
西门子S120在施胶机上的应用和优化
2016-09-05 08:09汤峰
中国造纸 2016年5期
汤 峰
(西门子中国有限公司上海分公司,上海,200082)
·施胶机控制·
西门子S120在施胶机上的应用和优化
汤峰
(西门子中国有限公司上海分公司,上海,200082)
主要介绍了西门子S120驱动控制系统在造纸机施胶机传动控制上的实现和调试,以及通过优化去来实现高自动化高精度的生产过程控制。
SINAMICS S120;速度控制;转矩控制;负荷分配;优化;张力控制
随着工业的发展,造纸设备趋向于更大型化,速度更快,自动化程度更高。对控制系统的控制精度和高自动化程度提出了更高要求。常规施胶机一般在闭辊或闭合施胶梁时需要人为地对施胶机速度或者张力进行手动调整,并且也要手动对施胶后烘缸的速差或者张力进行操作,既需要多人同时操作,控制精度又不高。本文主要介绍了西门子公司新一代S120驱动控制系统,通过优化实现施胶闭辊、施胶梁打开和闭合的高精度、高动态、高自动化控制,从而减少操作人员的操作,减少断纸,提高产量。特别是对带有4个或者以上施胶功能的在线施胶的纸板机,由于纸板机机身比较长,使减少断纸且操作快捷方便就显得更为重要。S120替代了老一代的MasterDrive,与MasterDrive相比,S120具有更高控制精度和更高稳定性,更人性的调试和诊断画面,更丰富的端口连接,以及更便于维护的硬件结构。
1 项目简介
亚太森博浆纸有限公司为了扩大生产规模,投入大量资金建造了一条高档包装用纸生产线,施胶机是项目中的一个重要设备。纸幅宽度为4600 mm,施胶上辊直径为800 mm,施胶下辊直径为800 mm,导辊直径为350 mm,设计车速1000 m/min,纸张定量170~400 g/m2,厚度200~490 μm,紧度0.815~0.850 g/cm3。施胶机外形如图1所示。

图1 施胶机外形
2 施胶机工艺简介
施胶机主要由上辊、下辊和导辊、用于上料的上施胶梁和下施胶梁、引纸绳和引纸转换器组成。在纸幅正常传送到施胶机之前,需要通过引纸绳和引纸转换器把纸幅牵引到施胶机上。在引纸的过程中施胶辊是打开的,上下施胶梁跟上下施胶辊之间也是打开的。当纸幅引到施胶机时,纸幅会扩到全幅的状态。闭合施胶辊,然后闭合上下施胶梁,这样施胶液就会随着辊子的转动全部涂在纸幅表面。

图2 系统方框图和响应图
3 系统的硬件设计
施胶机包含施胶固定辊(下辊),施胶移动辊(上辊),导辊,引纸绳,引纸转换器。系统选用的是S120交流整成直流,然后直流转化成交流的AC-DC-AC的硬件结构。CU320通过DRIVE-CLIQ连接几个逆变器。CU320通过DP的方式连接到S7- 400的控制器。直流母线到逆变器中间有预充电的开关相连。设计有安全开关便于现场维修,MP277 10inch 用于现场操作。控制器采用的是3块416-2在同一个机架上并行,施胶机挂在第二块CPU的一个网段上。上位机采用了一个工程师站和两个操作员站,上位的控制软件采用PCS7 V8.0 Update1。

图5 阶跃加入
4 速度环优化分析和优化过程
4.1速度环优化分析
单回路矢量控制的传动系统包含速度环、转矩环和机械系统(积分:Tim)。一般来讲,速度的设定是不会摆动的,给定要通过斜坡函数发生器。通过电机的发力去实现速度的跟踪,速度环是转矩环的外环。所以合适的负载响应才能使电机和机械很好地同步。按照图2系统方框图和响应图(Kr_n是控制器的比例分量,Tr_n是速度环的积分)来分析,一般速度环节跃响应的超调量在43%左右。
电机和设备之间一般通过联轴器(弹性)或者齿轮箱(齿间隙,弹性)连接起来的。所以电机和设备之间应该存在扭转的震动频率。功能图如图3所示,开环传递函数如图4所示,一般在大的设备中扭转的震动频率低于10 Hz。
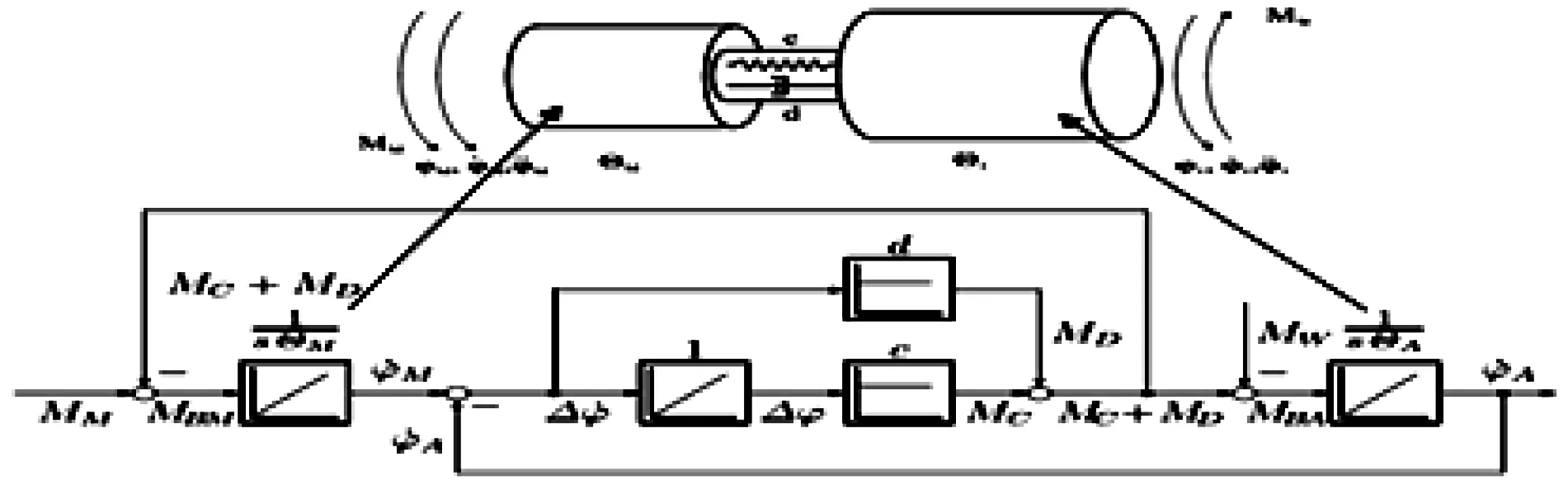
图3 功能图

图4开环传递函数
理论上,通过测量负载的速度或角度,靠实际反馈的速度信号能使速度环稳定,但在实际系统中需要有一定的方法找到合适的控制器参数值。
4.2速度实际优化过程
(1)把一个小的阶跃加进速度环给定,设一个比较小的比例(如Kp=3),找到震荡频率,通常设2~3倍震荡周期的时间作为速度环反馈的滤波时间T2。阶跃加入如图5所示。
(2)让速度环运行在单纯的比例控制下,不断地增加比例值。当速度环有稍微超调时的比例值是合适的值。比例增加曲线如图6所示。

图6 比例增加曲线
(3)设定积分时间。积分时间设定为PT1(速度反馈总滤波时间)滤波时间的4倍。如Tf=50 ms,Te=5 ms,积分时间设为220 ms。图7中同时也显示出有齿轮箱间隙的存在,齿轮箱间隙扭动频率要低于辊的固定扭动频率,这种齿轮箱间隙的距离才能从辊子上顺利通过。

图7 响应图
(4)设定速度给定的滤波和速度反馈的滤波为相同的值,防止在加速时出现加速同步的错误。施胶机下辊和上辊速度环优化后的阶跃响应时域图如图8所示。

图8 实际阶跃响应
5 控制的实现和补偿
图9为系统结构示意图。

图9 系统结构示意图
从图9中可以看出,M65(下辊)是主辊,M66(上辊)是从辊,当M65和M66闭合在一起时,M66进入负荷分配模式。M65纸幅通过施胶机闭辊后自动投入张力控制,引纸绳M147是速差控制模式,引纸转换器M152也是速差控制模式。操作人员可以在操作屏上对速差进行操作。
施胶机的从辊负荷分配:主传动速度调节器的输出乘以负荷分配系数,减去从传动速度调节器的输出,然后乘以软化补偿量,加到从传动的速度给定。负荷分配(软化补偿)如图10所示。

图10 负荷分配(软化补偿)
当纸幅从施胶机的压区经过时,上下辊对纸幅表面产生的力是相同的,F1=F2,力的分配如图11所示。

图11 力分配示意图
实际应用中是通过电机的发力来实现F1=F2,所以要通过齿轮箱的速比、辊的直径、电机的功率来折算电机的扭矩T1、T2。考虑到上下两个辊的摩擦力不相同,所以各自的摩擦力应该直接补偿,摩擦力自动补偿功能如图12所示。上辊的摩擦力用Fx1表示,下辊的用Fx2表示。上辊直径、速比分别用D1、i1表示,下辊直径、速比分别用D2、i2表示。扭矩T1、T2的计算分别见式(1)、式(2)。
(1)
(2)

图12 摩擦力自动补偿功能

图13 实际补偿图
施胶机上料的上梁和下梁随时可以打开和闭合(上料和停料),施胶辊在生产过程中也可能打开和闭合。辊子闭合或上下上料梁闭合,传动负载在瞬间变化很大,若单独靠速度环来调整可能需要速度环的调整周期,这样速度变化很大。为了避免负荷波动导致速度波动,在闭辊或闭合上下梁时需要对主传动和从传动进行附加转矩补偿。实际补偿图如图13所示。
通过实际曲线的负载变化值来进行补偿。由于在施胶后纸幅变湿,变湿后由于拉伸的原因纸幅伸长,所以对施胶机后的烘缸进行速度的补偿有些时候是必要的。
6 张力控制的实现和优化
6.1张力控制的实现
通过张力控制器的输出,叠加到速度给定上,这样传动会根据纸张的实际张力来调整速度,以达到恒定张力控制的目的。张力控制图如图14所示。

图14 张力控制图
张力控制应在闭辊时自动投入,在施胶机打开时张力自动切掉。当断纸时施胶应自动停止,同时施胶辊打开,张力自动切掉,主辊M65从张力控制自动切换到速度控制,从辊M66从负荷分配控制自动切换到速度控制。

图16 张力控制响应
6.2张力控制的优化
有纸时张力在不断调节,此时需要对张力调节器的PI进行最优化调整。在张力给定部分加入3%左右的扰动,张力调节器方框图见图15。同时在曲线中观察实际张力值的跟随情况,根据实际曲线不断调整比例和积分值。直到实际值的曲线和扰动加入的曲线能够跟上,有一点点的超调量为最佳的PI参数。张力控制响应图见图16 。
7 结 语
通过施胶机优化,减少了操作人员的操作,降低了劳动强度,提高了生产率。项目连续运行24 h,张力的稳态精度小于0.5%,在带纸加速或改产过程中,
张力的动态精度小于4%。张力不投入的情况下24 h的速度稳态精度小于0.01%,带纸加速或改产过程中动态精度小于0.05%,提供了很高的控制精度。整个项目从2014年6月投入使用以来一直处于稳定的运行状态,受到客户的好评。
[1]ZHANG Yang, DING Xue-feng, GUO Hui, et al. Modificatioon of Surface Sizing Technology of Linerboard[J]. China Pulp & Paper, 2015, 34(5): 70.
张扬, 丁雪峰, 郭徽, 等. 箱纸板表面施胶技术的改造[J]. 中国造纸, 2015, 34(5): 70.

(责任编辑:马忻)
Application and Optimizing of SIEMENS S120 Control System in Paper Sizing Machine
TANG Feng
(SIEMENSLimitedChinaShanghaiBranch,Shanghai, 200082)
This paper introduced the appication and comissioning of Siemens S120 control system in paper sizing machine and realizing the high automation and high accuracy of the operation through the optimization.
SINAMICS S120; speed control; torque control; load distribution; optimizing; tension control
汤峰先生,系统主任工程师;主要从事造纸行业自动化与驱动产品的设计和调试的研究工作。
2015-11-10(修改稿)
TS77
A
10.11980/j.issn.0254- 508X.2016.05.013
(E-mail: feng.tang@simens.com)
猜你喜欢
物流技术与应用(2022年8期)2022-08-26
少儿科技(2022年4期)2022-04-14
马克思主义哲学研究(2021年2期)2021-06-05
新世纪智能(高一语文)(2020年9期)2021-01-04
物流技术与应用(2020年4期)2020-05-06
造纸化学品(2019年4期)2019-09-18
中国自行车(2018年8期)2018-09-26
中华诗词(2018年4期)2018-08-17
制造技术与机床(2017年3期)2017-06-23
中国造纸学报(2015年1期)2015-12-16
