3D打印技术研究现状和关键技术
2016-09-01 07:40张学军唐思熠肇恒跃郭绍庆孙兵兵陈冰清
材料工程 2016年2期
张学军,唐思熠,肇恒跃,郭绍庆,李 能,孙兵兵,陈冰清
(1 北京航空材料研究院,北京 100095; 2 空军驻沈飞工业集团有限公司军代表室,沈阳 110034)
特 约
3D打印技术研究现状和关键技术
张学军1,唐思熠1,肇恒跃2,郭绍庆1,李能1,孙兵兵1,陈冰清1
(1 北京航空材料研究院,北京 100095; 2 空军驻沈飞工业集团有限公司军代表室,沈阳 110034)
本文首先简要介绍了3D打印技术的基本原理及分类,然后重点介绍了有关金属材料3D打印的几种方法:电子束熔化成形(EBM)、激光选区熔化成形(SLM)、激光快速成形技术(LDMD)。 简述了金属材料3D打印的应用领域及国内外发展情况及研究现状。文章最后结合国内外金属材料3D打印的研究现状,指出金属材料3D打印需要在打印用粉末、金属3D打印设备、3D打印零件无损检测方法、3D打印零件的失效行为和寿命预测等方面进行重点研究,并建立3D打印零件的无损检测标准规范以及3D打印材料全面力学性能数据库。
3D打印;增材制造;金属材料
3D打印技术也说成增材制造技术,是相对于传统的机加工等“减材制造”技术而言的,是基于离散/堆积原理,通过材料的逐渐累积来实现制造的技术。它利用计算机将成形零件的3D模型切成一系列一定厚度的“薄片”,3D打印设备自下而上地制造出每一层“薄片”最后叠加成形出三维的实体零件。 这种制造技术无需传统的刀具或模具,可以实现传统工艺难以或无法加工的复杂结构的制造,并且可以有效简化生产工序,缩短制造周期。本文对3D打印的发展情况进行了介绍,重点介绍了金属材料3D打印的研究现状并指出了金属材料3D打印需要重点研究的技术问题。
1 3D打印技术的分类
根据3D打印所用材料的状态及成形方法,3D打印技术可以分为熔融沉积成形(Fused Deposition Modeling, FDM)、光固化立体成形(Stereo Lithography Apparatus, SLA)、分层实体制造(Laminated Object Manufacturing, LOM)、电子束选区熔化(Electron Beam Melting, EBM)、激光选区熔化(Selective Laser Melting, SLM)、金属激光熔融沉积(Laser Direct Melting Deposition, LDMD)、电子束熔丝沉积成形(Electron Beam Freeform Fabrication, EBF)[1-3]。
1.1熔融沉积成形(FDM)
熔融沉积成形技术(FDM)技术是以丝状的PLA,ABS等热塑性材料为原料,通过加工头的加热挤压,在计算机的控制下逐层堆积,最终得到成形的立体零件。这种技术是目前最常见的3D打印技术,技术成熟度高,成本较低,可以进行彩色打印。
1.2光固化立体成形(SLA)
光固化立体成形技术(SLA)是利用紫外激光逐层扫描液态的光敏聚合物(如丙稀酸树脂、环氧树脂等),实现液态材料的固化,逐渐堆积成形的技术。这种技术可以制作结构复杂的零件,零件精度以及材料的利用率高,缺点是能用于成形的材料种类少,工艺成本高。
1.3分层实体制造(LOM)
分层实体制造技术(LDM)以薄片材料为原料,如纸、金属箔、塑料薄膜等,在材料表面涂覆热熔胶,再根据每层截面形状进行切割粘贴,实现零件的立体成形。这种技术速度较快,可以成形大尺寸的零件,但是材料浪费严重,表面质量差。
1.4电子束选区熔化(EBM)
电子束选区熔化成形技术(EBM)是在真空环境下以电子束为热源,以金属粉末为成形材料,通过不断在粉末床上铺展金属粉末然后用电子束扫描熔化,使一个个小的熔池相互熔合并凝固,这样不断进行形成一个完整的金属零件实体。这种技术可以成形出结构复杂、性能优良的金属零件,但是成形尺寸受到粉末床和真空室的限制。
1.5激光选区熔化(SLM)
激光选区熔化成形技术(SLM)的原理与电子束选区熔化成形技术相似,也是一种基于粉末床的铺粉成形技术,只是热源由电子束换成了激光束,通过这种技术同样可以成形出结构复杂、性能优异、表面质量良好的金属零件,但目前这种技术无法成形出大尺寸的零件。
1.6金属激光熔融沉积(LDMD)
金属激光熔融沉积成形技术(LDMD)以激光束为热源,通过自动送粉装置将金属粉末同步、精确的送入激光在成形表面上所形成熔池中。随着激光斑点的移动,粉末不断地送入熔池中熔化然后凝固,最终得到所需要的形状。这种成形工艺可以成形大尺寸的金属零件,但是无法成形结构非常复杂的零件。
1.7电子束熔丝沉积成形(EBF)
电子束熔丝沉积成形技术又称电子束自由成形制造技术(EBF),是在真空环境中,以电子束为热源,金属丝材为成形材料,通过送丝装置将金属丝送入熔池并按设定轨迹运动,直到制造出目标零件或毛坯。这种方法效率高,成形零件内部质量好,但是成形精度及表面质量差,且不适用于塑性较差的材料,因无法加工成丝材。
以上是目前3D打印常见的工艺方法,根据各自的工艺特点在不同的领域有不同的应用,但是这些工艺都是基于离散/堆积的原理,实现零件从无到有的过程。
2 金属材料3D打印技术研究现状
近20年来,3D打印技术取得了快速的发展,所用的材料种类越来越多,成形结构越来越复杂,零件的精度越来越高,使3D打印技术应用范围不断扩大。根据美国技术咨询服务协会Wohler的报告,全球3D打印市场持续增长,2012年3D打印设备与服务全球直接产值是22.04亿美元。如此巨大的市场让世界各国都十分重视3D打印技术,而金属材料3D打印是3D打印技术最前沿的部分之一,在航空航天、医疗等领域应用迅速扩大,未来具有很大的发展潜力。
2.1国外金属材料3D打印技术研究现状
在20世纪90年代,激光熔融沉积成形技术(LDMD)首先在美国发展起来。约翰霍普金斯大学、宾州大学和MTS公司通过对钛合金3D打印技术的研究,开发出一项以大功率CO2激光熔覆沉积成形技术为基础的“钛合金的柔性制造”技术,并于1997年成立了AeroMet公司。该公司在2002~2005年之间就通过3D打印技术制备了接头、内龙骨腹板、外挂架翼肋、推力拉梁、翼根吊环、带筋壁板等飞机零部件;美国Sandia国家实验室采用该技术开展了不锈钢、钛合金、高温合金等多种金属材料的3D打印研究,并成功实现了某卫星TC4钛合金零件毛坯的成形。成形过程所用时间相比传统方法明显缩短[4-6];2014年5月,美海军在巴丹号航母上硬着舰了一架前起落架损坏的鹞式战机,三个月后,“美舰艇备战中心”称舰上人员已经通过3D打印技术修复了该飞机。
同样是在20世纪90年代,德国Fraunhofer研究所提出了利用激光选区熔化(SLM)打印金属材料的方法,并在2002年研究成功[7]。随后多家公司推出了SLM设备,如MCP公司开发的MCPRealizer系统、EOS公司开发的EOSINT M系列,RENISHAW公司开发的AM250系统等。此外,国外多家高校及研究所如德国亚琛工业大学、英国利兹大学、利物浦大学、比利时鲁文大学、日本大阪大学以及英国焊接研究所、德国Fraunhofer 激光技术研究所等得到了欧盟第六七框架计划、德国研究基金等机构及波音、洛克希德-马丁、EADS等大型航空航天企业的资助,对SLM材料特性、缺陷控制、应力控制等基础问题开展了大量研究工作[8-13]。在SLM技术的应用方面,2012年GE通用电气航空集团收购了名叫Morris的3D打印企业,采用激光选区熔化3D打印技术为LEAP喷气式发动机制造燃油喷嘴,目前GE航空集团已经接受了超过4000台LEAP喷气式发动机的订单,其中要通过3D打印制造的零件数量巨大。另一方面,SLM技术在医疗领域也得到了应用,例如通过SLM技术成形Co-Cr合金的可摘除式局部义齿,不锈钢材料的基底冠、全冠和固定桥[14-18]。

图1 激光选区熔化零件(EOS公司提供)Fig.1 SLM components (Courtesy EOS)
20世纪90年代,瑞典的Chalmers工业大学与Arcam公司合作开发出了另一种金属材料3D打印技术-电子束选区熔化成形(EBM)技术,Arcam公司随后在2003年推出了首台商用的EBM设备,并相继推出了一系列的EBM产品,客户包括国外许多工厂、高校及研究机构。EBM工艺目前主要在航空航天及生物医疗方面有所应用,目前通过EBM打印的颅骨、股骨柄、髋臼杯等骨科植入物已经得到了临床应用,EBM技术在此方向的研究应用已经较为成熟;近年来,EBM技术在航空航天领域的发展十分迅速,多家航空公司都开展了利用EBM技术制造航空发动机复杂零件的研究,其中意大利AVIO公司利用该技术成功的制备出了TiAl基合金发动机叶片,引起了航空制造界广泛关注。
2.2国外政府对3D打印的支持情况
由于3D打印技术诸多优点及其广阔的市场前景,世界上多个国家都加大了对3D打印技术的投入。2012年8月美国拨款3000万美元在俄亥俄州成立了国家增材制造创新研究所(National Additive Manufacturing Innovation Institute,NAMII),在2013年3月,该中心从其成员项目申报中遴选了首批7项研究资助项目,总金额950万美元。在2014年1月,该中心又从其成员项目中选择了15项进行资助,总经费为1930万美元。这些项目包括了3D打印材料、工艺、装备与集成、质量控制等方面,反映出美国在3D打印领域开展了广泛的研究,产业布局较为完整;2013年6月,英国政府宣布将向18个创新型3D打印项目投入1470万英镑进行资助,项目期限是1~3年;在2013年10月,日本经济产业省设立了新物造研究工作组(Study Group on New Monodzukuri),目的在于改变日本在3D打印技术方面落后于欧洲和美国的态势,以增强日本的全球竞争力。日本政府在2014年预算案中划拨款40亿日元用来实施以3D成形技术为核心的制造革命计划,包括金属材料3D打印设备的研发、精密3D打印系统技术的开发、3D打印零件的评价研究等。各国大力投入,促进了3D打印技术快速发展。
2.3国内金属材料3D打印技术发展情况
国内开展3D打印技术研究的时间基本与世界同步,目前开展3D打印技术研究的单位也很多,几个领先的单位和高校的工作各有特色,在某些研究领域处于国际领先地位。
20世纪90年代,西北工业大学、北京航空航天大学等高校就开始了有关激光快速成形技术的研究[4,19,20]。西北工业大学建立了激光快速成形系统,针对多种金属材料开展了工艺实验,近年来西工大团队采用3D打印技术打印了最大尺寸3m、重达196kg的飞机钛合金左上缘条;北京航空航天大学同样在大尺寸钛合金零件的3D打印方面开展了深入的研究,在“十一五”期间,采用激光熔融沉积方法制备出了大型钛合金主承力结构件;华中科技大学在激光选区熔化和激光选区烧结方面开展了很多工作,对金属材料及高分子材料的3D打印进行了研究,并且开发了拥有自主知识产权的SLM设备-HRPM系列粉末熔化成形设备;西安交通大学在生物医学用内置物的3D打印以及金属材料的激光熔融沉积成形方面开展了工作,完成了多例骨科3D打印个性化修复的临床案例,通过激光熔融沉积制备了发动机叶片原型,最薄处可达0.8mm,并具有定向晶组织结构[21,22]。清华大学在国内也较早地开展了3D打印技术研究,研究领域主要是在电子束选区熔化(EBM)技术方面,并且研发了相关的3D打印设备[23,24]。
国内除了高校之外,许多研究所也在开展3D打印技术研究。西北有色金属研究总院在电子束选区熔化工艺及设备研发方面进行了研究,并开展了钛合金、TiAl合金的电子束熔化成形工艺研究[25,26];中国航空工业集团公司北京航空制造工程研究所开展了电子束熔丝沉积成形的研究工作,并具备此类设备的研发能力,采用这种方法已经成形出2100mm×450mm×300mm钛合金主承力结构件[27,28];中国航空工业集团公司北京航空材料研究院近年来开展了激光熔融沉积成形的系统研究,发挥了航材院材料、工艺、检测、失效分析等专业优势,成立了由多专业联合参与的“3D打印研究与工程技术中心”,旨在推动3D打印技术在航空、航天、生物医学等领域的快速应用,特别在金属基复合材料、梯度材料、超高温结构材料、航空关键件修复等方面开展了深入研究,部分成果已经获得应用。
为了推动3D打印技术的快速发展和产业化,国家工信部2015年2月联合发改委及财政部发布了《国家增材制造产业发展推进计划(2015~2016年)》,明确了中国3D打印技术发展的目标和方向,同时也指出中国增材制造产业化仍处于起步阶段,与先进国家相比存在较大差距,尚未形成完整的产业体系,离实现大规模产业化、工程化应用还有一定距离。关键核心技术有待突破,装备及核心器件、成形材料、工艺及软件等产业基础薄弱,政策与标准体系有待建立,缺乏有效的协调推进机制。
3 金属材料3D打印需要重点研究的技术问题
采用激光、电子束为热源的3D打印金属构件,就是将金属粉末或金属丝按设定的路径一层层堆焊叠加,最终形成目标零件,其本质是焊接。所以,3D打印金属零件内部必然存在气孔、裂纹、夹杂、未熔合等焊接缺陷,因此金属材料3D打印技术研究的重要课题之一是缺陷控制技术。3D打印成形的金属材料存在组织和力学性能的各向异性,表面质量、尺寸精度和一致性也有别于传统的铸造、锻造,因此3D打印制件的力学性能和尺寸精度是另一个研究重点。另外,如何提高打印效率,降低批量生产成本,也是急需解决的问题。具体来说,金属材料的3D打印技术应在提高3D打印粉末质量和收得率、提高3D打印设备能力和开发过程监控系统、制定3D打印制件无损检测标准规范、建立3D打印材料全面力学性能数据库、研究3D打印材料失效行为及预测寿命几个方面予以重点关注。
3.1提高3D打印粉末质量和收得率
粉末粒度(D50中位粒径)、球形度、流动性、夹杂、气体含量等影响打印件的质量。
激光熔融沉积成形对粉末粒度的适应性较宽,从小到几十微米大到几百微米都可以应用,细粉末适合打印精细结构,粗粉末适合打印大尺寸和大加工余量的结构,但粉末粒度小于40μm时,送粉稳定性变差,不利于成形,而粉末粒度过大,需要采用大功率,过大的热输入将影响某些材料的力学性能。对于激光熔融沉积成形来说,采用粗粉末的打印效率要明显高于细粉末,节约打印时间,降低打印成本。激光和电子束选区熔化成形比较合适的粉末粒度为25~45μm,粉末粒度过大或过小将会增加打印件的表面粗糙度和内部孔隙率。可见,打印零件时应根据打印方法不同、零件技术要求不同,来选择不同粒度的粉末。
粉末球形度、流动性是影响3D打印制件的重要因素。粉末球形度不好,或者存在较高比例的“卫星粉”,会影响送粉和铺粉的稳定性,影响打印件的外观质量,增加内部缺陷,特别是在送粉时,球形度不好的粉末聚焦性差,粉末焦点分散,降低了粉末利用率,增加了形成缺陷的概率。粉末中的陶质夹杂物和O2, N2, H2等气体,会在打印件内部形成高熔点夹杂和气孔。
因此,应研究3D打印粉末制备技术,提高粉末质量,并应系统研究粉末质量与打印质量之间的因果关系,建立3D打印粉末分类和质量控制的统一标准。
另外,粉末价格是影响3D打印件价格的重要因素,特别是钛合金细粉,价格居高不下,抬高了选区熔化打印件的价格,不利于该技术的推广应用。因此,在提高粉末品质的同时,应研究如何提高粉末的收得率,以及粉末的回收再利用。
3.2提高3D打印设备能力和开发过程监控系统
对于选区熔化3D打印设备,最有代表性的有德国EOS、美国OPTOMEC、瑞典ARCAM,目前中国同类型的自主知识产权设备还存在技术差距。选区熔化3D打印设备主要问题是:一是设备尺寸小,最大的设备也只能打印400mm×400mm×400mm的零件;二是效率较低,零件打印时间长,成本较高;三是表面粗糙度、尺寸精度还不十分理想。如精密铸造表面粗糙度可优于Ra3.2,甚至可以达到Ra1.6以下,而激光3D打印件目前最好水平为Ra6.4左右,一般在Ra10以上,电子束铺粉式3D打印表面在Ra20~30左右。因此,需要提高选区熔化3D打印设备的精度,研究打印较大零件的设备,提高打印效率。
对于激光熔融沉积成形设备,应提高送粉过程的稳定性,这一方面取决于送粉器的稳定性和送粉头的精度。但是不管送粉系统如何精密,由于粉末质量的波动、工艺参数的波动都会影响打印零件的质量,因此需要打印过程的监控系统,能及时发现并自动或人工干预,改善打印质量。如粉末焦点的形状和尺寸,可用粉末成像系统进行测量,如图2所示;采用照相系统实时监视熔池的尺寸和波动以及成形质量,如图3所示。由于3D打印是多参数共同影响打印质量,因此打印过程监控显得尤其重要。
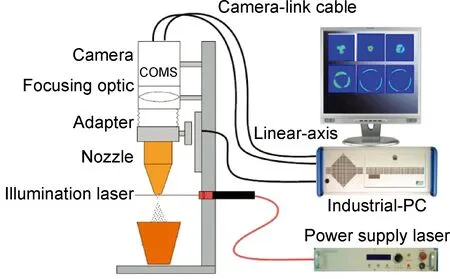
图2 粉末焦点测量系统(ILT提供)Fig.2 Powder focus measurement(Courtesy by ILT)
3.3制定3D打印制件无损检测标准规范
如前所述,金属3D打印的本质是焊接,气孔、夹杂、未熔合、裂纹等焊接缺陷几乎不可避免,图4是某激光送粉式3D打印样件不同批次出现的缺陷情况,可以看出3D打印制件缺陷尺寸、数量,存在随机性和波动性。因此必须建立适于3D打印零件的无损检测方法和标准。一是研究采用什么方法、什么设备去有效识别不同类型缺陷;二是具体结构的无损检测工艺。由于3D打印件多为复杂结构,这给无损检测带来了很大难度,采用常规方法存在检测不准和无法检测的问题,因此需要研究新的检测方法和设备,例如在线检测;三是缺陷类型、尺寸、数量、分布的界定标准。目前缺少工程应用的统一的缺陷控制标准规范。
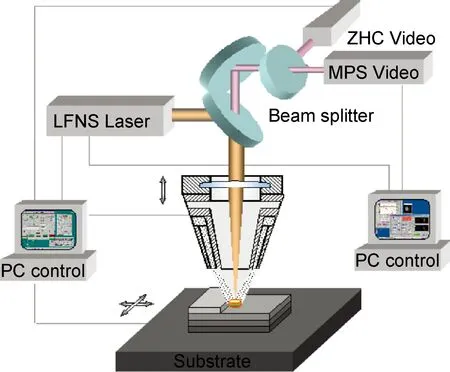
图3 3D打印成形监视系统[29]Fig.3 3D printing process monitoring system[29]
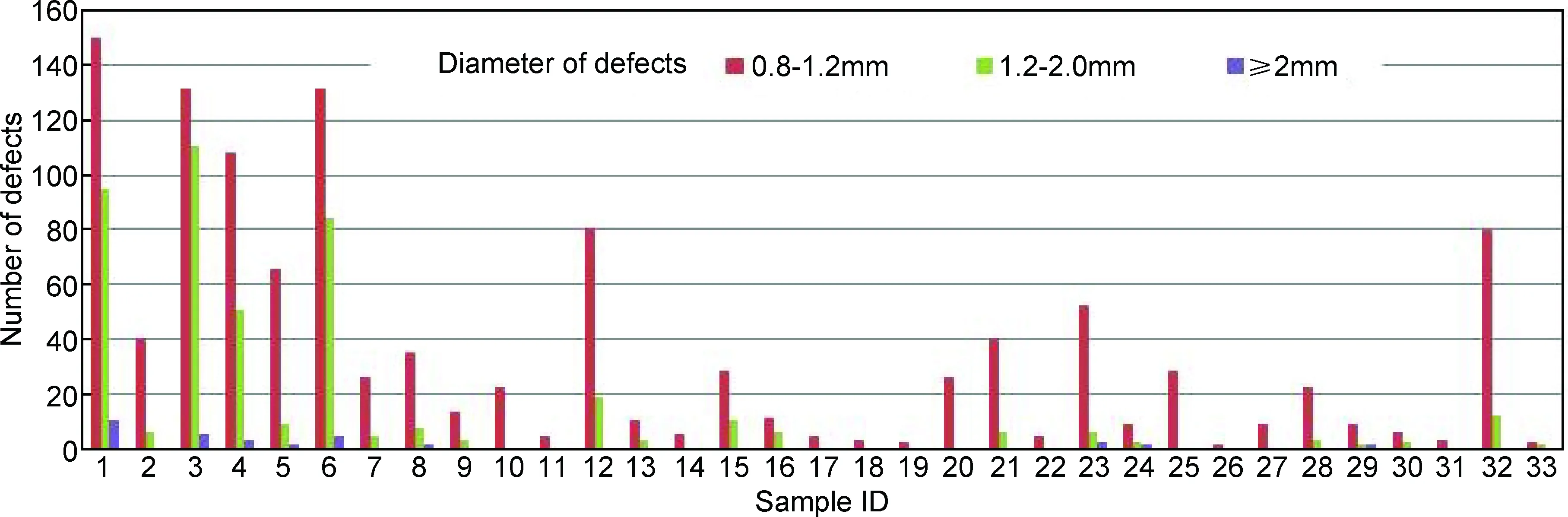
图4 样件气孔夹杂类缺陷波动情况Fig.4 Distribution of porosities and inclusions
3.4建立3D打印材料全面力学性能数据库
飞机和发动机一些重要结构承受疲劳载荷,在循环应力、腐蚀或高温环境下,要求有足够的疲劳寿命,确保飞行安全。因此,一种材料或结构是否能够安全可靠使用,需要通过一系列力学性能指标来评价。一般包括:室、高温拉伸性能、室温压缩性能、静力热稳定性能、DFR性能测试、冲击性能、断裂性能、室、高和低温疲劳性能、谱载疲劳性能、裂纹扩展速率及门槛值、谱载裂纹扩展性能、蠕变及持久性能、应力腐蚀开裂KISCC性能等,并且这种评价是多批次的。 目前,金属材料3D打印,主要集中在常规力学性能、疲劳性能测试研究,积累的力学性能数据还很有限,所研究的材料牌号也较少,不能为飞机和发动机结构设计提供足够的力学性能数据。
力学性能表征与测试是建立在完善的粉末和打印工艺研究基础上的,也就是通过大量的基础研究,界定了粉末标准、工艺规范、化学成分、缺陷控制标准,在此基础上,表征和测试的对象是在一个标准流程和过程质量控制条件下获得的3D打印材料。在这样的前提条件下,获得的力学性能数据才有意义,才有可比性。
3.5研究3D打印材料失效行为及预测寿命
3D打印材料组织存在不均匀性、各向异性,与锻造相比内部缺陷形态不同,在快速凝固条件下相成分和相比例与传统的铸造、锻造工艺相比存在差异,非加工表面较粗糙,这些差异决定3D打印构件的失效模式和寿命不同于铸造、锻造制件。因此,针对3D打印材料需要深入研究:微观组织特征及演变规律、组织评价方法;在组织不均匀、各向异性条件下的断裂特征与断裂行为;存在气孔、夹杂、未熔合、微裂纹等不同缺陷条件下断裂特征与断裂行为和界定缺陷类型、尺寸、数量、分布;材料表面完整性影响及评价;材料的耐久性和损伤容限特性评估模型;谱载疲劳裂纹扩展行为及寿命预测;特定环境下的材料的损伤与失效;典型结构的破坏与寿命预测;服役条件下的跟踪评估和失效分析等。只有上述失效行为认识清楚了,在航空构件设计选择和3D打印技术应用方面才不至于盲目,才能提高可靠性。
4 结束语
3D打印是一种先进制造技术,它为材料和结构提供了一种新的制造方法,是传统制造技术体系的重要补充。尤其是短流程、适合复杂结构等特点,给材料和结构设计者提供了丰富的想象空间,使传统制造技术难于实现的结构变得易于实现。但是,任何一种技术都有局限性,3D打印也不例外,基于熔化金属实现的金属结构3D打印,目前它更适合塑性好的金属材料,3D打印难焊金属材料还有很多困难,还需要大量的研究和验证。
铸造、锻造、焊接等金属材料制造技术经过上百年的研究、应用和发展,积累了丰富的使用经验,形成了完善的标准体系。3D打印也一样需要一个漫长技术积累和验证过程,只有通过长期、大量的应用研究,发现和解决方法本身固有的问题,才能使3D打印技术的应用不断向广度和深度发展。
[1]江洪, 康学萍. 3D打印技术的发展分析[J]. 新材料产业, 2013, (10): 30-35.
JIANG Hong,KANG Xue-ping. Analysis in development of 3D printing technology[J]. Advanced Materials Industry,2013, (10): 30-35.
[2]余冬梅,方奥,张建斌. 3D打印:技术和应用[J]. 金属世界, 2013, (6): 6-11.
YU Dong-mei,FANG Ao,ZHANG Jian-bing. 3D printing: technology and application[J]. Metal World, 2013, (6): 6-11.
[3]郭朝邦, 胡丽荣, 胡冬冬, 等. 3D打印技术及其军事应用发展动态[J]. 战术导弹技术, 2013, (6) : 1-4.
GUO Chao-bang,HU Li-rong,HU Dong-dong,et al. 3D printing technology and recent application in military fields[J]. Tactical Missile Technology, 2013, (6): 6-11.
[4]王华明, 张述泉, 汤海波, 等. 大型钛合金结构激光快速成形技术研究进展[J]. 航空精密制造技术, 2008, 44(6): 28-30.
WANG Hua-ming,ZHANG Shu-quan,TANG Hai-bo,et al. Development of laser rapid forming of large titanium structure [J]. Aviation Precision Manufacturing Technology,2008,44(6):28-30.
[5]ARCELLA F G, FROES F H. Producing titanium aerospace components from powder using laser forming[J]. Journal of the Minerals, Metals and Materials Society, 2000, 52: 28-30.
[6]李怀学, 巩水利, 孙帆, 等. 金属零件激光增材制造技术的发展及应用[J]. 航空制造技术, 2012, 20: 26-31.
LI Huai-xue,GONG Shui-li,SUN Fan,et al. Development and application of laser additive manufacturing for metal component[J]. Aeronautical Manufacturing Technology, 2012, 20: 26-31.
[7]尹华, 白培康, 刘斌, 等. 金属粉末选区激光熔化技术的研究现状及其发展趋势[J]. 热加工工艺, 2010, 39(1): 140-144.
YIN Hua,BAI Pei-kang,LIU Bin,et al. Present situation and development trend of selective laser melting technology for metal powder[J]. Hot Working Technology, 2010, 39(1): 140-144.
[8]董鹏, 陈济轮. 国外选区激光熔化成形技术在航空航天领域应用现状[J]. 航天制造技术, 2014, 2(1): 1-5.
DONG Peng,CHEN Ji-lun. Current status of selective laser melting for aerospace applications abroad[J]. Aerospace Manufacturing Technology, 2014, 2(1): 1-5.
[9]CHLEBUS E, KUZNICKA B, KURZYNOWSKI T, et al. Microstructure and mechanical behaviour of Ti-6Al-7Nb alloy produced by selective laser melting[J]. Materials Characterization, 2011, 62(5):488-495.
[10]BUCHBINDER D, SCHLEIFENBAUM H, HEIDRICH S, et al. High power selective laser melting (HP SLM) of aluminum parts[J]. Physics Procedia, 2011, (12): 271-278.
[11]BRANDL E, HECKENBERGER U, HOLZINGER V, et al. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM):microstructure, high cycle fatigue, and fracture behavior[J]. Materials & Design, 2012, 34: 159-169.
[12]VRANCKEN B, THIJS L, KRUTH J P, et al. Heat treatment of Ti6Al4V produced by selective laser melting: microstructure and mechanical properties[J]. Journal of Alloys and Compounds, 2012, 541: 177-185.
[13]AMATO K N, GAYTAN S M, MURR L E, et al. Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting[J]. Acta Materialia, 2012, 60(5): 2229-2239.
[14]JEVREMOVIC D,KOJIC V.A selective laser melted Co-Cr alloy used for the rapid manufacture of removable partial denture frameworks-initial screening of biocompatibility [J].Journal of the Serbian Chemical Society, 2011, 76(1): 43-52.
[15]JEVREMOVIC D, PUSKAR T, KOSEC B, et al. The analysis of the mechanical properties of F75 Co-Cr alloy for use in selective laser melting (SLM) manufacturing of removable partial dentures (RPD) [J].Metalurgija,2012,51(2):171-174.
[16]BENNETT R C,SUTCLIFFE C.Selective laser melting-applications and developments using MCP realize SLM[A] . Proeeedings of the Fourth Laser Assisted Net Shape Engineering[C].London: Lane, 2004.545.
[17]ABE F, SANTOS E C, KITAMURAY, et al. Influence of forming conditions on the titanium model in rapid proto-typing with the selective laser melting process[J].Journal of Mechanical Engineering Science, 2003, 217: 120-126.
[18]SCHLEIFENBAUM H, MEINERS W, WISSENBACH K, et al.Individualized production by means of high power selective laser melting[J]. Journal of Manufacturing Science and Technology, 2010, 2(3):161-169.
[19]黄卫东, 李延民, 冯莉萍, 等. 金属材料激光立体成形技术[J]. 材料工程, 2002, (3): 40-43.
HUANG Wei-dong,LI Yan-min,FENG Li-ping,et al. Laser solid forming of metal powder materials[J]. Journal of Materials Engineering, 2002, (3): 40-43.
[20]张永忠, 章萍芝, 石力开, 等. 金属零件激光快速成型技术研究[J]. 材料导报, 2001, 15(12): 10-13.
ZHANG Yong-zhong,ZHANG Ping-zhi,SHI Li-kai,et al. Research on laser direct forming of metal parts[J]. Materials Review, 2001, 15(12): 10-13.
[21]刘亚雄,贺健康,连芩,等. 西安交大个性化医用内置物的增材制造及应用[A]. 第15届全国特种加工学术会议论文集[C].南京: 中国机械工程学会, 2013. 245-248.
[22]卢秉恒. 西安交通大学先进制造技术研究进展[J]. 中国工程科学, 2013, (1):4-8.
LU Bing-heng. Research progress of advanced manufacturing technology in Xi’an Jiaotong University[J]. Engineering Science, 2013, (1):4-8.
[23]闫占功, 林峰, 齐海波, 等. 电子束选区烧结系统粉末操纵装置设计研究[J]. 制造技术与机床, 2005, (11):26-29.
YAN Zhan-gong,LIN Feng,QI Hai-bo,et al. Design of and research on powder manipulating device of electron beam selective sintering system[J]. Manufacturing Technology & Machine Tool, 2005, (11):26-29.
[24]齐海波, 林峰, 颜永年, 等. 电子束在快速制造领域的应用[J]. 新技术新工艺, 2004, (11):54-56.
QI Hai-bo,LIN Feng,YAN Yong-nian,et al. The application of electron beam in rapid manufacturing[J]. New Technology & New Process, 2004, (11):54-56.
[25]杨鑫, 奚正平, 刘咏, 等. TiAl基合金电子束快速成形研究进展[J]. 稀有金属材料与工程, 2012, 40(12):2252-2256.
YANG Xin,XI Zheng-ping,LIU Yong,et al. Research progress of electron beam melting technology for TiAl intermetallics[J]. Rare Metal Materials and Engineering, 2012, 40(12):2252-2256.
[26]贾文鹏, 汤慧萍, 贺卫卫, 等. 电子束快速成形研究进展及关键问题分析[J]. 电加工与模具, 2010, (2):41-44.
JIA Wen-peng,TANG Hui-pin,HE Wei-wei,et al. The development and key problems of electric beam rapid forming[J]. Electromachining & Mould, 2010, (2):41-44.
[27]巩水利, 锁红波, 李怀学. 金属增材制造技术在航空领域的发展与应用[J]. 航空制造技术, 2013, (13):66-71.
GONG Shui-li,SUO Hong-bo,LI Huai-xue. Development and application of metal additive manufacturing technology[J]. Aeronautical Manufacturing Technology, 2013, (13):66-71.
[28]深蓝. 发展高能束流增材制造技术促进航空制造业跨越式发展[J]. 航空制造技术, 2013, (13):64-65.
SHEN Lan. Develop high-energy beam additive manufacturing technology to promote leapfrog development of aeronautical manufacturing industry[J]. Aeronautical Manufacturing Technology, 2013, (13):64-65.
[29]ZHENG B L, XIONG Y H, NGUYEN V J, et al. Powder additive processing with laser engineered net shaping[A]. SMIT L J, VAN DIJK J H. Powder Metallurgy Research Trends[C]. Nova: Nova Science Publishers, 2009:126-188.
Research Status and Key Technologies of 3D Printing
ZHANG Xue-jun1,TANG Si-yi1,ZHAO Heng-yue2,GUO Shao-qing1,LI Neng1,SUN Bing-bing1,CHEN Bing-qing1
(1 Beijing Institute of Aeronautical Materials,Beijing 100095,China;2 Air Force Representative Office in Shenyang Aircraft Corporation,Shenyang 110034,China)
After introducing the principle and classification of 3D printing, methods for metal forming using 3D printing were reviewed in details, including electron beam melting (EBM), selective laser melting (SLM), laser direct melting deposition (LDMD). The application fields of metal 3D printing and research status overseas and domestic were also discussed in this paper. At last, based on the current development of metal 3D printing, this paper summarized the key issues that should be solved,which include the quality of powders, the usage of 3D printing equipments, nondestructive testing for 3D printing components, the failure analysis and prediction of lifecycles for 3D printing components. The standards of nondestructive testing for 3D printing components should be established and the database of comprehensive mechanical properties for 3D printing materials should be built.
3D printing;additive manufacturing;metal material
10.11868/j.issn.1001-4381.2016.02.019
TG47
A
1001-4381(2016)02-0122-07
北京市科委科技创新与产业培育专项(Z141100002814002)
2015-06-23;
2015-12-08
张学军(1969- ),男,研究员,硕士,从事航空金属材料焊接、激光3D打印研究,联系地址:北京市81信箱20分箱(100095),E-mail: xuejun.zhang@biam.ac.cn
猜你喜欢
制造技术与机床(2019年9期)2019-09-10
表面工程与再制造(2019年1期)2019-05-11
中学生数理化·中考版(2018年12期)2019-01-31
山东工业技术(2016年15期)2016-12-01
光学精密工程(2016年3期)2016-11-07
新世纪水泥导报(2016年1期)2016-07-01
中国塑料(2016年7期)2016-04-16
现代冶金(2016年6期)2016-02-28
焊接(2016年7期)2016-02-27
中国煤层气(2015年1期)2015-08-22