基于SLP方法的K公司工厂布局改善*
2016-08-16 09:05葛敬东周炳海
现代机械 2016年4期
葛敬东,周炳海
(同济大学机械与能源工程学院,上海201804)
基于SLP方法的K公司工厂布局改善*
葛敬东,周炳海
(同济大学机械与能源工程学院,上海201804)
工厂布局对车间的生产活动影响很大,良好的车间布局,能降低物料的搬运成本,缩短人员走动距离,生产效率得到最大优化。针对K公司工厂扩建,不同产品线的布局,运用SLP方法进行了研究分析。通过对物流强度和非物流关系以及其他限制边际条件的分析研究,对扩建后的布局提出优化方案,避免了工序之间的物流路线交叉,降低了物流强度,增加了车间的空间利用率,提高了生产效率。
系统布局设计多产品线物流优化工业工程
0 引言
工厂布局是根据企业的经营目标和生产纲领,在一定的空间场所内,从材料的接收,零件和产品的制造,到成品的包装、发运的全过程,将人员、设备、物料所需要的空间作最恰当的分配和最有效的组合,以便获得最大的生产经济效益[1]。根据相关资料,产品生产过程中,产品的加工时间不超过产品总生产时间的20%,其余80%的时间都在进行物料运输,作业等待等环节[2],可见工厂布局的优劣对车间生产活动的影响很大。良好的车间布局,应使物料搬运的成本最低,人员走动的距离最短,生产效率得到最大优化[3]。
19世纪中,美国的Mathur提出系统布局设计理论(Systematic Layout Planning,简称 SLP),通过建立物流因素相关图与非物流因素相关图,以作业单位物流与非物流相互关系为主线,采用一套表达力极强的图例符号和简明的工作表格,并进行打分,以量化方法选择最优设计方案,使布局设计由定性分析发展为定量分析[4-6]。
我国的物流技术发展相对较晚,进入21世纪,我国才开始大力发展生产物流[7],随着SLP理论、遗传算法、层次分析法等和各种数学模型被广泛研究并运用到企业的生产实践中[8-10],我国的物流技术得到了快速的发展。
SLP方法把产品P、产量Q、生产路线R、辅助服务部门S及生产时间安排T作为给定的基本要素,作为布局设计工作的出发点,按图1所示程序进行设计。

图1 SLP程序图
本文将采用SLP法对K公司工厂扩建过程中的生产车间布局进行设计优化,解决K公司的实际运营过程中存在的问题,并通过真实案例展示SLP方法在实际应用中的有效性。
K公司是一家生产汽车零部件的在华德资企业,公司主要从事用于汽车零部件的精密弹簧和精密冲压件的设计、生产、销售。公司旗下现有6个产品(B,E,F,H,S,W)事业部。目前公司厂房面积23,000 m2。根据业务发展情况,生产车间需要进行进一步的扩建,扩建面积为11,000 m2,新增面积需支撑公司未来5年的发展需求。因此,必须对车间进行合理布局,并尽可能减少对现有设备,特别是大型设备的移动。
本文研究分析了公司原有工厂布局,并利用SLP方法,基于总的扩建面积和部分大型设备的特殊需求等条件,进行了系统工厂布局设计,从而确定了最优布局方案,新车间依此进行了扩建和布局。
1 原有工厂布局分析
工厂原有的布局如图2。各产品线事业部按照自己的内部流程和生产需要进行了模块化工艺流程布局,未充分考虑物料价值流的精益性及未来的可扩展性。
随着业务的不断发展,各事业部面积不断扩张,但因为都是在原有位置上向周边扩展,出现了各事业部生产面积局促,内部周转不畅的局面,且除了B、H事业部外,其他事业部均无法再继续扩张。

图2 原有工厂布局图
原工厂布局中原材料和成品库处于工厂一端,工厂内所有的产品都要重复仓库-工位-仓库的物料循环过程,一方面物料移动距离大,造成严重浪费;另一方面,物流通道严重拥堵,物流效率低下。 如果继续维持这种工厂布局,物流通道就必须加宽,这样又会导致工厂空间的浪费。
对事业部内部原有布局进行分析,也发现了设施布局不合理,物流不畅的情况。以其中一个事业部F为例,图3展示了F部门原有的车间布局下的物流移动情况,存在大量的物流迂回交叉,每个生产过程,物料移动距离达290 m。其他事业部也同样存在类似情况存在。
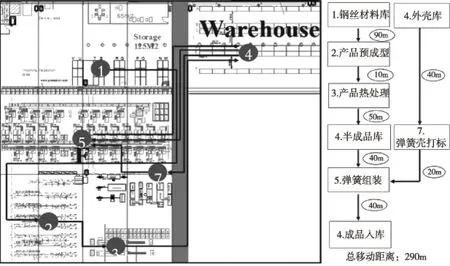
图3 原车间F部门布局及物料移动图
总结以上,原有车间布局存在以下问题:
1)除了临近待扩建区的事业部,其他产品线无法进行进一步的生产区域扩展,扩建区也将得不到合理利用。
2)因原材料和成品库的位置,内部物流迂回循环严重,物流通道拥堵,效率低下。
3)单产品线内,物料移动距离大,存在浪费。
2 基于SLP方法的车间布局设计
2.1不同区域之间的物流量分析
各事业部根据自己业务计划,提出自己的物流量需求。进而得到仓库与生产线之间,及生产线与公共设施(如抛光车间)之间的物料流动,不同产品线之间的物流量见表1。
表1产品线间物料流动从-至表(P/Day)
根据SLP,按照表2所示的物流强度等级划分参照表划分不同区域之间的物流强度等级,得到全厂的物流强度等级表3。

表2 物流强度等级划分参照表
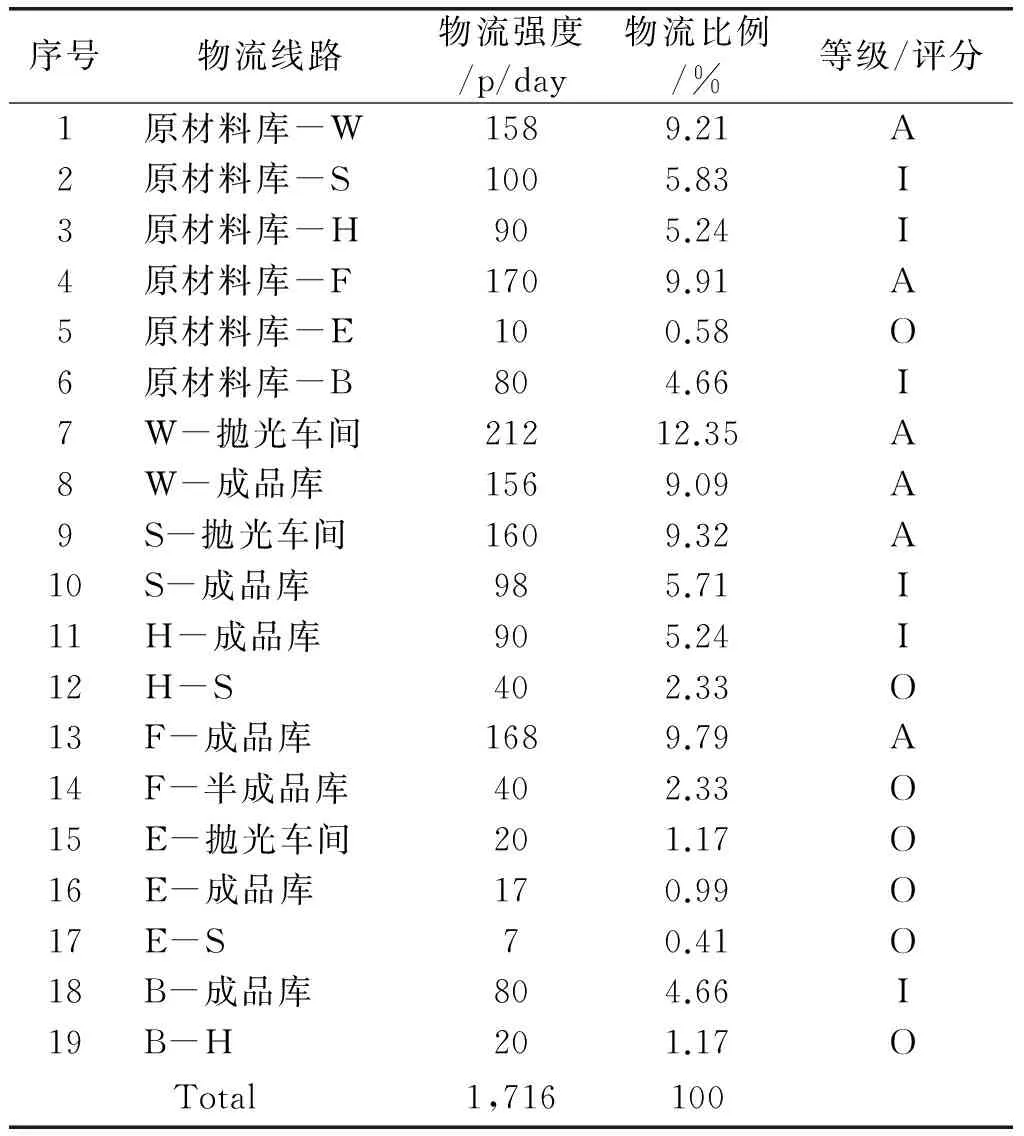
表3 全厂物流强度等级表
2.2非物流关系分析
根据SLP方法,根据影响车间的非物流因素,如作业性质的相似程度,工艺流程的连续性,工作联系的频繁程度、噪声、温度、烟尘、废水废气等环境因素的影响,按照从重要到不重要,用A、E、I、O、U表示,得到表4的非物流密切程度等级表。

表4 非物流密切程度等级表
原材料库=R,抛光车间=P,半成品库=M,成品库=G
2.3作业区域位置关系分析
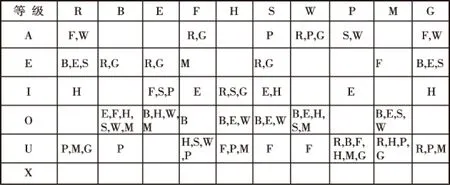
根据前述物流强度分析得到的物流强度等级与非物流因素影响表,按1∶1权重进行综合量化考虑,即A=4,E=3, I=2, O=1, U=0,如果存在互斥关系,用X=-1,得到作业区域关系如表5。

表5 作业区域关系表
原材料库=R,抛光车间=P,半成品库=M,成品库=G
根据作业区域关系表,先找出最重要的关系,即A最多的,若A级数量相同,再比较E。将最重要的关系块先放于中央位置。然后按A关系要边靠边放,E关系要至少角靠角,X关系不能相邻的原则,整理成无面积拼块如图4(示例两个可能排列)。

图4 无面积拼块图
2.4实际边际条件修正因素
根据实际情况,以下边际条件需要被考虑进入修正因素:
a)H部门必须在现有位置基础上向计划扩建方向扩展;
b)B部门必须靠近计划扩建位置的外缘;
c)成品库,考虑到发货需求,必须靠近现有车间的收发货平台,或者新扩建区的边缘,以便修建新的发货平台;
d)因为对地坪承重的特殊要求,原材料库位置必须在现有位置范围以内;
e)各个部门根据自身工艺要求和业务计划所需的布局形状和面积。
2.5优化后的布局
基于无面积拼块图和修正因素,将现有布局图各部门模块剪下,试拼到空白的车间中(含扩建区),经整理得到最后车间布局方案,如图5,箭头显示了大的从原材料库R-生产部门-成品库G的物流方向。
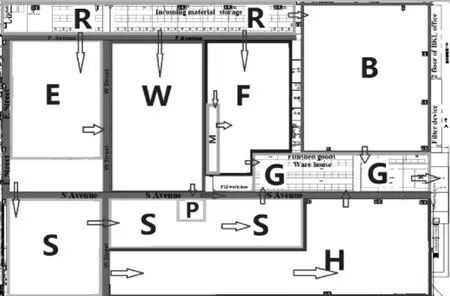
图5 新车间布局图
3 新车间布局的评价
在利用SLP方法对车间布局进行系统设计后,整个车间的大物流得到很好的优化,如图5的箭头所示,基本实现的原材料-工位-成品的单向流动。

图6 改进后车间F部门 物料移动图
在产品线内部,物流流动也得到了优化,以F部门为例如图6所示,布局调整后,物流迂回情况基本解决,物料移动平均距离,由原来的290 m减少到了180 m,效率提高37.9%。
另外,因为物流效率的提高,车间空间利用率也得到了改善,现场工作环境得到优化。
4 结束语
对于生产部门繁多,产品系列复杂的工厂,工厂设备设施布局的不合理,会导致大量的反复物流浪费,甚至出现拥塞,半成品增多,生产效率降低,加重企业的成本负担。通过利用SLP方法,在企业工厂扩建的前期进行合理布局设计,不仅为后期扩建提供了布局方案指导,还优化了设备布置,避免了工序之间的物流路线交叉,大大降低了物流强度,减少了搬运作业量,优化了现场工作环境,增加了车间的空间利用率。 方案已被企业采用,新厂区已经竣工,并按新布局运用超过半年,改善效果得到了验证。
[1]齐二石,方庆琯.物流工程[M].北京:机械工业出版社, 2006.
[2]法玉琦.基于SLP理论的制造车间物流设施布置设计[J].物流技术,2014,33(9):371-373,376.
[3]朱耀祥,朱立强.设施规划与物流[M]. 北京:机械工业出版社, 2005.
[4]叶连发,刘胜,包北方. SLP在H公司柴油机零配件生产车间布局优化中的应用研究[J]. 机械, 2012,39(5): 24 - 28.45.
[5]钟久亮.基于SLP的车间设施布局分析与优化[J].产业与科技论坛,2013,12(13): 95-97.
[6]Muthur R. Systematic layout planning[M]. Boston: Cahners Books,1973:55-56.
[7]祁庆民,侯凌燕,王秋旭,等.中国制造企业物流现状与发展方向研究[J].起重运输机械,2003(11)1-2.
[8]陈学军,陆德谋,查靓, 李文娇.企业设备布局方式的仿真[J].工业工程,2011,14(1):16-22.
[9]叶慕静,周根贵.基于遗传算法的系统布置设计及初步应用[J].工业工程,2005,8(3):97-101.
[10]王春瑞.基于SLP方法的RX公司车间设施布局研究[D].东北农业大学,2014.
Workshop layout improvement of company K based on SLP
GE Jingdong,ZHOU Binghai
Workshop layout is a key factor influencing the production process. A reasonable layout will reduce material handling cost, shorten the moving distance of workers, and maximize production efficiency. For the extension of the workshops of Company K, we analyzed the layout of different product lines by SLP. Through analysis of the logistic intensity, non-logistic factors and other conditions, we put forward the optimization plan, which avoided logistic path cross, reduced the logistic intensity, increased the utilization rate of workshop space, and improved production efficiency. The company implemented the new layout and proved the effect of the improvement.
systematic layout planning,multi-product-line,logistic improvement,industrial engineering
TG95
A
1002-6886(2016)04-0001-05
国家自然科学基金项目(No. 71471135)。
葛敬东(1979- ), 女, 河北人, 硕士研究生, 主要研究方向为工厂生产物流。
2015-12-31
猜你喜欢
智能制造(2021年4期)2021-11-04
猪业科学(2021年6期)2021-08-12
中国公路(2020年16期)2020-10-14
卫星应用(2019年4期)2019-05-22
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
能源(2017年5期)2017-07-06
中国老区建设(2016年12期)2017-01-15
中国科技信息(2016年15期)2016-11-04
中国卫生(2015年2期)2015-11-12