
双角度偏心轴套的偏心外圆加工工艺分析
2016-08-31 06:51:18柳秀娥张爱民
制造技术与机床 2016年5期
柳秀娥 张爱民
(①河南新平科烟草机械有限公司,河南 新乡453000;②新乡职业技术学院,河南 新乡453006)
双角度偏心轴套的偏心外圆加工工艺分析
柳秀娥①张爱民②
(①河南新平科烟草机械有限公司,河南 新乡453000;②新乡职业技术学院,河南 新乡453006)
针对角度偏心轴套的偏心外圆加工难题,通过设计车削用芯轴,简化了工件装夹找正过程,保证产品质量的同时,降低了成本,并大大提高了生产效率。
角度偏心轴套;角度偏心外圆;车削芯轴
1 工件结构及工艺性分析
双角度偏心轴套是PASSIM卷烟设备接装机分离鼓轮组件中的一个关键零件。分离鼓轮组件通过双角度偏心轴套的旋转使分离鼓轮的运动轨迹为一喇叭状,从而完成拉开烟支的动作。
由图1可以看出,零件左右端各有一组角度偏心外圆。两组偏心外圆的中心交于φ8H7 mm中心处,φ8H7 mm孔为加工偏心外圆时的测量基准。烟支规格改变时,由于烟支长度的变化,分离鼓轮拉开烟支的距离要随着发生变化,因此双角度偏心轴套的角度尺寸B°及偏心外圆长度尺寸均要发生变化,图示尺寸L1、L2及L3也随之发生变化。
双角度偏心轴套工件加工的难点在于左右两端偏心外圆与内孔成一角度。如采用常规的加工方法加工偏心外圆,装夹和找正都很困难,难于保证工件的尺寸精度和形位公差要求,甚至造成工件的报废及生产效率低下。如采用车铣复合五轴加工中心,虽可以实现工件偏心外圆的加工,但加工成本太高。
为保证工件设计要求,降低成本,提高效率,拟定工艺方案时确定利用工装来定位装夹工件。借助工装使工件在加工时保证偏心外圆的中心与机床主轴中心重合,利用普通机床完成角度偏心外圆的粗精加工。因此工装结构的设计是该工件加工的关键。
2 工装芯轴结构
工装芯轴的作用就是要将偏心外圆轴线调整到与机床主轴轴线重合的位置,即将工件的角度轴心线旋转至水平位置,旋转中心为工件两轴心线的交点C点或D点,偏心外圆的加工定位基准为工件内孔。

工装芯轴如图2所示,芯轴上有角度为B°(与工件角度同)的两组轴心线,相交于H点,该点为设计芯轴的基准。使用芯轴装夹工件时,H点必须与工件上的C点或D点重合。芯轴定位精度外圆φ55g6 mm上有2-φ10H7 mm定位孔,用于定位装夹工件,定位孔的位置精度尺寸与H点有关。角度轴心线上有两个2-φ6H7 mm精度孔,其中一孔中心在H点处,该两孔为加工角度轴心线两端中心孔及60°锥面的工艺孔。芯轴左端φG 外圆中心与偏心轴心线重合,车削加工时三爪夹持用,以增强切削的刚性。角度轴心线右端设计为60°锥度孔,避免与φ55g6 mm正中心孔干涉。
3 工装芯轴上偏心中心孔的加工
工装芯轴上两端偏心中心孔及60°锥面是加工角度偏心外圆的定位基准,偏心中心孔的加工也是芯轴加工的关键点。在实际生产中,偏心中心孔的加工是在坐标镗床上利用芯轴上2-φ6H7 mm工艺孔来实现的。具体装夹定位方法如图3。
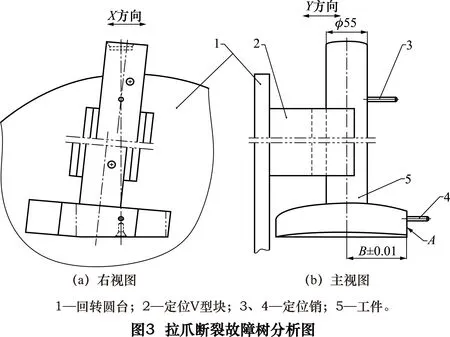
该工序加工时,φG偏心外圆处有一与φ55 mm外圆同轴的外圆,外圆上有切扁平面A到φ55 mm外圆轴心线的距离B的尺寸误差为±0.01 mm,2-φ6H7 mm工艺孔轴心线与该平面垂直误差≤0.01 mm。
加工时,将坐标镗床的回转圆台翻转到垂直的位置,使圆台定位面与主轴轴心线平行。利用定位V型块2将芯轴定位装夹在回转圆台上,找正芯轴大外圆上平面A使呈垂直。芯轴2-φ6 mm孔中分别插入定位销3、4,转动回转圆台,找正定位销3、4的上侧母线使他们的公切线与主轴轴心线平行。按右视图找正定位销3中心,即为偏心中心孔X方向坐标位置;按主视图找正φ55 mm外圆左右侧面,确定φ55 mm外圆的中心位置,即为偏心中心孔Y方向坐标位置。按两个方向的坐标位置加工φ55 mm端面偏心60°锥面。翻转工件,如上所示装夹找正,找正定位销4确定X方向坐标,从A面过尺寸B确定Y方向坐标,从而确定大端偏心中心孔的位置。
4 偏心外圆加工方法
该工件为40Cr调质件。考虑到工件结构的特殊性,加工偏心外圆前内孔已加工成型,各外圆留加工余量且与内孔同轴(如图4)。偏心外圆加工的工艺基准为内孔。
考虑定位装夹的需要,半成品左端留有一段工艺搭子,内孔与工件左端定位孔φ68H7 mm同尺寸,工艺搭子外圆上有一个安装工艺孔φ10H7 mm,与内孔相通,该孔与φ8H7 mm孔有尺寸精度要求。利用工件上两端φ55H7 mm、φ68H7 mm精度孔及工艺搭子外圆上的φ10H7 mm孔借助工装芯轴定位装夹工件完成了偏心外圆的加工。

芯轴的使用方法如图5所示。定位孔Ⅰ用于加工工件右端角度偏心外圆用,利用定位套2及定位销3将工件定位装夹在芯轴1上,定位孔Ⅰ与零件上工艺搭子外圆上的安装定位孔2配合,保证工件右端偏心外圆轴心线与内孔轴心线的交点C点与工装上H点重合。芯轴上尺寸L6mm与工件上的L3同,定位孔Ⅰ到H点尺寸L4=130mm+L1。定位孔Ⅱ用于加工工件左端角度偏心外圆用,同样利用定位套2及定位销3将工件定位装夹在芯轴1上,定位孔Ⅱ与工件上工艺搭子外圆上的安装定位孔2配合,保证工件上左端偏心外圆轴心线与内孔轴心线的交点D点与工装上H点重合。芯轴上尺寸L6与工件上的L3同,定位孔Ⅱ到H点尺寸L5=130 mm-L2。
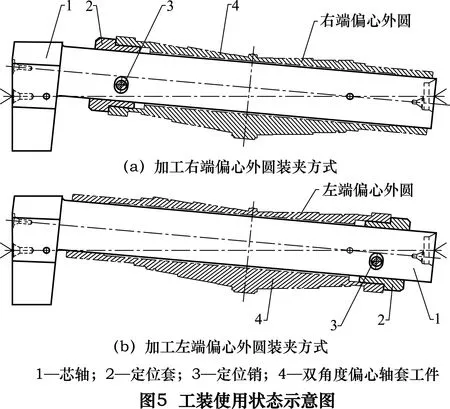
实际加工时,车床主轴孔内安装顶尖,与尾座顶尖同轴,两顶尖分别对顶工装芯轴角度轴心线两端中心孔及60°定位锥面,使所加工角度偏心外圆与机床回转中心同心,实现工件在机床上的定位,三爪卡盘夹持工装芯轴外圆φG(该外圆轴心线与角度轴心线重合),在普通车床上完成了工件偏心外圆的粗加工(图6)。
采用两顶尖对顶,且用三爪卡盘夹持偏心外圆的装夹方式,因“过定位”会导致车削后的角度偏心外圆产生加工误差。但因为是粗加工,各偏心外圆均有磨削余量,可在磨削加工中消除加工误差。因此车削工序以增强切削刚性,提高效率为主要目的。
5 结语
加工外圆轴心线与内孔轴心线成角度的轴套工件时,将角度偏心外圆加工的技术难题借助工装来解决,降低了加工难度,减少了零件找正的时间,定位装夹简便易行。经生产实践的验证,在保证工件加工质量的同时,不但降低了加工成本,而且缩短了生产周期,提高了生产效率。
[1]陈宏钧 . 实用机械加工工艺手册[M] . 北京:机械工业出版社,2004
[2]蔡光耀 . 机床夹具设计[M] . 北京:机械工业出版社,1990
[3]王宪奎 . 机械制造工艺学[M] . 北京:机械工业出版社,1985
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
·名词解释·
工作台不升降式铣床这种铣床的工作台只能在固定的台座上作纵、横向移动(矩形工作台)或绕垂直轴线转动(圆形工作台),垂直方向的调整和进给运动由机床主轴箱完成。它的刚性和抗振性比升降台式铣床好,适用于较大切削量工件的加工。
Process analysis of the eccentric cylindrical of double angle eccentric shaft
LIU Xiu’e①, ZHANG Aimin②
(①Henan Branch Ping Tobacco Machinery Co.,Ltd., Xinxiang 453000, CHN;②Xinxing Vocational Technical College, Xinxiang 453006, CHN)
Aimed to eccentric cylindrical processing problem of the angular eccentric sleeve, through the design of turning spindle, to simplify the parts clamping process, to ensure the quality of the products, the cost would be reduced and the production efficiency would be improved greatly.
angle eccentric shaft sleeve; angle eccentric cylindrical; turning spindle
TH162
B
柳秀娥,女,1967年生,工程师、工艺主管,主要研究方向为烟草机械机加工工艺。
(编辑孙德茂)(2016-01-19)
160544
猜你喜欢
制造技术与机床(2019年12期)2020-01-06 03:17:42
建材发展导向(2019年10期)2019-08-24 06:24:40
经济技术协作信息(2018年11期)2019-01-14 03:07:22
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:14
腹腔镜外科杂志(2016年10期)2016-06-01 12:10:08
装备制造技术(2015年7期)2015-02-20 13:47:34
机械工程师(2015年10期)2015-02-02 01:14:26
设备管理与维修(2014年8期)2014-12-25 01:48:18
语文知识(2014年9期)2014-02-28 22:00:45
河南科技(2014年16期)2014-02-27 14:13:17
