弯管工艺过程的受力分析及工艺分析
2016-08-10 03:29万丽丽余海飞
大科技 2016年8期
万丽丽 余海飞
(合肥和安机械制造有限公司 安徽合肥 230088)
弯管工艺过程的受力分析及工艺分析
万丽丽 余海飞
(合肥和安机械制造有限公司 安徽合肥 230088)
随着城市进程的不断加快和现代化生产系统的逐步深化,人们逐渐认识到各种弯管在管道工艺中的重要性,而弯管过程自身属于较复杂的弹性、塑性变形工艺,其主要通过作用在材料上的外载荷引起材料内部发生应力和应变实现,所以要保证弯管工艺的高水平发挥,需要对弯管过程的受力和工艺进行系统的研究。本文为推动我国弯管工艺水平的不断提升,对合肥和安机械制造有限公司采用的弯管技术进行分析的基础上,对弯管工艺进行中的内力、弹性与塑性变形、弯管工艺过程三方面展开研究。
弯管工艺过程;受力分析;工艺分析
前言
弯管工艺的实现依靠作用于管道材料的外载荷,外载荷的大小、方向、变化速度等都会对弯管质量构成直接的影响,所以随着弯管工艺越来越受到人们的重视,对弯管工艺的受力进行分析成为时代发展的必然趋势。弯管工艺的实现自身并不复杂,但由于其对力的要求较为严格,所以要生产出高质量的弯管仍存在一定的难度。
1 异型管弯曲模弯管技术
异型管弯曲原先采用的是两端灌沙后封闭利用折弯模具通过多次烘弯而成的,其成型过程涉及多次折弯和定位,成型后的产品因为定位误差造成产品报废率高,同时工件表面会产生褶皱,而且效率也低下,使制造成本有所上升。通常一种异型管弯曲模,包括直径模、轮夹、夹模、导模、调节块、芯,所述直径模的凹圆弧槽与轮夹的凹圆弧槽尺寸一致且平滑过渡,轮夹的凹圆弧槽与夹模凹圆弧槽形成一个异形管腔且与异形管件外径尺寸一致,直径模与轮夹用螺钉联接沿直径模中心旋转,夹模围绕直径模中心一起旋转,导模随夹模移动的方向移动,为了防止异形管坯在自由中弯曲变形,在异形管内腔设一芯作为填充物,芯与设备的通芯杆螺纹联接且用螺帽并紧[1]。本实用新型提高了异型管材弯曲的加工精度和品质,具有结构简单、操作方便的优点,大大提高的生产效率和产品合格率(如图1)。
2 弯管工艺进行中的内力分析

图1 一种异型管弯管模具的一较佳实施例的结构示意图
如果F代表靠模对管子发生的正压力,N代表转模在与管子接触的情况下,切点处对管子形成的正压力,当管子受到F、N两种作用力的情况下,在两种作用力之间取仍未发生塑性变形的横截面,此时横截面受到剪力Q和弯矩M的共同作用,而Q和F相等,而M等于F力与横截面与F点的轴向距离的乘积。结合材料力学的相关原理,由于管子横截面圆环厚度较小,可认为管子的环形截面上存在的Q均匀分布,如果用t表示横截面上某一点的剪应力表示管子横截面与中性轴的静距;t代表管壁厚度;IZ达标管子横截面与中性轴Z之间的惯性矩,那么将剪应力表示为如果将横截面某点径向方向和Y轴正向的夹角表示为q,那么IZ和都可以通过q进行表示,由此,可以将t同样用q表示,即由此公式可以判断,当q取值不同时,t也会存在差异,例如当q为的情况下,t均可以得到最大值,而当q为0或p时,t均可以得到最小值。另外,考虑到管子在未发生塑性变化的情况下,如果将管子横截面和中性轴Z之间的惯性矩用I2表示,那么横截面上产生的正应力就可以表示为考虑到惯性矩I2的表达公式,可以将正应力公式直接表述为结合此公式可以发现,当y取值不同时,s也将不同,例如当y取值为+R时,其取值最大;当y取值为-R时,其取值最小,当当y取值为0时,其取值同样为0。
3 弯管弹性与塑性变形分析
弯管工艺实质上是管子弹性和塑性变形的过程,其主要发生在靠模和转模之间的范围内,从上文可知管子横截面上不同位置的弹性和塑性变形量和发生的时间都存在差异,所以笔者结合Y轴、Z轴和其余点位置对弯管弹性和塑性变形展开研究。
3.1 管子横截面中处于Y轴上点的应力状态
管子横截面中处于Y轴上点即弯管最外侧和最内侧的点,其分别处于单向拉伸应力和单向压缩应力状态中,所以其分别可以表示为和假如弯管采用的是理想中的塑性材料,则可认为两种应力变形的屈服极限是一致的,结合塑性力学理论,可以发现弯管实际塑性变形量=总变形量-弹性变形量,即当弯管卸载后其会存在一部分弹性恢复,而具体恢复的量由加载的速度和时间等因素决定,通常情况下弯管机转模转速较小的情况下,弯管弹性恢复的越小,这在一定程度上说明管子横截面中处于Y轴上点的应力是相同的[3]。结合屈服条件可以确定,当最内和最外侧点所承受的正应力相同的情况下,其可以同时进入屈服状态,产生塑性变形,而在塑性变形的过程中所作用的F力大小不发生变化,由于管子横截面中处于Y轴上点是横截面中最先进入屈服状态的点,所以如果横截面距F作用点的轴向距离小于或等于横截面上最外侧点与最内侧点进入屈服状态时横截面据靠模的最小距离,则认为管子的横截面处于弹性变形的过程中,而反之,则认为管子处于塑性变形中,当管子横截面处于塑性变形状态中时,横截面上的应力状态是稳定的。
3.2 管子横截面中处于Z轴上点的应力状态
管子横截面上处于Z轴上的点一直是纯剪切状态,所以其剪应力最强,此力是横截面畸变的主要内在因素,为了使横截面不发生塑性变形,其剪应力要控制到一定的水平下,而剪力与F相同,所以要对F的数值进行控制,当转模转速不断提升的过程中,F也会随之不断变大,所以要控制剪力,应对转模的速度进行合理的调控,否则弯管的横截面将会发生畸变。
3.3 管子横截面中其余点的应力状态
横截面上的其余点会受到剪应力和正应力的共同作用,如果要是横截面中的某点发生塑性变化,就要保证此点的偏应力张量不变量等于某个固定的常数C,而常数C通常由计算获取,而可以通过偏应力S获取,结合偏应力的计算公式可以发现,当横街面上的对应点将会进入屈服状态,发生塑性变化,但需要注意的是当有的点开始发生塑性变化的同时仍有部分点在发生弹性变形,结合塑性力学理论,发生塑性变形的点的应力状态并未发生本质上的改变,可见在此状态中弹性变形仍是主导。
4 弯管工艺过程
合肥和安机械制造有限公司所应用的机械技术如图2所示,直径模1的凹圆弧槽与轮夹2的凹圆弧槽尺寸一致且平滑过渡,轮夹2的凹圆弧槽与夹模3凹圆弧槽形成一个异形管腔且与异形管件7外径尺寸一致,直径模1与轮夹2用螺钉联接沿直径模1中心旋转,夹模3围绕直径模1中心一起旋转,导模4随夹模移动的方向移动,为了防止异形管坯在自由中弯曲变形,在异形管内腔设一芯6作为填充物,芯6与设备的通芯杆螺纹联接且用螺帽并紧。有益效果是:提高了异型管材弯曲的加工精度和品质,具有结构简单、操作方便的优点,大大提高的生产效率和产品合格率(如图2)。
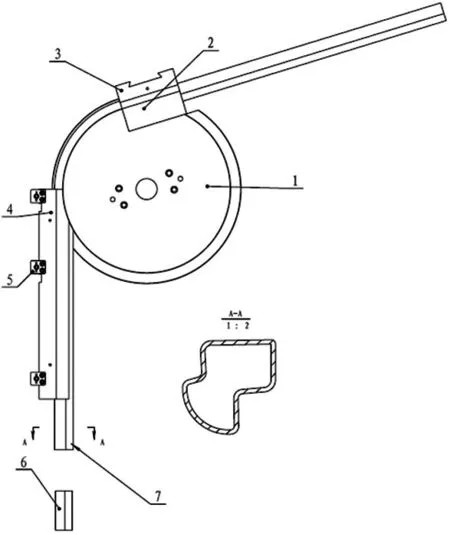
图2 合肥和安机械制造有限公司所应用的机械技术
在弯曲工艺发生作用的过程中,管子的横截面对称轴位置会先转变为屈服状态,而且会随着弯矩的加大而沿着中性轴逐渐向两侧扩展,直至横截面的位置移动到转模和管子的接触位置,即横截面全部进入屈服状态,可见管子塑性变化实质上是发生在转模和管子的接触位置以前;当管子受外力继续转动的过程中,横截面会再次远离转模和管子的接触位置,此时其所承受的弯矩和剪力也将逐渐缩减,换言之横截面上的点不再具备屈服条件,所以塑性变形终止。结合亨盖理论中塑性变化和角的关系转换公式,可以发现弯管的横截面必然存在角应变,形成横截面的畸变,同时在塑性变形使弯管内侧管壁的厚度会增加,而外侧管壁厚度会减少的过程中使材料自然的由厚壁侧向薄壁侧流动,可见角应变的存在具有双面性。
5 结论
通过上述分析可以发现,现阶段人们已经认识到弯管工艺对城市基础设施建设、现代化生产系统深化等方面的重要作用,并在实践中尝试结合弯管机的工作原理,对弯管工艺的受力分配及工艺自身实现过程进行优化,这是提升弯管工艺水平的必然途径。
[1]晏利君,杨眉,易诚,刘宇,范玉然,冯斌,张明旭.油气管线用冷弯管加工工艺分析[J].热加工工艺,2013,05:143~145+148.
[2]胡忠.中频感应局部加热弯管工艺的研究[J].塑性工程学报,1996,04:48~56.
[3]毛君,潘德文,谢 苗,李 强,董先瑞.中频弯管机成形工艺的改进及故障分析[J].热加工工艺,2015,21:147~149.
TG386.3+1
A
1004-7344(2016)08-0251-02
2016-2-22
猜你喜欢
中国材料进展(2019年10期)2019-12-07
石油化工建设(2018年1期)2018-07-10
制造技术与机床(2017年8期)2017-11-27
汽车与安全(2017年7期)2017-08-03
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年3期)2017-04-26
材料科学与工程学报(2016年1期)2017-01-15
小天使·二年级语数英综合(2015年4期)2015-04-20
幼儿智力世界(2014年5期)2014-06-18
燕山大学学报(2014年1期)2014-03-11