
基于FANUC数控系统的PMC轴控制技术研究
2016-08-22 07:27吉萍萍济宁市技师学院山东济宁272000
中国科技纵横 2016年13期
吉萍萍(济宁市技师学院,山东济宁 272000)
基于FANUC数控系统的PMC轴控制技术研究
吉萍萍
(济宁市技师学院,山东济宁 272000)
本论文进行了刀库的转位控制设计,将换刀指令指定的刀套号按最小旋转角转至取刀位,提高了换刀效率,通过指定刀号转至离取刀位差两个号码时减速,提高定位精度,研究采用计算机记忆式的选刀方式,实现软件选刀功能。论文还就如何采用PMC轴实现五轴控制做了简单介绍,讨论了PMC轴控程序的设计,提高了机床的加工效率。
数控车床 记忆式选刀 PMC轴 五轴联动
1 PMC轴控制技术发展状况及趋势
数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密加工精度高,质量容易保证,发展前景十分广阔,鉴于一些控制系统存在系统专用性强、故障率高、工艺调整不方便、备件采购困难等多方面的问题,FANUC公司又对机床进行了改造,将部分轴控制纳入PMC控制范畴,PMC轴运动控制主要应用在高档数控系统的刀库、第四轴及相关辅助运动部件的控制。
2 PMC在刀库转位及随机自动换刀中的应用
2.1 刀库转位控制应用
加工中心在工件加工过程中,需根据加工工艺要求进行刀具自动换刀。数控系统送出T代码指令给PMC,PMC经译码等处理后,控制刀库回转,使指定刀号转至取刀位,为后续的机械手自动换刀作好了定位准备。
首先动作要求:(1)正在取刀位上的刀套编号称为当前值,希望换上的刀套编号称为设定值。(2)刀库盘上共有1O把刀具供选择。(3)为提高换刀效率,要求换刀时按最小旋转角,即小于或等于180°转动。(4)为提高定位精度,当指定刀号转至离取刀位差两个号码时减速。其次I/0及内部继电器元件分配表。再次由控制要求,设计控制程序流程图。最后根据流程图设计梯形图。
2.2 加工中心自动换刀方式
加工中心自动换刀系统的控制主要分为两部分:刀库选刀控制(T指令)和刀具交换控制(M06指令)。目前刀库选刀一般有四种控制方式:(1)顺序选刀方式:是将刀具按加工工序的顺序,依次放入刀库的每一个刀座内,刀具顺序不能搞错。更换加工工件时,刀具在刀库上的排列顺序也要改变。(2)刀具编码方式:采用了一种特殊的刀柄结构,并对每把刀具进行编码。换刀时通过编码识别装置,根据换刀指令代码,在刀库中寻找出所需要的刀具。由于每一把都有自己的代码,因而刀具可以放入刀库的任何一个刀座中。(3)刀套编码方式:是对刀库各刀座预先编码,每把刀具放入相应刀座之后,就具有了相应刀座的编码,即刀具在刀库中的位置是固定的。(4)计算机记忆随机换刀方式:这种方式的特点是刀具号和刀座号对应地记忆在计算机地存储器或可编程控制器的存储器中,不论刀具放在哪个地址,都始终记忆它的踪迹,这样刀具可以任意取出,任意送回。
3 FANUC系统PMC轴的控制程序设计
3.1 PMC轴的控制要求
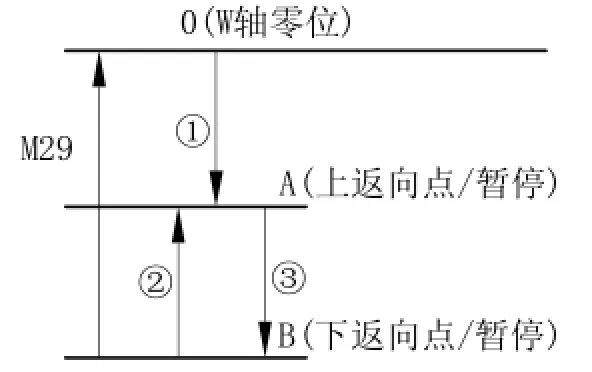
图1 PMC轴控制要求动作图
在本实例中,要求有4个CNC控制轴和1个固定动作的PMC轴(本文定为W轴)。本论文仅谈PMC轴的控制程序设计。控制要求如图1所示。
(1)要求W轴参考点到上返向点的速度和距离可用CNC程序修改。(2)暂停时间可用D参数修改。(3)往复速度和距离可用CNC程序修改。(4)往复速度面板可调。
根据图1,确定其数据传送顺序如下:(1)传送W轴零位到A点的指令(01H)、速度(Vb)和距离(Sa)。(2)传送到达A点后的暂停指令(04H)暂停时间(ta)。(3)传A点到B点的指令(01H)速度(Vb)和距离(Sb)。(4)传送到达B点后的暂停指令(04H、暂停时间(tb)。(5)传送B点到A点的速(-Vb)和距离(-Sb)。(6)M29指令动作后,传送W轴回零指令。
其中,AB点之间为往复运动,M28起动往复运动,M29终止其往复运动并执行回零,本应用实例中暂停时间(ta)由D参数修改。
3.2 PMC轴的指令数据传送
我们从FANUC 0MC系统的连接功能手册中可查得PMC轴的指令数据传送要求,当命令[1]执行完成后,数据传送如下:命令[2]→执行缓冲器,命令[3]→等待缓冲器,命令[4]→输入缓冲器。命令[2]起动执行后,命令[5]可传送到CNC中。
3.3 采用PMC轴实现五轴控制
要用一台立式加工中心在圆锥面上加工凸轮运动曲线槽,必须用五轴联动的加工中心才能实现。若VD63立式加工中心(FANUC 0i系统)上增加第4和第5轴,就能实现要求。具体内容为:采用FANUC 0i数控系统4数控轴加一PMC轴的方案实现五轴控制,把工件装卡在一个特殊位置,再用C轴和Y轴的插补完成锥面凸轮运动曲线的加工,既经济又实惠,解决了圆锥面的加工问题。其实,0i数控系统所具有的G7.1圆筒插补就是解决一个直线单位与一个角度单位轴插补的指令,有了圆筒插补功能,我们就可以直接按照图纸上C轴的角度单位编程,免去上述把C轴角度转换成直线单位的换算,这样就更加方便了。圆筒插补指令是加工圆筒面上曲线的一种特殊指令,用它来编制圆锥面凸轮运动曲线,虽然两者都是相同的一个直线轴与一个旋转轴插补,但圆筒面展开后是矩形,而圆锥面展开则是扇形,因此按圆筒插补编制圆锥面曲线是有误差的,不过经过适当的处理,可以把误差控制在最小,也能满足零件加工的精度。
4 结语
本次设计主要针对数控机床PMC轴控制进行分析,包括自动换刀控制、PMC轴控制要求和数据指令传送,介绍了数控PMC轴控制的发展趋势,并采用PMC轴实现五轴控制,在此期间介绍PMC在刀库转位及随机自动换刀中的应用和控制过程,整个设计过程使我获益匪浅。
[1]王爱玲等.现代数控原理及控制系统[M].北京:国防工业出版社,2002.
[2]何晓波.LANDIS曲轴磨床数控化设计[J]汽车科技,2005,4:30-32.
[3]张英杰,韩庆瑶.现代数控系统的特点及发展趋势.河北:制造工业自动化,2005.
[4]倪春杰.PLC在加工中心刀库转位控制中的应用.兰州石化职业技术学院学报,2003-9(3).
猜你喜欢
湖北农机化(2020年19期)2020-12-14
数学大王·低年级(2020年8期)2020-08-14
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2014年4期)2014-04-27
机械制造与自动化(2014年1期)2014-03-01
机电信息(2014年5期)2014-02-27
