
斗轮机PLC控制系统故障分析与处理
2016-09-01 08:01黄汉根
电气开关 2016年1期
黄汉根
(射阳港发电有限责任公司,江苏 盐城 224346)
斗轮机PLC控制系统故障分析与处理
黄汉根
(射阳港发电有限责任公司,江苏盐城224346)
对斗轮机PLC控制系统故障特点,对故障分析及处理方法进行了详细的分析,通过实例,介绍了PLC故障停机的处理方法。
PLC;斗轮机;DP接口;处理
1 概述
斗轮机作为重要的输煤设备现已广泛用于电厂的燃料储运煤场。斗轮机总体结构分为:行走机构、斗轮机构、悬臂胶带机、仰俯机构、回转驱动机构、尾车变换机构等。设备如图1所示。整机供电电源采用6kV 50HZ高压上机,电缆卷筒供电,通过动力变压器和控制变压器变压后输出的380V 50Hz经过框架式断路器作为低压电源供给各电机以驱动各机构运行。电气系统的电气设务主要分布在低压配电室和司机室。斗轮机的控制方式分为单动、联动、半自动三种,设备运行之前必须确定一种控制方式。
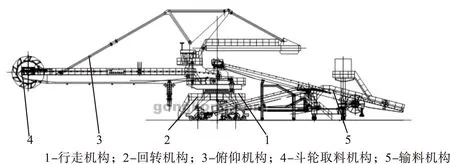
图1
2 斗轮机PLC电气控制原理
斗轮机PLC控制系统为SIEMENS S7-300 CPU315-2DP,使用软件为S7-300安装软件包STEP.7.V5.4.中文版.SP3。主站 CPU带有1个远程站,PLC控制系统采用PROFIBUS协议实现主站与从站的通讯和控制,并在PROFIBUS DP网络上连接一台MP377触屏,触摸屏配置在司机室,用于显示设备状态、运行参数及故障报警信息等。在线监控通过编程电缆连接CPU和工控机,实现斗轮机运行的实时监控。
3 斗轮机PLC故障分析及处理方法
3.1PLC故障特点
PLC控制系统故障是指整个生产过程中断的总和,它分为PLC故障和生产现场控制设备故障两部分。PLC故障一般为:CPU单元故障、I/O单元、电源模块、通讯模块故障等。现场控制设备故障一般为:断路器、接触器、限位开关、接近开关、中间继电器、接线盒、接线端子等触点接触不良等故障。对现场控制设备故障不作论述,重点对PLC故障进行分析和处理。
3.2PLC故障分析及处理方法
(1)根据斗轮机司机室触摸屏显示的报警信息查找故障,可以迅速准确的查明原因并确定故障部位,电气维修人员借助其他的检修手段,从而排除故障。
(2)根据PLC输入输出状态来诊断故障,可通过模块上输入、输出指示灯来确定故障发生情况,是外围主令信号,还是PLC本身内部元器件损坏。
(3)利用上位机监控系统来查找故障,通过对PLC梯形图进行实时监控,找到故障发生的原因,然后再检查相应电气回路,并查找到故障点,并进行处理。
(4)根据CPU模块LED显示和程序诊断,来查找故障,正常运行时CPU模块上电源指示灯、运行指示灯常亮,显示绿色,当出现硬件或软件故障错误时SF红灯亮,当出现总线出错时BF红灯亮,针对不同的指示灯显示对相应的模块、DP接头、通讯电缆进行检查处理。
4 故障分析实例
4.1故障现象
斗轮机运行中出现跳闸,电气人员至现场检查系PLC停机,CPU模块SF红灯亮,经重新上电后正常,经试运行后又出现同样故障,时间长短不一。
4.2故障分析及处理
(1)通过查看CPU的诊断缓冲区发现是由机架故障引起的 STOP 模式:OB 没有装载或不能装载,或没有 FRB。
(2)在PLC程序中加装了一个组织块OB86,以区分故障类型,加装OB86组织块后运行过程中,再次出现跳闸故障时,PLC瞬间停机,又自动恢复,CPU模块SF红灯由亮转熄灭,不需要重新上电就可运行。
(3)根据上述处理情况对CPU模块、内存卡进行更换,重新下载程序运行故障仍旧,排除CPU模块、内存卡及程序方面的故障。
(4)进一步检查通讯电缆和通讯模块,并对通讯电缆屏蔽的接地情况进行了复查,屏蔽及接触良好。当更换通讯模块IM153-1时对DP接口进行检查发现斗轮机司机室通讯模块DP接口接线处有破裂现象,且接线接触不良,接线混乱。对此DP接口进行更换,按照DP接口接线规范重新接线,通过上述处理,试运行后,运行正常。
(5)D型插头内部结构图
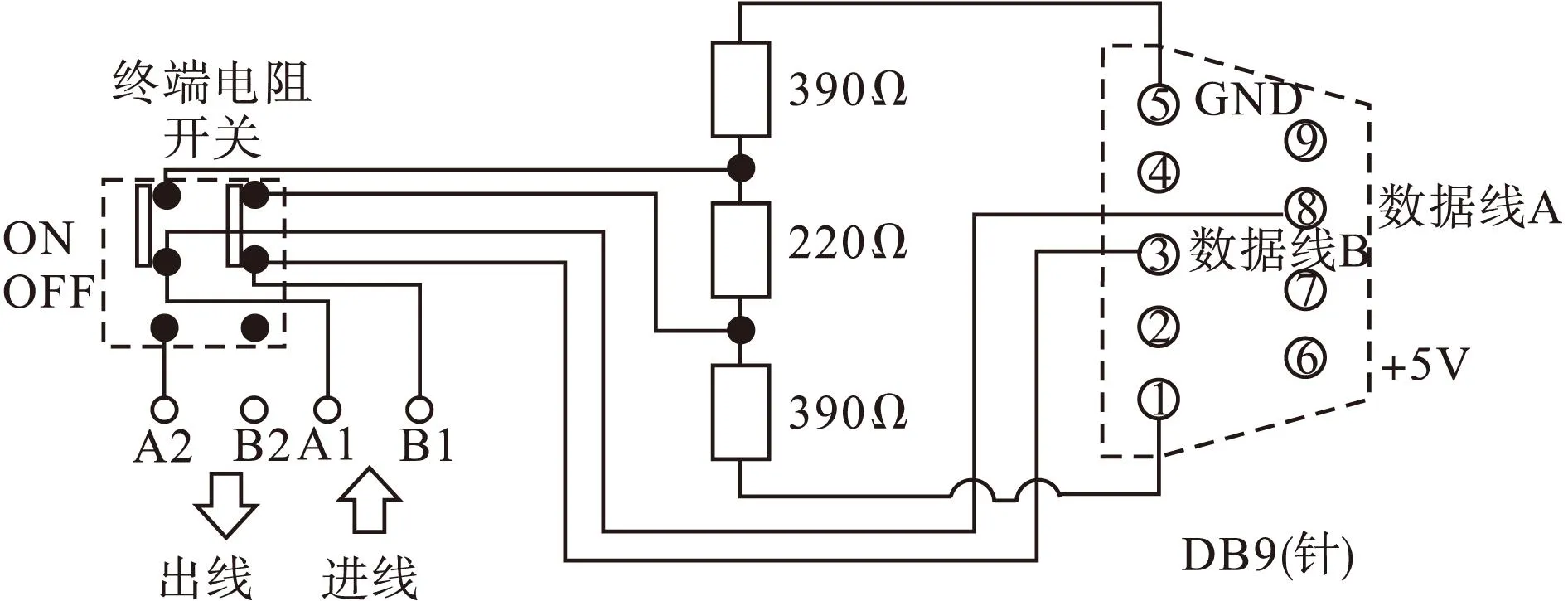
图2
从图中可见,当开关拨至“ON”时,A1和B1两端和终端电阻相连,所以在DP网络的终端只能接A1和B1,否则不能连接终端电阻。
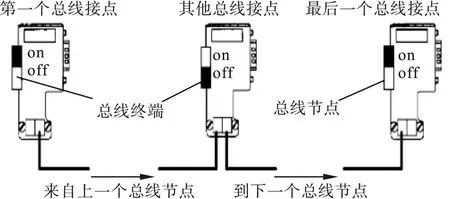
图3
当开关拨至“OFF”时,终端电阻和数据线断开,A1和A2,B1和B2相连,串起网络上的设备。平时使用只用到了DB9(针)插头的3和8两个引脚,判断DP网络硬件连接是否正常首先要保证数据线连接牢固,而检测的最好方法就是测量3,8引脚之间的电阻。如果接线牢固,那么当开关拨至“ON”时3,8之间的电阻为220Ω,当开关拨至“OFF”时电阻为无穷大。
(6)实际测量DP相关数据正确接线
使用万用表欧姆档,测量起点终端DB9(孔)插头之间3,8引脚的电阻,所有电阻开关均拨至“OFF”,电阻应是∞,然后从这个终端开始,依次将开关拨至“ON”,观察万用表读数,如果为220Ω,则该节点正常,然后将下一开关拨至“ON”,还是测量起点终端,如果测量电阻值是110Ω,则起点到下一节点之间电缆和接头正常,不正常则该节点接线或此电缆有误。
(7)注意事项
测量PROFIBUS-DP网络终端电阻时要将所有DP终端全部从模块上拔下,不能带电进行。
5 结束语
在实际工作中,我们应该熟悉PLC结构和通讯的接口方面的知识,认真研究和分析故障产生的原因和机理,按规范要求接线连接,从而避免产生人为造成的故障点。在生产和维护过程中,对发生PLC故障,首先通过逻辑程序逐段逐层分析,确定故障点,然后逐一排除故障,从而确保设备顺利的投入运行。
[1]刘锴,周海.深入浅出西门子S7-300 PLC[M].北京航空航天大学出版社.
[2]王卫兵,高俊山,等.可编程序控制器原理及应用[M].2版.北京:机械工业出版社,2002.1.
Fault Analysis and Treatment of PLC Control System of Bucket-wheel Machine
HUANG Han-gen
(Sheyang Harbour Power Generation Limited Liability Company,Yancheng 224346,China)
For fault characteristics of the PLC control system for the bucket-wheel machine,the paper analyzes the fault and treatment method in deail.By the example,present the treatment method for PLC fault malt machine halt.
PLC;bucket-wheel machine;OP interface;treatment
1004-289X(2016)01-0104-02
TM921.5
B
2014-12-15
黄汉根(1963-),男,汉族,江苏省东台人,工程师,高级技师,主要从事电厂生产检修、运行和技术管理工作。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15
茶叶通讯(2022年3期)2022-11-11
机械研究与应用(2022年4期)2022-09-15
湖南电力(2021年4期)2021-11-05
山东工业技术(2016年15期)2016-12-01
中国科技信息(2016年19期)2016-10-25
学习月刊(2015年22期)2015-02-28
环球市场信息导报(2015年48期)2015-01-03
中国航海(2014年1期)2014-05-09
自动化博览(2014年12期)2014-02-28
