
论大型压缩机工艺安装限位支架施工要点
2016-08-22 06:15张守军
环球市场 2016年5期
张守军
中石化石油工程设计有限公司
论大型压缩机工艺安装限位支架施工要点
张守军
中石化石油工程设计有限公司
随着下游对石油天然气需求量的增加,本文结合榆林-济南天然气输气管道增压工程和即将开建的川气东送输气管道增压工程,总结了石油天然气压缩机(组)施工中的技术要点,供大家参考。
压缩机组;限位支架
榆林-济南天然气输气管道工程增压以后管道输气规模为50×108m3/a,沿线增设3个压气站,分别是榆林首站、平遥压气站及安阳压气站,站场设计压力为10MPa,气源来自华北分公司塔榆管道塔榆末站。榆林-济南输气管道增压工程投产后,每年增加输气量20亿方。增输工程压缩机榆林选用的GE公司,平遥站选用德国西门子公司,安阳站选用沈鼓压缩机厂商。压气站增压机组都是成套购置,包括机组控制和其他一些辅助系统(启动、防喘、进气、排气、润滑油、燃料气、密封气等),可以实现远程启停和事故切换。本文根据压缩机运行工况要求和进出口工艺配管的设计技术参数,阐述限位支架、弹簧支架在施工中的注意事项和施工要求。
一、压缩机进出口限位架的设计概述
压缩机进出口法兰与工艺管道之间连接不允许有应力存在,配管工序应在压缩机撬二次精平后在厂家指导下,从压缩机进出口向外安装管道。压缩机进出管线设置限位支架是根据压缩机工况条件设置的,进出口的限位支架设置目的为保证系统运行时压缩机进口管线因热胀所产生的位移方向为远离压缩机方向,从而避免若位移方向为朝向压缩机方向时造成其位移超出压缩机设计允许值从而致使压缩机管口损坏的可能。
根据平遥压气站设计提供的压缩进出口管系工艺接口文件和西门子厂商提供的压缩机进出口位移的设备资料结合离心式压缩机管嘴荷载校核的允许荷载,对平遥压气站三组压缩机(两用一备)建立模型进行应力分析。
压缩机进口管线加限位架(方向为+Y,X),节点号分别为970、1460、2110;压缩机出口管线加限位架(方向为+Y,X),节点号分别为1860、2990、4740;如图1。
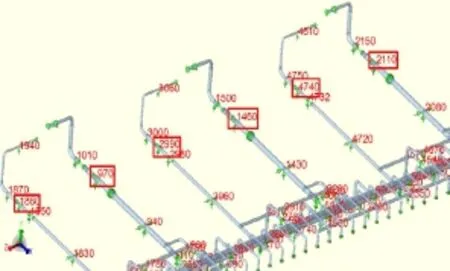
图1 压缩机进、出口管线限位架位置图

图2 限位架详图
二、弹簧支架设计概述
为了保证安装和拆卸时管道对压缩机进出管口的作用力尽量接近于零,且应保证安装时管口与设备管口对中。通过压缩机进出口的纵向应力计算选用弹簧型号TD30F11,计算得出的理论安装荷载6101N,对应的安装标尺为24mm。
同时工艺管线与压缩机进出管口施工对接时法兰之间的间距、平行度和同轴度应满足GB50235等相关标准的要求。
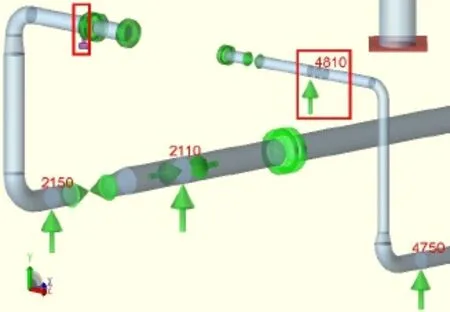
图3 弹簧支架位置图
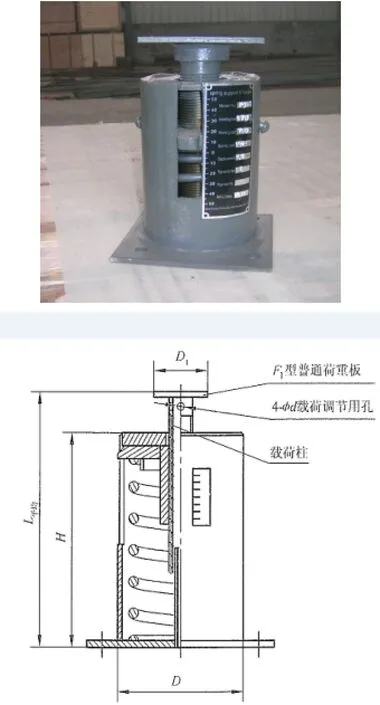
图4 压缩机进口弹簧支架
(一)限位架安装要点
由于压缩机工艺配管要求无应力安装。该限位支架的安装应在压缩机管口平行度调节完成后再进行限位调节,即调节此限位支架的限位螺栓,使压缩机远端的限位螺栓与限位支墩接触。
基础控制点(1)基础上明显地标出标高基准线及基础的纵、横中心线。支架基础的位置、几何尺寸和质量要求,应符合现行国家标准《钢筋混凝土工程施工及验收规范》的规定,并应有验收资料和记录。基础外观检查,不得有裂纹、蜂窝、空洞、露筋等缺陷。(2)支架基础表面的油污、碎石、泥土、积水等均应清除干净;需要预压的基础,应预压合格并应有预压沉降记录。是否需要预压和如何预压的方法要求等,均由设计单位确定。
预制组装控制点:
(1)剪切温度:普通碳素结构钢当环境温度低于-20℃,低合金钢当环境温度低于-15℃时,不得进行剪切工作;(2)用于机械剪切的零件,剪切线与号料线的允许偏差不得大于2.0mm。断口的截面处不得有裂纹和产生大于1.0mm的缺楞;(3)切割截面与钢材表面垂直度不应大于钢材厚度的10%,且不得大于2.0mm;(4)对于厚度较大、直接承受动荷载作用的重要结构,剪切或气割后应将零件边缘2~3mm范围内的硬化和淬硬组织刨削掉;(5)坡口加工,除设计有特殊要求外,均应按照《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》(GB985-2008),和《埋弧焊焊缝坡口的基本形式与尺寸》(GB986-2008)的规定加工;(6)检查焊件坡口、钝边及组对尺寸、钢构件组对间隙、外形尺寸是否符合规范图纸要求,以及焊接收缩量的预留;(7)边缘加工:零件的宽度、长度±1.0;加工边缘直线度L/3000且不大于2.0;(8)钢构件的外观、尺寸及各项允许偏差应符合设计和《钢结构工程施工质量验收规范》(GB50205-2012)的规定。
焊接连接控制点:
(1)支架的焊接质量,应符合《钢结构工程施工质量验收规范》(GB50205-2012)、《建筑钢结构焊接技术规程》(JGJ81-2012)以及设计的要求;(2)焊缝外观质量检查,对于三级焊缝,直径≤1.0mm的气孔,在1000mm长度范围内不得超过5个。咬边深度不得超过0.5mm,累计总长度不得超过焊缝长度的20%。对于一、二级焊缝,表面不允许出现气孔、夹渣、裂纹、焊瘤等缺陷,二级焊缝咬边深度不得超过0.5mm,累计总长度不得超过焊缝长度的10%;一级焊缝不得有咬边、未焊满、根部收缩等缺陷。检查数量:同类焊缝抽查10%,且不应少于3条;同类构件抽查10%,且不少于3件;每一类型焊缝按条数抽查5%,且不少于1条;每条检查1处,总抽查数不少于10处。(3)焊缝的无损检验,应符合《钢结构工程施工质量验收规范》(GB50205-2012)中的要求;(4)焊缝的尺寸检查,应符合《建筑钢结构焊接技术规程》(JGJ81-2012)中的相关规定。同类构件抽查10%,且不少于3件;每一类型焊缝按条数抽查5%,且不少于1条;每条检查1处,总抽查数不少于10处;(5)查验焊缝无损检测报告。
注意事项:该支架不应用于调节压缩机管口平行度,即不应在安装时即承受水平荷载,否则会导致系统运行时限位支墩承受荷载过大,存在丧失限位功能的隐患。
(二)弹簧支架安装要点
安装时应旋紧螺母至安装载荷状态,此时指示板与上下限位块都不接触,可以比较容易的将限位块取出。载重板顶部与管道支撑接触。管道水压试验后,取下上下限位块,并妥善保管限位块,以备以后维修、调整时使用,不能使用机械方法强行取出。
管道和容器、设备连接时采用无应力安装,保证拆卸方便,不变形。管道系统与设备最终封闭连接时(拧紧螺栓),应在设备联轴节上架设百分表监视设备的位移,其与转速相应的位移值应满足标准规定值。
与设备连接的管道,宜从设备侧开始安装,并先安装管支架。管道和阀门等的重量和附加力矩不得作用在设备上,管道的水平度和垂直度偏差应不小于1mm/m。
配对法兰在自由状态下,应与机器法兰平行且同心,主要技术参数见下表。
法兰连接允许偏差单位:mm
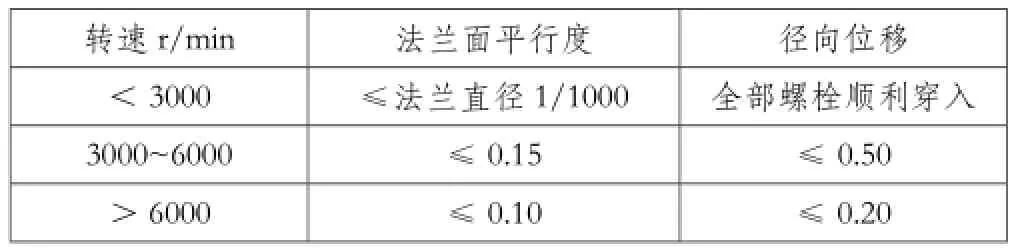
转速r/min 法兰面平行度 径向位移<3000 ≤法兰直径1/1000 全部螺栓顺利穿入3000~6000 ≤0.15 ≤0.50 >6000 ≤0.10 ≤0.20
配对法兰面在自由状态下的间距,以能顺利插入垫片的最小距离为宜。
注意事项:弹簧支座的支撑力整定的是管线自重的静载荷,安装时应该旋紧至安装载荷位置,即可以比较容易将固定销拔出来为宜,待压缩机组启动前再拔掉固定销。如果在连接螺栓把紧完成后,使用较大的外力将弹簧支座固定销拔出,将会有6101N(弹簧支座的安装载荷)的力作用在整条管线及压缩机上,那么,就应该不是无应力安装状态了。
三、结束语
天然气增压站选用的压缩机型号和生产厂家不同,工艺设计的安装要求也不同,现场施工中,多与生产厂商技术人员交流,避免强力安装,致使应力过大对运行的压缩机造成损坏,甚至爆裂。施工前制定好每道工序质量控制点,尤其是关键部位的技术要领,这样才能保证压缩机机组的平稳运行。平遥压气站的三台德国西门子厂家生产的离心式压缩机通过采取了一系列的控制措施,单机和联动调试一次成功。
张守军,2007年9月28日,毕业于石油大学油气储运专业。
猜你喜欢
科学养鱼(2023年1期)2023-02-10
中国特种设备安全(2022年6期)2022-09-20
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
油气田地面工程(2020年8期)2020-08-15
工程设计学报(2020年2期)2020-05-25
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2018年9期)2018-09-19
猪业科学(2018年4期)2018-05-19
新能源科技(2018年1期)2018-02-17
