
环形薄壁件车削的工装设计
2016-09-07 07:47张益泉赵发银
新技术新工艺 2016年5期
张益泉,赵发银
(中国兵器工业第五八研究所 产品制造部,四川 绵阳 621000)
环形薄壁件车削的工装设计
张益泉,赵发银
(中国兵器工业第五八研究所 产品制造部,四川 绵阳 621000)
针对环形薄壁件在加工过程中易发生变形、表面粗糙度及内外圆同轴度不易保证的加工难题,设计了相应的辅助定位工装。给出了零件的结构及材料,简述了工装的设计思路,列出了工装结构图及装夹定位图,指出了工装使用的注意事项,论述了工装产生的经济效益。结果表明,该工装的结构简单、加工方便,能可靠定位零件的外圆和内孔,有效保证了零件内外圆的同轴度及表面粗糙度,提高了零件的加工质量,为加工环形薄壁件提供了一个可借鉴的工装设计方案。
环形薄壁件;表面粗糙度;同轴度;定位;车削
随着科学技术的发展,电动机的体积越来越小,其零部件的加工难度也越来越大。小型电动机上有一种环形薄壁件,材质为1Cr18Ni9Ti,外径与壁厚之比>30,要求表面粗糙度为Ra1.6 μm,外圆与内孔的同轴度误差≤0.05 mm。若直接利用三爪自定心卡盘夹持加工,很难达到零件的公差要求。
本文主要以环形薄壁件内、外圆的加工为例,详细介绍辅助工装的设计。通过工装的定位,解决零件在加工过程中的变形问题,达到零件的公差要求。
1 环形薄壁件的结构及材料
环形薄壁件的内径、外径和宽度分别为77.6、80和8 mm(见图1),由于使用环境的特殊要求,材料选择1Cr18Ni9Ti。此材料属于耐蚀钢,在氧化性环境中具有优良的耐蚀性和良好的耐热性。
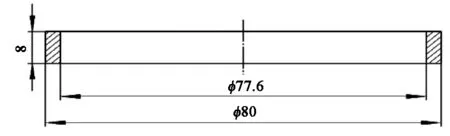
图1 环形薄壁件结构图
2 工装制作
2.1工装的设计思路
在对环形薄壁件进行车削时,加工误差主要来源于刀具进给量过大引起的零件热变形以及三爪自定心卡盘夹持引起的尺寸变形。因此,在工装设计时,首先应避免三爪自定心卡盘直接装夹工件,尽量采用辅助工装定位的方式,将外力作用在零件的两端面上,从而消除零件在径向方向受到附加力,减小零件因尺寸变形而引起的加工误差[1];其次,在加工时,应减小进刀量,多次车削,以减小刀具和工件摩擦带来的零件受热变形。
2.2工装的结构
2.2.1外径车削工装
工装的结构如图2所示,心轴和端盖的材料选择黄铜(H62),该材料的摩擦因数小,硬度低,在高速切削时不易产生粘刀现象。另外,黄铜的散热性能较好,能够减少零件在切削过程中的热变形[2]。端盖中心加工一通孔,一端面加工深2 mm台阶,周边圆环的壁厚大约为0.5 mm。
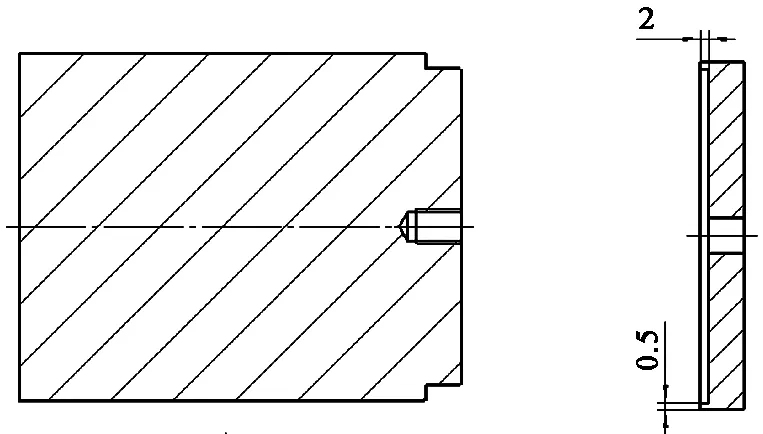
图2 外径车削工装结构图
在使用时,先将心轴定位段的外径尺寸车削至比零件内径尺寸小0.01~0.015 mm,装入零件,再利用端盖周边的圆环顶住零件的端面,最后旋入锁紧螺钉(见图3)。为了避免零件受到端盖压力后发生变形,旋紧力不应过大。
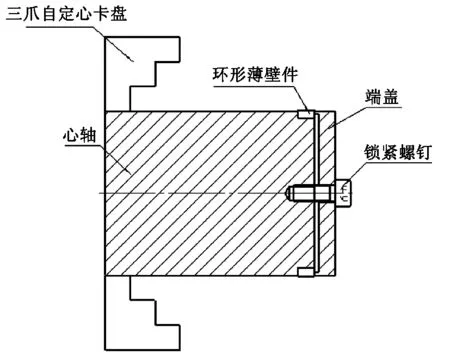
图3 外径车削工装定位图
2.2.2内径车削工装
该工装的结构如图4所示,心轴套和锁紧盖同样选择黄铜(H62)。心轴套定位段的内径尺寸比零件外径大0.01~0.015 mm,中心的通孔略大于零件的内径,避免车削时刀具刮伤工装的内表面。心轴套上加工一段外螺纹,锁紧盖配车一段内螺纹。
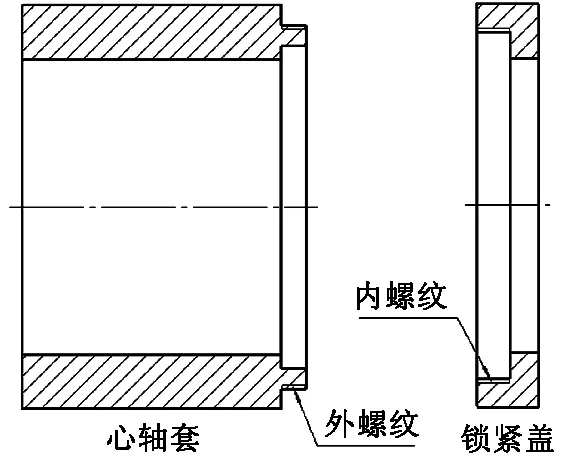
图4 内径车削工装结构图
在使用时,将零件放入心轴套的定位内孔,然后旋入锁紧盖,通过螺纹使零件紧贴于心轴套的内径壁。为避免零件受力后发生变形,旋紧力不应过大。具体定位关系如图5所示。
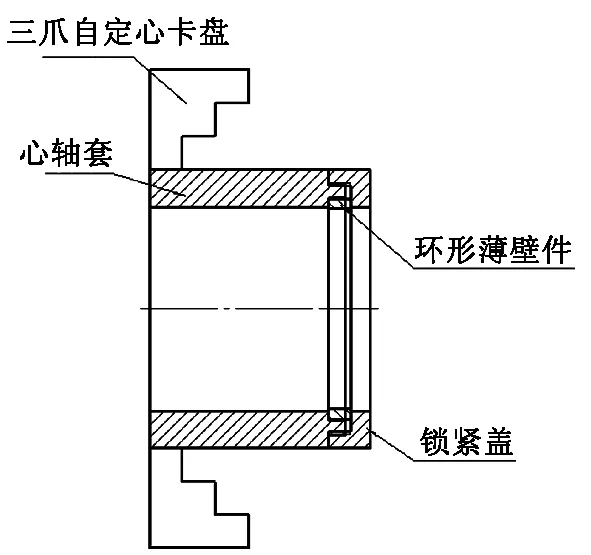
图5 内径车削工装定位图
2.3注意事项
1)外径车削工装的心轴和端盖的外圆尺寸一般比零件的外圆小0.5 mm,内径车削工装的心轴套和锁紧盖的内孔尺寸一般比零件的内孔大0.5 mm,这样可以避免在对零件进行车削时,刀具刮伤工装。
2)零件利用工装定位的加工已属于精加工,进刀量一般控制在0.04~0.05 mm。如果加工周期充足,最好在车外径和车内孔工序的间隔期间安排自然时效处理,周期约为72 h,以此消除零件内部的残余应力,更好地保证零件的尺寸公差和几何公差要求。
3)每次加工之前,应用酒精将零件和工装的表面擦洗干净,确保工装能够准确定位零件,同时也能避免残留的铁屑或杂质划伤零件表面,以提高零件的加工质量。
3 工装的经济效益
在车床上直接利用三爪自定心卡盘夹持,加工上述零件,数量为50件,所测得的表面粗糙度、外圆与内孔的同轴度误差值分别见表1和表2。
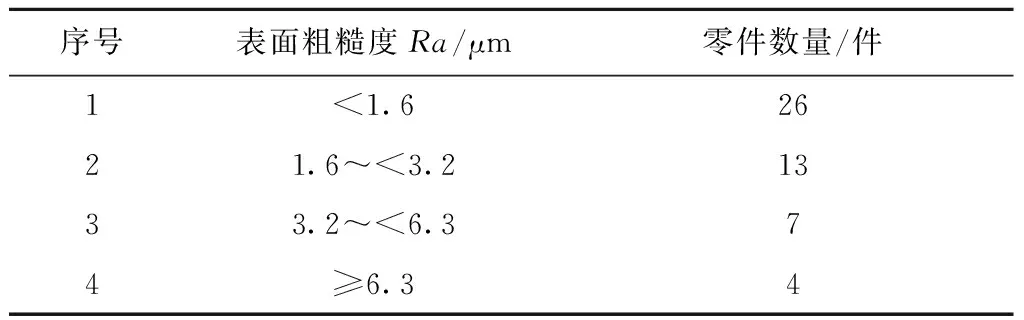
表1 零件表面粗糙度检测表1
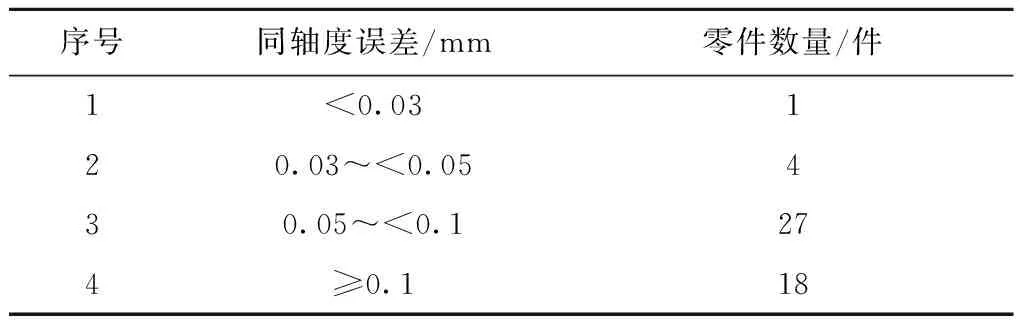
表2 零件同轴度误差检测表1
利用所设计的工装定位,加工上述零件,数量为50件,所测得的表面粗糙度、外圆与内孔的同轴度误差值分别见表3和表4。
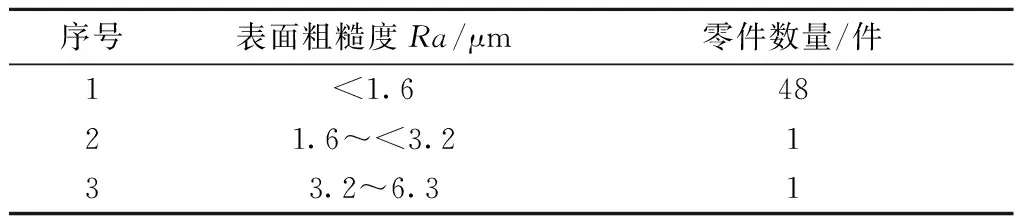
表3 零件表面粗糙度检测表2
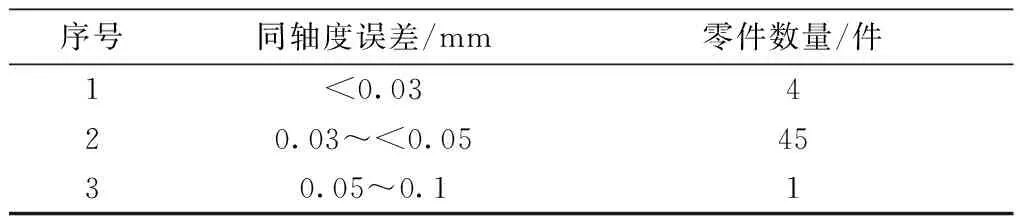
表4 零件同轴度误差检测表2
由表1~表4可以看出,在利用工装定位后,零件表面粗糙度的合格率由52%提高到了96%,同轴度误差合格率由10%提高到了98%。
由此可见,通过工装的使用,零件的表面粗糙度及同轴度都得到了显著提高,零件的质量得到了保证。
4 结语
上述工装结构简单,加工方便。使用该工装能可靠定位零件的外圆和内孔,同时避免了零件因径向方向受力而发生变形,有效地保证了零件的同轴度及表面粗糙度,提高了零件的加工质量,为环形薄壁件的加工提供了一个可借鉴的工装设计方案。
[1] 杨叔子. 机械加工工艺师手册[M]. 北京: 机械工业出版社, 2001.
[2] 徐耀信. 机械加工工艺及现代制造技术[M]. 成都: 西南交通大学出版社, 2005.
责任编辑郑练
The Equipment Design of Thin-walled Turning in a Circle
ZHANG Yiquan, ZHAO Fayin
(Department of Product Manufacturing, No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
In view of the annular thin-wall pieces found in processing process with easy deformation, and the surface roughness with the internal and external circular coaxial degree is not easy to guarantee the processing problems, the corresponding auxiliary positioning jig is designed. Introduce the structure and material of parts, the design of tooling. List the tooling structure and the clamping location map. Point out that the tooling considerations, tooling to produce economic benefits. The results show that the equipment is in the simple structure and the convenient processing, can realize the reliable positioning components of the outer circle and inner hole, effectively guarantee the parts inside and outside circular coaxial degree and the surface roughness, improve the machining quality of parts for processing, and can be drawn lessons from annular thin-walled package providing a tooling design.
annular thin-wall parts, the surface roughness, alignment, positioning, turning
TG 76
A
张益泉(1962-),男,工程师,主要从事工艺技术等方面的研究。
2015-12-11
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
九江学院学报(自然科学版)(2022年2期)2022-07-02
家庭影院技术(2021年3期)2021-05-21
家庭影院技术(2020年1期)2020-06-24
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
