)。该装置主要由污泥床区、污泥悬浮区和沉降区三部分组成,废水由泵输送进入,自下而上经过反应器,对废水中的高浓度有机物从酸化至甲烷化平衡完成,使系统运行负荷高而且不易发生酸化现象,经过反应器反应后,产生过量的沼气则由火炬燃烧处理。
配套设备包括:出水斜板沉淀池(与UASB反应器合建)2座,钢混结构,单池设计尺寸6.0m× 11.5 m×8.2 m;厌氧布水器20套,材质不锈钢SS304,型号YHWJ-1;厌氧三相分离器20套,材质玻璃钢,尺寸6.5m×2.0m×1.5m,型号YHTS-1;水封罐1台,材质不锈钢SS304,尺寸D 1.2m×2.3m;气水分离器1台,材质不锈钢SS304,尺寸D 1.2m×2.3m;pH计(带温度计)2套,规格alph-pH800;二级提升泵2台(1用1备),型号G-320-200(4P),流量210m3/h,扬程10m,功率11 kW;厌氧进水泵2台(1用1备),型号G-330-250(4P),流量400m3/h,扬程10m,功率18.5 kW;电磁流量计1台,规格BURKERT 8045 DN250;玻璃钢罩4个,尺寸3m× 0.8m×0.5m;臭氧洗涤器1套,规格BIOFILTER-1500,处理风量1 500m3/h;臭氧收集风机1台,型号4-71 3.15A,风量2 000 m3/h,全压1 600 Pa,功率1.5 kW(防爆电机);温度控制器2套,型号OMRON pt100 0.0~+200℃。
(4)CASS池。1座,3组,钢混结构,单组设计尺寸27m×8.3m×6.0m,有效水深5m,总有效容积3 200m3,名义水力停留时间HRT=15.36 h,污泥负荷(以BOD5/MLVSS计)0.15 kg/(kg·d),污泥质量浓度3 000mg/L,滗水率30%。对于该啤酒废水,在经过UASB厌氧生物处理后,有机污染物浓度仍然较高,利用CASS池可以在同一个周期内通过调节曝气量以改变运行方式,极大限度地提高有机污染物去除率,保证较好的出水水质,尤其是对于一些难降解物质,可以在CASS池中通过缺氧-好氧的循环作用得到良好的去除效果。
配套设备包括:鼓风机4台(3用1备),型号SSR-125,供风量18.3m3/min,升压49 kPa,电机功率22 kW;微孔曝气头1 600个,尺寸D=240mm,服务面积0.3m2,单个出风量1.5~3.0m3/h;滗水器3台,型号SHB-350,滗水量350m3/h,电机功率1.5 kW;污泥回流泵3台,型号CP(T)51.5-65,流量25m3/h,扬程10m,电机功率1.5 kW。
(5)污泥浓缩池。1座,钢混结构,设计尺寸3.5m× 2.5m×4.5m,配套G35-1型螺杆泵2台,XAYJ40/ 800-UB型厢式压滤机1套,污泥抽吸泵2台。
(6)综合操作间。1座(利用原有),地上砖混结构加彩钢瓦,设计尺寸为8.0m×6.0m×3.0m。
4 工程启动及运行
4.1UASB反应器
本次调试所接种的污泥取自某城市污水处理厂的脱水硝化污泥,开始阶段首先将UASB反应器内的温度控制在30℃左右,进水量控制在50m3/h左右,进水方式为白天进水、夜间停止进水。同时及时清理UASB反应器液面上由污泥带入的悬浮杂物,并且注意观察液面,避免反应器内的接种污泥流失。一旦出水中带有大量污泥,则必须停止进水,同时密切监控UASB反应器的进水总量、进出水pH、温度,整个启动阶段pH需控制在6.5~8.0之间〔6〕,随后逐步增大进水量,并控制反应器挥发酸质量浓度不高于2.5mg/L,对COD每天定时取样监测,当反应器出水COD去除率能稳定达到80%左右时,再逐渐加大进水流量,大约经过90 d左右的调试启动,UASB反应器启动调试成功并可正常运行。
4.2CASS反应池
常规CASS反应池主要组成部分为生物选择区、兼氧区、好氧区〔7〕。CASS反应池实质上属于间歇式处理反应器,此反应器可以通过调节曝气量使得反应器内不断进行曝气与非曝气交替循环过程,如此,UASB反应器出水在CASS池内按一定的周期及阶段得到进一步的深度处理。CASS池内污水处理循环主要包括进水/曝气/污泥回流阶段—完成生物降解过程、非曝气/污泥沉淀阶段—泥水分离过程、滗水/剩余污泥排放阶段—上清液排出过程、闲置阶段—恢复污泥活性过程。
一个完整的循环操作周期由上述四个阶段组成,可根据污水水量及所含有机污染物浓度的高低,灵活选择运转形式周期(每周期的运作时间可选6、8、12 h等)。在CASS反应池调试初期,需先往CASS池内泵入少量的中低浓度有机废水进行预曝气处理,同时往池内投加一定量的营养物质(营养物质比例按照C、N、P的质量比为100∶5∶1计)〔8〕,并且由池内污泥沉降比的变化曲线来不断调整CASS反应池内的污泥负荷。随后便开始慢慢加大进水水量,使CASS反应池内的好氧活性污泥微生物种群可以逐步适应待处理的啤酒废水。大约经过25 d的处理后,CASS反应池内污泥沉降比可稳步增长至20%以上。进行实验室镜像检测可以发现,此时CASS池内微生物种群种类丰富,存在着大量的活性菌胶团、钟虫及轮虫〔9〕,此现象表明,CASS反应池内已经形成了良好的生物相体系,活性污泥菌胶团结构致密、沉降速率快、泥水分离速度快,上清液出水清澈透明,水质状况良好,说明CASS反应池内的生物种群已经适应了本项目需处理的啤酒废水,驯化菌种的培养过程已经基本成功。CASS反应池处理负荷在经过60 d左右的调试启动后可完全达到设计能力,全系统能够运行稳定。
4.3滗水器
滗水器是CASS处理法的重要设备,本项目采用的旋转式滗水器运行稳定可靠,负荷大、滗水深度行程大,可操控性好。
4.4运行效果
废水处理效果如表2所示。

表2 工程运行监测结果
由表2可以看出,该工程对COD、BOD、SS、氨氮的总体去除率可分别达到98.4%、97.8%、95.4%、98.5%。
5 经济指标及环境效益分析
(1)工程造价。该工程总投资为319.26万元,其中土建费34.89万元,设备材料费256.15万元,其他设计、安装、运输及调试等间接费用12.99万元。
(2)运行成本。单位废水的处理成本约为1.48元/m3(不计设备折旧、维修费用),其中电费0.58元/m3,人工费0.33元/m3(污水处理站操作人员按10人计),药剂费合计0.57元/m3(HCl投加质量浓度按100 mg/L计、PAC投加质量浓度按100 mg/L计、PAM投加质量浓度按5.0mg/L计)。
(3)环境效益。污水处理站改建运行投入使用后,企业每年可减少COD约3 896.64 t、BOD5约322.74 t、SS约377.78 t,大量减排的污染物质对改善周围水体环境能够起到非常关键的作用。
6 结论
(1)采用内循环UASB反应器+好氧CASS反应器组合工艺处理啤酒废水可以取得很好的处理效果。采用该工艺处理本项目啤酒废水,系统稳定运行期间COD、BOD5、SS、氨氮平均去除率分别达98.4%、97.8%、95.4%、98.5%,系统出水水质能够稳定达到国家《啤酒工业污染物排放标准》(GB 19821—2005)及《污水综合排放标准》(GB 8978—1996)中的一级排放标准要求。
(2)UASB反应器是整个组合处理工艺的核心组成部分,具有较高的COD容积负荷,启动运行调试的关键在于反应器内厌氧颗粒污泥良好沉降性能的培养,而培养厌氧颗粒污泥群的前提条件是为其提供良好的营养环境、维持适宜的进水酸碱度及适时地调整进水水力负荷,同时UASB反应系统运行平稳,具有很强的耐冲击负荷能力,高效低耗、结构紧凑、占地面积小、剩余污泥产量少、操作管理简便等显著特点。
(3)CASS是SBR工艺的改良型。它既涵盖了传统SBR工艺的优点,同时运行管理更加方便、基建投资更省、抗冲击负荷能力更强。对于本项目啤酒废水,在UASB厌氧生物处理后,UASB反应器出水在CASS反应器内可以通过调节曝气量从而改变反应器的运行方式来得到进一步的处理,进而最大程度地提高UASB反应器出水中有机污染物质的去除效果,保证系统最终出水水质稳定达标。尤其是针对那些难降解的有机污染物质,在CASS反应器内可以通过缺氧-好氧的反复循环作用得到相对彻底的去除。
(4)总体来看,内循环UASB反应器+好氧CASS反应器组合工艺针对性强,工程设施投入半年多来运行稳定、操作简便,综合运行成本稳定在1.48元/m3左右,同时能够取得很好大的环境效益和经济效益,适宜推广。
[1]袁莉.啤酒废水处理工艺的选择[J].啤酒科技,2005,6(3):45-46.
[2]马骁威,徐洪斌,李伟伟,等.啤酒企业污水处理设计[J].水处理技术,2007,32(5):70-72.
[3]周长波,张振家,曾庆荣,等.啤酒废水的综合处理[J].工业水处理,2001,21(11):44-46.
[4]曹敬华,黄铭国.生物接触氧化法处理啤酒废水的设计与运行[J].中国给水排水,2008,18(8):84-85.
[5]谌建宇,刘晓文.厌氧UASB-新型生物接触氧化工艺处理啤酒废水[J].给水排水,2000,26(4):34-36.
[6]刘林.斜板三相分离器UASB-生物接触氧化工艺处理果汁生产废水[J].环境工程,2003,21(1):15-17.
[7]汪波.循环式活性污泥法(CASS)处理啤酒废水工艺[J].科技纵横,2005,16(11):21-23.
[8]王本辉,傅金祥,李彤岩,等.CASS工艺在阜新啤酒厂生产废水处理中的应用[J].沈阳建筑工程学报:自然科学版,2004,19(4):312-315.
[9]马娜,陈玲,熊飞.水解酸化—序批式活性污泥法处理啤酒生产废水[J].环境科学与技术,2003,26(1):34-35.
——————
Case study on the combined process,UASB+CASS for the treatmentofbeerwastewater
LiXiaoting
(Life Science&Resources Environment Institute,JiangxiYichun University,Yichun 336000,China)
Based on the comprehensive analysisof the characteristicsof thewastewater from beer production,combiningwith the original technology in water treatmentstationsand a number of practicalexperiencesof similarwastewater plants,it is proposed that the combined process,UASB+CASS,is to be used for the treatment of beer wastewater.The running resultsshow thatall theeffluentCOD,BOD5,SS,and NH3-N canmeet the requirementsspecified in Level lof the Discharge Standard of Pollutants for Beer Industry(GB 19821—2005).The effluent,animaland plant oils,and anionic surfactant canmeet the requirements specified in Level lof IntegratedWastewater Discharge Standard(GB 8978—1996).Using the combined process for the treatmentofwastewater from beer production is technically and economically feasible.
beerwastewater;upflow anaerobic sludge bed;cyclic activated sludgemethod
X703.1
B
1005-829X(2016)03-0093-04
李晓婷(1982—),讲师。电话:13979599984,E-mail:xiaoxiao68022@sina.com。
2016-01-20(修改稿)
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:36
科学(2020年6期)2020-02-06 08:59:58
流行色(2018年10期)2018-03-23 03:36:24
数学小灵通·3-4年级(2017年12期)2018-01-23 03:38:05
环境保护与循环经济(2017年4期)2018-01-22 03:27:11
山东工业技术(2016年15期)2016-12-01 05:30:54
山东青年(2016年2期)2016-02-28 14:25:44
中国资源综合利用(2016年3期)2016-01-22 07:28:17
化工进展(2015年6期)2015-11-13 00:27:28
专用汽车(2015年2期)2015-03-01 04:06:52