
胎侧“排气线、冷穿刺”在线智能控制装置
2016-08-16 06:51王会文王青丽风神轮胎股份有限公司河南焦作454003
橡塑技术与装备 2016年15期
王会文,王青丽(风神轮胎股份有限公司,河南 焦作 454003)
胎侧“排气线、冷穿刺”在线智能控制装置
王会文,王青丽
(风神轮胎股份有限公司,河南 焦作 454003)
成型机是轮胎制作过程中最重要的工序,主要是把前工序生产的各个部件组合在一起,形成轮胎胎坯。在各部件组合过程中,部件之间会夹带空气,经过硫化工序硫化胎坯后会形成轮胎泡类缺陷,影响产品质量。本文主要解决的是占泡类缺陷第一的胎侧泡,通过智能、自动的方式代替人工扎胎的方式提高产品的稳定性。
压出生产联动线;卷取工位;三鼓成型机;排气线;冷穿刺;胎侧泡;扎胎
1 项目说明
1.1 现状分析
成型机是轮胎制作过程中最重要的工序,轮胎的生产是由各个部件经过成型机组合到一块,形成胎坯,在经硫化工序进行加热后产生的。在各部件组合过程中,部件之间会夹带空气,经过硫化工序后会产生泡类缺陷。为了解决轮胎胎侧泡缺陷,都是由人工在胎坯上刺孔,员工劳动强度大,质量不稳定,如图1~2。
为了解决现有的刺孔方式中人工刺孔劳动强度大、质量不稳定,因此我们团队去探索解决胎侧气泡的方法,准备制作了一种压出在线啮合式胎侧刺孔装置。

图1 胎坯上的气泡
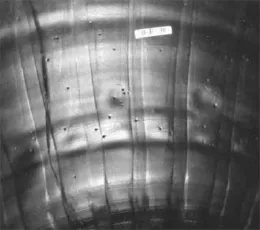
图2 人工在胎坯上刺孔
1.2 项目简介
在公司 “变革、升级、从自身做起”的引领下,我工段对影响质量的瓶颈进行了梳理,胎侧泡类缺陷严重制约X光合格率的提升,利用精益的方法,对问题进行5WHY分析,后制定了胎侧刺泡防错手段及排气线防错手段。
对标其他公司,为了解决轮胎胎侧泡缺陷,都采用成型机胎侧刺孔方式,解决此类工艺问题,在实际过程中,大多在成型机上增加胎侧穿刺装置,这样,必然造成很大的浪费,增加设备购置费用,增加设备维修浪费。
本装置为实用型轮胎刺孔设备,特别是在生产轮胎胎侧部件复合联动线上进行穿刺的一种压出在线啮合式智能刺孔装置。
本装置要解决的技术问题是现有的刺孔方式中人工刺孔劳动强度大、质量不稳定,机器刺孔位置准确度低、刺孔设备结构复杂,为解决上述问题,提供一种压出在线啮合式胎侧刺孔装置。
1.3 结构介绍
压出在线啮合式胎侧刺孔装置,包括机架、电机,电机的输出轴连接皮带辊,皮带辊通过链条带动穿刺下辊,升降装置和穿刺上辊安装在机架上,所述的穿刺下辊为一体结构,穿刺下辊上安装有刺针;所述的穿刺上辊为一体结构。
所述的穿刺上辊表面有凹槽,凹槽的位置与穿刺下辊上刺针的位置相对应。
机架上还安装有PLC控制器和显示屏,所述的升降装置包括丝杠,丝杠一端通过丝母连接穿刺上辊,机架上安装有传感器,另一端通过联轴器与伺服电机相连;丝杠上还安装有拉杆限位机构,通过与主机相连自动根据产品调节设备。
所述的拉杆限位机构上安装有刻度指针。
相对于现有技术,本设备减低工作人员劳动强度,提高产品质量,根据不同规格厚度的胎侧,调整穿刺上下辊的间距,满足不同需求。
排气线的目的是利用上压辊的齿形在胎侧上压出均匀的沟槽,结合刺孔装置在胎侧上的刺孔,利用胎侧上的横向沟槽及通孔,在成型反包时,更容易把窝气排出,避免产生胎侧泡。

图3 冷穿刺加工图纸
2 现场设备改造
2.1 现场方案确认实施
在压出生产线安装刺泡装置,不在成型机上安装,可以减少设备购置费用,降低设备维修浪费,提高效率,避免因设备不同造成的质量波动;在成型机上安装需每台设备安装2台(左右胎侧)(我工段现有12台三鼓),在压出安装只需在一条压出安装2台即可;此装置穿刺下辊安装刺针,穿刺上辊带沟槽设计,可以自动调节刺孔深度,避免了不同型号胎侧无法穿透现象;通过对压出PLC编程,实现根据胎侧规格自动调节刺泡位置。排气线是通过上压辊齿形对准胎侧贴合表面进行压型,均匀压出排气沟槽,在成型机进行胎侧反包时,避免胎侧窝气而形成胎侧泡。参见图4~5。

图4 压出加装在线冷穿刺使用效果
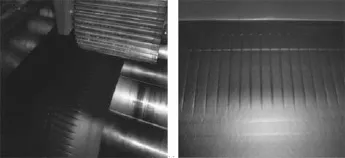
图5 压出加装在线排气线装置使用效果
2.2 当前国内外同类技术、效益、市场竞争力的综合比较
目前国内还没有成熟的压出生产线智能刺泡装置。本装置的最大优势在于避免了每天成型机进行安装刺泡造成的设备费用及维护费用,同时通过智能防错的设计,避免了设备操作过程中人为干预造成的质量波动;本技术属于设备自动化技术延伸领域,适用于类似橡胶行业实现半成品部件自动穿孔的双复合生产线、成型机的企业,降低员工作业风险,降低员工劳动强度,同时提高半成品质量。排气线装置在公司内部各压出生产线上都没有使用,国内同行业也没听说此技术,我部门开发的在线排气线装置应该属于首创,经使用后效果明显,现在、本公司其他工段压出生产线已推广使用。
3 设备改进后现场实施评价
成本评价及质量提升
参考其他轮胎制造厂家解决胎侧泡的冷穿刺方式如X公司安装的冷穿刺为成型机加装冷穿刺,每台成型机加装一台冷穿刺装置约为10万元,增加了设备购置和后期维护费用,在双复合生产线设计制作冷穿刺装置有效的降低设备的购置维护费用,且效果明显,完全可以在公司其他制造部推广使用。参见图6。
以11台三鼓成型机计算压出生产线安装刺泡装置,不在成型机安装,少安装22台设备及每年22台设备的维护费用及人力成本22×50 000+22×2 000= 1 144 000元=114.4万元。
以11台三鼓成型机计算,原来每年产生胎侧泡数量为: 12×50=600条,改造后每年产生:12×13=156条,可以减少 600-156=444条,节约费用:444×350=15.54万元;减少成型员工手工刺泡1 500次/天和弯腰次数900次/天, 同时符合人机工程原理,极大限度的避免了职业病的发生率,提高了员工满意度,设备投入:两台冷穿刺(2.7万/每台),一台排气线0.47万/每台,共计5.87万元。

图6 使用排气线、冷穿刺装置后与2014年同比胎侧泡数据
总计节约费用:114.4+15.54-5.87=124.07万元 。
Side wall "vent line piercing cold" online intelligent control device
Side wall "vent line piercing cold" online intelligent control device
Wang Huiwen, Wang Qingli
(Aeolus Tyre Co., LTD., Jiaozuo 454003, Henan, China)
Building is one of the most important working procedure during the manufacture of the tyre、It is mainly put the past process parts together, and form a tire carcass. In the process of different parts combination , components maybe entrained air, curing tire carcass will form tire bubble defect after curing process , and affect the quality of the product. In this paper, we solve side wall bubble first, by means of intelligence, automatic instead of manual way to improve the stability of the product.
extrusion production line; coiling station; three drum forming machine; vent line; cold piercing; side wall bubble; puncture
TQ330.4
:1009-797X(2016)15-0039-03
BDOI:10.13520/j.cnki.rpte.2016.15.008
(R-01)
王会文(1980-),男,主要从事橡胶机械设备管理工作。
通讯邮箱:wanghuiwen808206@163.com
2016-03-07
猜你喜欢
轮胎工业(2022年8期)2022-11-26
现代农业科技(2022年14期)2022-08-02
轮胎工业(2021年8期)2021-12-26
轮胎工业(2021年4期)2021-12-25
上海农业科技(2020年4期)2020-08-19
制造技术与机床(2018年9期)2018-09-19
现代农业(2018年9期)2018-02-17
中国铸造装备与技术(2017年3期)2017-06-21
科学与财富(2016年35期)2017-04-20
中国食用菌(2017年2期)2017-03-28
