
考虑数字齿面的斜齿面齿轮增材制造加工方法*
2016-08-31 05:59赵晓龙李军宁
制造技术与机床 2016年7期
董 皓 赵晓龙 方 舟 李军宁
(西安工业大学机电学院,陕西 西安 710021)
考虑数字齿面的斜齿面齿轮增材制造加工方法*
国家自然科学基金资助项目(51505361);陕西省教育厅专项科研计划项目(15JK1338);陕西省特种加工重点实验室开发项目(2014SZS20-K04)
董皓赵晓龙方舟李军宁
(西安工业大学机电学院,陕西 西安 710021)
为研究斜齿面齿轮的增材制造加工方法,运用齿轮啮合空间传动原理及增材制造的基本原理,建立了斜齿面齿轮和圆柱斜齿轮副的空间啮合坐标系、增材加工坐标系和逐层加工模型坐标系,建立渐开线斜齿轮啮合和斜齿面齿轮的齿面方程,形成斜齿面齿轮的数字化齿面。建立可用于增材制造加工的面齿轮三维参数几何模型,对该模型进行前处理,对增材制造加工过程进行分析,得到了斜齿面齿轮增材制造加工的一种加工方法。结果表明:斜齿面齿轮齿面方程的建立,形成数字齿面,可以快速有效地反应出斜齿面齿轮的几何特征,提高了增材制造加工的准确度。提供一种增材制造加工的方法,为斜齿面齿轮的快速成型加工提供依据。
数字齿面; 增材制造;斜齿面齿轮;快速成型
面齿轮传动是一种新型齿轮传动,被应用于航空直升机等诸多场合。对面齿轮的加工方法的研究也是历年来研究的热点和难点。面齿轮的加工通常采用数控的加工方法[1-4]。
增材制造(additive manufacturing,AM)技术俗称3D打印技术,是近30年快速发展的先进制造技术,其优势在于三维结构的快速和自由制造,被广泛应用于新产品开发、单件小批量制造。增材制造能够实现斜齿面齿轮的快速成型,使其成为制造业的研究热点之一,国内外许多学者围绕增材制造技术进行了大量研究[5-6]。其中,文献[7]对航空领域的金属高性能增材制造技术进行了分析,文献[8]就金属结构增材制造技术发展及其在高超声速飞行器上的应用进行了分析,文献[9]针对激光增材制造技术在航空航天领域的应用与发展进行了分析,文献[10]对飞机增材制造制件的宏观结构进行了轻量化分析。还有一些作者对齿轮加工制造做了研究[11-13]。但是,增材制造加工斜齿面齿轮的报道较少。
本文将斜齿面齿轮与增材制造相结合,讨论增材制造法加工斜齿面齿轮的可行性,运用齿轮啮合空间传动原理及增材制造的基本原理,建立可用于增材制造成型加工的面齿轮三维参数几何模型,对增材制造过程进行研究,获得面齿轮增材制造的加工工艺方法。
1 斜齿面齿轮传动原理
斜齿小齿轮和面齿轮的啮合传动关系如图1所示,其中下角标1、2、s、f分别代表小齿轮、面齿轮、刀具和固定坐标系;B为小齿轮和刀具轴线间的距离;L0为小齿轮和面齿轮坐标系原点沿小齿轮轴线方向的距离。

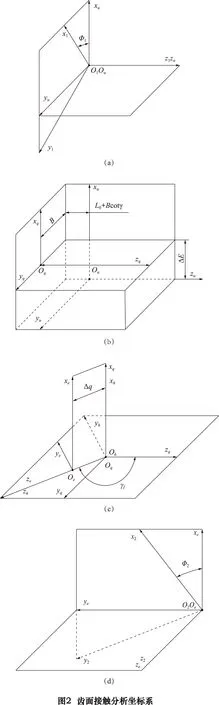
用于齿面接触分析的坐标系如图2所示,S1(O1,x1,y1,z1)和S2(O2,x2,y2,z2)分别与小齿轮和面齿轮固联,φ1、φ2是它们的转角。Su(Ou,xu,yu,zu)为固定坐标系,小齿轮和面齿轮齿面将在Su中切触。坐标系Se(Oe,xe,ye,ze)、Sh(Oh,xh,yh,zh)、Sq(Oq,xq,yq,zq)用来模拟安装误差Δq、Δγ、ΔE;B是下文插齿刀s与小齿轮1分度圆半径之差;γm是小齿轮1与面齿轮2的轴夹角,γf=γm+Δγ。
坐标系S1到坐标系Su和S2到坐标系Su的坐标变换矩阵Mu1、Mu2分别为:

(1)
(2)
齿轮副12在坐标系Su中的切触方程可以写为:
式中:Ri、ni分别是齿轮i的齿面Σi(i=1, 2)的齿面位置矢量和单位法线矢量;ui和li分别是齿面Σi的齿面参数,Lu2、Lu1分别由Mu2、Mu1删除最后一行和最后一列得到,Riu、niu分别是齿面Σi的位矢和法矢在坐标系Su中的表示。上式(3)矢量方程包含5个标量方程,当选定小齿轮的转角φ1为输入值时,可解出其余参数从而得到各齿轮副的接触路径和传动误差,传动误差定义为:

(4)
式中:φ10、φ20是两齿面初始接触点的转角,可将φ20=0的接触点作为初始接触点。
2 增材制造原理
如图3所示,增材制造技术是采用材料逐层累加方法制造实体零件的技术,相对于传统的材料去除技术,是一种“自下而上”材料累加的制造方法。

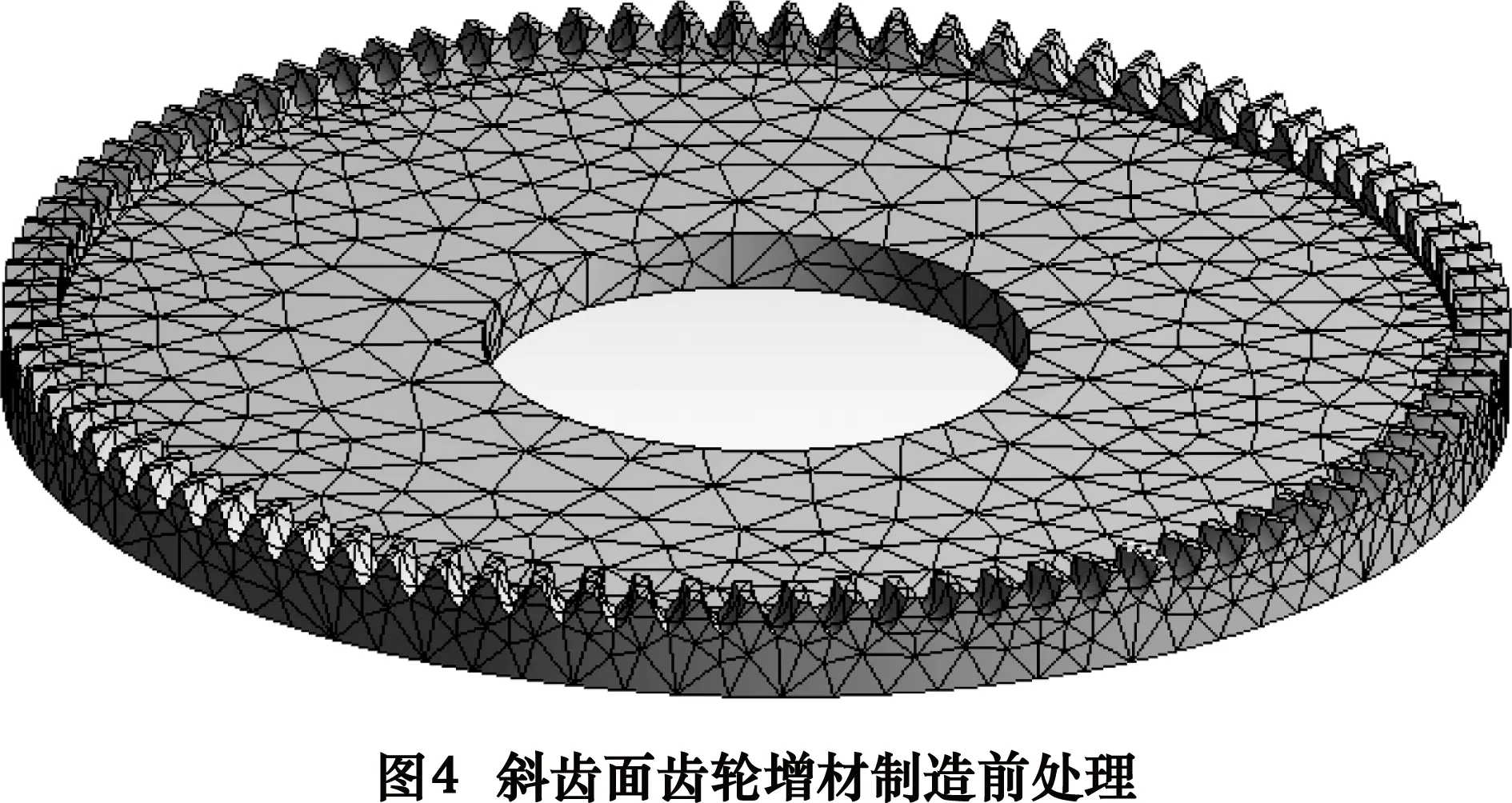
利用三维设计数据在一台设备上,可快速而精确地制造出任意复杂形状的零件,这项新技术给斜齿面齿轮的加工制造,提出了一种新的制造加工方法。Objet Eden260VTM光敏树脂快速成型3D打印机装载两个3.6 kg的模型材料盒和两个支撑材料,消除了低分辨率构造的复杂曲面通常遇到的楼梯效应。Objet拥有专利的PolyJet喷墨技术,可以以超薄层的状态将艺术感光聚合材料一层一层地喷射到构建托盘上,直至部件制作完成。其整个工艺过程包括CAD模型的建立及数据处理、铺粉、烧结以及后处理等,对斜齿面齿轮的加工采用该3D打印机。在加工前,需要准备好加工所需的数据,数据的类型是CAD模型的STL数据格式,Pro/E、UG、Catia、Cimatio、Solid Edge、MDT等大型软件都提供了这种能够被DMLS制造系统中切片软件识别的STL数据格式。STL数据格式的使命是将三维实体的表面三角网格化,表面的三角剖分之后使3D模型呈现多面体状,如图4所示。
3 快速成型加工
采用ObjetEden260VTM光敏树脂快速成型3D打印机加工斜齿面齿轮,打印机基本参数如表1所示。
表1快速成型机Eden260V基本参数

型号Eden260V成型层厚/mm高质量:0.016分辨率600×600×1600dpi打印模式高精度(HQ)高速度(HS)精度0.05mm×所有精度均依据典型样件测试结果最小薄壁/mm0.6打印头数量8个成型材料FullCure720透明材料VeroWhitePlus白色不透明材料等支撑材料FullCure705Support无毒性类橡胶光敏树脂支撑材料,可轻易用水枪去除材料盒可容纳4组3.6kg的材料盒,可同时包含两种不同模型材料,材料盒可以通过开前仓门简单快捷更换成型尺寸(X×Y×Z)/mm×mm×mm260×260×200
模拟面齿轮加工过程中喷头和面齿轮的啮合关系,如图5所示。

(5)
(6)
(7)
式中:Mas表示从坐标系Ss到坐标系Sa的转换,其余可类推。刀具到面齿轮的坐标转换关系式:
M2s=M2m·Mma·Mas=
(8)
由以上的坐标变换关系,可以建立快速成型机加工时喷头与齿轮之间的位置变化关系。
4 算例
加工开始时,加工平台移动到初始位置,并且在平台底层铺一层粉末,然后向成形舱通入适当的惰性气体,当成形舱的氧含量低于规定的限值,则自动开始加工。通过用计算机控制的激光束照射粉末,使得凝固的粉末与零件的几何模型吻合。此后,加工平台降低一个层的厚度,再铺上一层金属粉末,重复上述过程,最终,就可得到所需的零件。加工成型机及过程如图6所示。

对斜齿面齿轮进行加工时,采用光敏树脂材料,加工该齿轮选用的层厚为20 μm,齿轮总高度为21.81 mm,总层数为742,各典型状态采用solidworks模拟如图7所示。
加工成品如图7所示,可以看出,加工的表面形貌符合几何特征。
可以进一步进行齿面误差分析和精度测量等工作,进而得到更高精度的齿面几何特征。
5 结语
本文将增材制造法运用于斜齿面齿轮的加工,结合齿轮啮合原理的基本方法和增材制造的基本原理,建立了增材制造加工模型,并完成了增材制造过程分析,所得结论为:
(1) 斜齿面齿轮齿面方程的建立,为增材制造加工提供了数据参数,提高了加工的准确度。


(2) 得到较好的斜齿面齿轮的加工成品,如若得到更好的表面质量,需进一步优化STL模型,减小粉末直径,减少激光半径和热效应对加工层的影响,提高增材制造加工精度。
(3) 可以进一步进行齿面误差的测量分析等工作,以此作为参考,提升快速成型加工的质量。
[1]唐进元,杨晓宇. 面齿轮数控插铣加工方法研究[J]. 机械传动,2015(6):5-8.
[2]郭辉,赵宁,侯圣文. 基于碟形砂轮的面齿轮磨齿加工误差分析及实验研究[J]. 西北工业大学学报,2013(6):915-920.
[3]林超,樊宇,曹喜军,等. 正交变传动比面齿轮三轴数控加工方法[J]. 哈尔滨工程大学学报,2015(6):821-825.
[4]彭先龙,方宗德,苏进展,等. 应用大碟形刀具加工面齿轮的理论分析[J]. 哈尔滨工业大学学报,2013(5):80-85.
[5]Dongqing Yang, Chenjian He, Guangjun Zhang. Forming characteristics of thin-wall steel parts by double electrode GMAW based additive manufacturing[J].Journal of Materials Processing Technology, 2016(1): 153-160.
[6]Wei Gao, Yunbo Zhang, Devarajan Ramanujan, et al. The status, challenges, and future of additive manufacturing in engineering[J]. Computer-Aided Design,2015,12: 65-89.
[7]林鑫,黄卫东. 应用于航空领域的金属高性能增材制造技术[J]. 中国材料进展,2015(9):60-64.
[8]郭朝邦,敬军. 金属结构增材制造技术发展及其在高超声速飞行器上的应用分析[J]. 飞航导弹,2015(1):78-82,86.
[9]田宗军,顾冬冬,沈理达,等. 激光增材制造技术在航空航天领域的应用与发展[J]. 航空制造技术,2015(11):38-42.
[10]王伟,袁雷,王晓巍. 飞机增材制造制件的宏观结构轻量化分析[J]. 飞机设计,2015(3):24-28.
[11]张红涛,周长江,孙银方. 直齿轮啮合传动加载接触特性分析[J]. 制造技术与机床,2015(7):55-60.
[12]董玉梅,陈惠荣,丁莉,等. 齿轮参数化造型设计与集成加工技术的研究[J]. 制造技术与机床,2013(7):101-104.
[13]葛便京,徐成慧. 齿轮制造工艺新趋势[J]. 制造技术与机床,2011(8):153-156.
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
·名词解释·
去除应力退火铸、锻、焊件在冷却时由于各部位冷却速度不同而产生内应力,金属及合金在冷变形加工中以及工件在切削加工过程中也产生内应力。若内应力较大而未及时予以去除,常导致工件变形甚至形成裂纹。去除应力退火是将工件缓慢加热到较低温度(例如,灰口铸铁是500~550℃,钢是500~650℃),保温一段时间,使金属内部发生弛豫,然后缓冷下来。应该指出,去除应力退火并不能将内应力完全去除,而只是部分去除,从而消除它的有害作用。
高速锤锻造高速锤锻是以高压气体(14 MPa空气或氮气)为介质,借助一种触发机构,使高压气体突然膨胀以推动锤头系统和框架系统作高速相对运动而锤击工件的。高速锤锻造的主要特点是:锤击速度高,约为20 m/s,是一般模锻锤的3倍,金属流动速度快,变形热效应大,有利于金属充满模膛。由于锤击速度快,变形较均匀,有利于低塑性材料的锻造,如高强度钢、耐热钢以及钼、钨等高熔点难变形合金的锻造。另外,当采用少氧化或无氧化加热并正确选用锻模润滑剂时,锻件的精度可达IT8~IT9,表面粗糙度Ra 达3.2~0.8。高速锤结构简单,质量轻,能量大,可一次成形。适用于叶片、齿轮的挤压和模锻、整形以及高速钢刀具锻造等。
Additive manufacturing method analysis of helical face gear considering digital tooth surface
DONG Hao, ZHAO Xiaolong, FANG Zhou, LI Junning
(School of Mechatronic Engineering, Xi’an Technological University, Xi’an 710021, CHN)
In order to solve the problem of the process method of additive manufacturing process of the helical face gear, using the principle of gear mesh transmission and the basic principle of the increasing material manufacturing, the space meshing coordinate system of the helical gear plane, the machining coordinate system of the material and the model coordinate system are established. The tooth surface equation of involute helical gear and helical face gear is derived, and the digital tooth surface is formed. A three dimensional parametric geometric model of the surface gear used in the manufacture of the material is established. The pre-process analysis of the helical gear model is carried out, and the manufacturing process is studied, the processing technology of the manufacturing of the gear is obtained. The results show that the geometrical morphology of the helical face gears can be quickly and effectively by using the method of increasing material manufacturing; It provides a process method for the manufacturing and processing of the helical face gears.
digital tooth surface; additive manufacturing; helical face gear; fast processing
TH132.4
A
10.19287/j.cnki.1005-2402.2016.07.024
董皓,男,1985年生,博士,讲师,主要研究方向为机械传动学、计算流体力学,已发表论文18篇。
2015-11-10)
160733
猜你喜欢
石材(2022年4期)2022-06-15
重型机械(2020年3期)2020-08-24
少儿科学周刊·少年版(2020年9期)2020-03-04
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年12期)2017-02-02
知识就是力量(2014年1期)2014-02-21
