
砂卵石地层盾构刀具的适应性分析
2016-08-09 00:57朱梦柳
大科技 2016年21期
朱梦柳
(中铁十一局集团城市轨道工程有限公司 湖北武汉 430000)
砂卵石地层盾构刀具的适应性分析
朱梦柳
(中铁十一局集团城市轨道工程有限公司 湖北武汉 430000)
结合砂卵石地层的特点和施工现场实际情况,对砂卵石地层下盾构施工中盾构机刀盘结构及刀具配置方面的优化改良进行了分析。
砂卵石;盾构;刀具;刀盘;结构;配置;优化;改良
1 引言
在长距离的富水卵石地层中掘进,对盾构机刀盘及刀具都是一个考验,要求刀盘和刀具具有很强的耐磨性,因卵石对刀具会造成很强的冲击,同时要求刀具具有足够的抗冲击性能。对刀具和刀盘做有针对性的优化处理关系到整个隧道施工的顺利进行。
2 砂卵石地层盾构施工特点
成都地铁盾构机刀盘大多为面板式复合型刀盘,既安装了破岩能力强的滚刀,也安装了刮削软土的刮刀。
在砂卵石地层盾构施工中采用盘形滚刀,其破岩机理与盘形滚刀在硬岩地层中的传统破岩机理有着显著的不同,刀具的磨蚀情况也有较大的区别。
砂卵石地层对传统的刀具磨损十分严重,刀具消耗量大、换刀频繁,并存在大量的滚刀偏磨、刀圈断裂等非正常磨损。由此带来的频繁换刀、地层加固等一系列问题,导致施工成本巨大。
2.1 启动扭矩大
在砂卵石地层中掘进,由于开挖面松散,不能提供足够大的反力克服滚刀本身的启动扭矩以及土仓内渣土的摩擦阻力力矩和刀箱内渣土的阻力力矩,造成滚刀不转,导致偏磨。
2.2 刀体变形
在整体松散的砂卵地层,不但刀圈的磨损,而且刀体的表面也磨损严重,特别是因富含石英的砂粒和坚硬的鹅卵石,对刀圈和刀体都产生巨大的磨蚀。对于直径为6.28m的刀盘,边缘滚刀的线速度约为0.65m/s,而对于直径为12m的刀盘,边缘滚刀的线速度高达1.25m/s,若撞击上漂石或大块的鹅卵石则造成刀体变形,导致滚刀不转,因抗冲击应力不足而形成偏磨。
2.3 刀圈断裂
传统的硬岩滚刀刀圈,多采用合金工具钢,在提高韧性的同时也容易造成刀圈的脆性增加,在大的卵石和漂石的高速撞击下,造成刀圈断裂。
在该地质中施工,滚刀受到较多的刮削磨损和冲击磨损。刀圈受到磨损的同时,石英含量很高的砂和卵石也会直接作用于滚刀刀体表面,从而对刀体也产生严重磨损。
滚刀在此地质中使用,除了正常的磨损外,还存在大量的非正常磨损(特别是边缘滚刀),其主要形式是滚刀的偏磨、刀圈断裂、刀体过度磨损等。
3 砂卵石地层提高盾构刀具寿命的改良对策
3.1 刀圈
根据滚刀在砂卵地层中的破岩机理与硬岩中的区别,对刀圈的截面尺寸和性能指标甚至刀具改装方面应作出相应的调整和优化:
(1)为了提高刀圈的耐磨性和使用寿命,将刀刃宽增加到28mm或更大。
(2)为了提高刀圈的抗磨性,材料成分中适当提高合金元素的含量,同时控制好锻造工艺和热处理工艺,以提高其抗冲击能力。
(3)由于地质的特殊性,必须兼顾刀圈的耐磨性及抗冲击能力。
3.2 刀体
由于刀体在本地质中使用,会受到严重磨蚀和撞击,故刀体应具备较强的耐磨性和抗冲击能力:
(1)刀体应采取加厚和耐磨处理,如表面堆焊耐磨材料。
(2)改善刀体材质,提高其抗冲击能力。
3.3 启动扭矩
适当考虑加装双刃滚刀,以便提高转动力矩。
3.4 刀具改装
对于海瑞克盾构机,通常使用的滚刀规格为17吋(刀圈外径431.8mm),为了提高其使用寿命,可适当增加极限磨损量,对滚刀的安装做适当的改装。
4 砂卵石地层盾构刀具改良优化历程实例分析
4.1 案例1
在2007~2009年成都地铁工程建设初期,由于对成都特殊的富水砂卵石地层认识不足,刀盘刀具没有进行针对性的设计,导致隧道施工遇到了较大的困难。主要表现为刀具磨损快、刀盘面板结构磨损严重。早期滚刀换刀掘进里程不足100环。
早期的盾构刀具:
(1)复合刀盘,安装有滚刀和刮刀;
(2)既有单刃滚刀,也有双刃滚刀;
(3)滚刀为标准滚刀,刃宽19.05mm,刀毂没有任何加强;
(4)刮刀刃部堆焊耐磨材料,没有钎焊硬质合金块;
经过一段时间施工,暴露诸多问题,如图1所示。
(1)滚刀磨损快,刀圈磨薄磨尖;
(2)滚刀刀毂磨薄变形;
(3)偏磨、漏油、轴承损毁等非正常失效。

图1 刀具偏磨情况
结合砂卵石地层的特点,我们分析了刀具磨损原因,由于卵石含量在70%左右,卵石含量高,加之卵石土工作面上各向异性导致滚刀受力不均,导致早期型号的刀具出现磨尖、磨薄,甚至崩裂,刀毂也受损严重。
在这段施工时期,针对暴露的明显问题,刀具厂商及施工单位方面做了一些有针对性的改进优化措施:
(1)部分使用羊角刀代替中心滚刀,缓解结泥饼现象,只是在中心羊角刀刀刃与刀体之间加焊了一根耐磨块,防止被磨掉;
(2)刀圈刀刃厚度从20mm提高为28~30mm不断加厚,增加耐磨性;
(3)刀毂表面打耐磨焊;
经过一系列改进,在施工方面取得了一定的效果,基本上刀具能达到300~400m的寿命。
4.2 案例2
在2010~2014年成都地铁4号线施工期间,主要刀具种类为中心羊角刀、中心双联滚刀、盘型滚刀、小刮刀与边缘刮刀、泡沫保护刀、导流刀、保径刀。2号线施工经验分析掘进距离极限为380m。此段时期,除保证基本的施工外,在施工过程中,又陆续暴露出一些问题:
(1)刀盘中心磨损严重;
(2)刀具配置基本满足盾构施工,尚需优化;
(3)刀具U型块高度高于其周边面板高度,导致U型块被磨损,刀具得不到有效保护,出现刀具端盖、刀轴磨损;
(4)刀盘中心无开口,易导致中心结泥饼,推力增大;
(5)刀具配置有待优化。
针对以上问题,在此段施工时期,陆续做了如下改进:
在刮刀方面:除了将原来的小刮刀改为大刮刀,在合金含量上也做了提高,目前使用的刮刀合金含量在7.1kg左右,掘进里程至少可达1km。
在刀盘结构方面:刀盘周边焊接一定数量保护刀,刀盘面板加焊耐磨层及耐磨网格,有效保护刀盘结构不受磨损。
在滚刀方面:采用滚刀前突安装。
对于海瑞克盾构机,对U形块尺寸进行改造,可根据实际情况确定前突安装量。以前突安装10mm为例,则极限磨损量为:正面滚刀由原来的25mm增加至35mm,提高使用寿命40%,边缘滚刀由原来的15mm增加至25mm,提高使用寿命67%,并且刀具的成本基本没有改变。只是增加了刀圈增大的成本,由原来的17吋变为17.6吋,如图2~4所示。

图2 修改前

图3 修改后
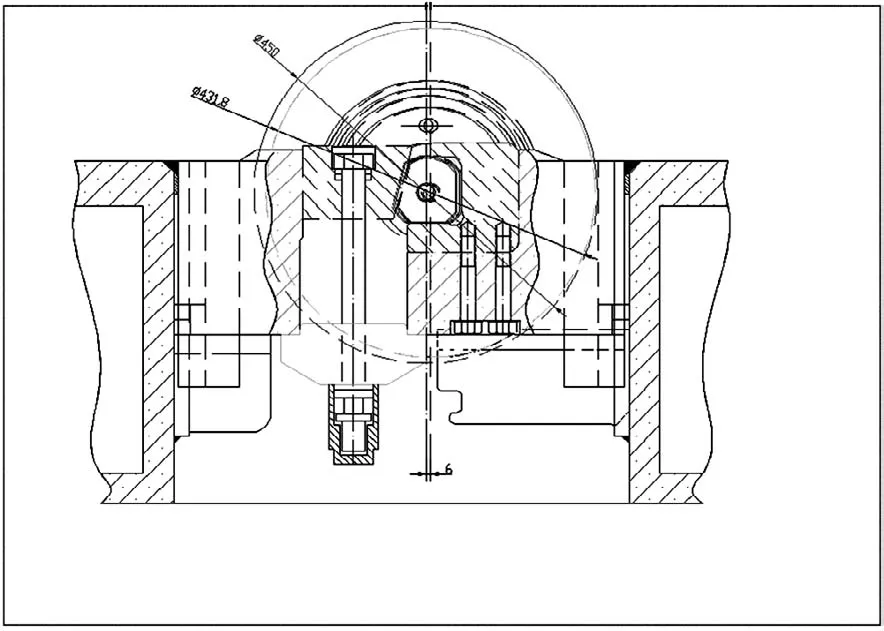
图4 对比
按此改装可能会导致一些问题是后期需要考虑进一步优化的:
①隧道开挖直径增大了20mm,导致出渣量和注浆量相应增加,这点在掘进施工中必须加以注意和重视。
②U形块向前突出10mm,前突外露部分会加快磨损,应做相应的耐磨处理(表面堆焊耐磨层)或加焊耐磨。
经过以上改进后,掘进效果明显提升,滚刀换刀掘进里程可达600~800m,如图5所示。

图5 4号线5标中~长区间(掘进750m)
在2015~2016年施工期间,针对渣土改良效果不佳、中心部位结泥饼以及开仓换刀方面时间长风险大等问题,在成都地铁10号线施工期间,我们对盾构机又提出一些新的改进思路:
刀具配置:取消1#-4#中心双联滚刀,不再安装其它刀具,增加刀盘中心区域结构开口率,缓解中心结泥饼现象。在原刀箱周边面板焊接一定数量的保护块,防止刀箱结构磨损;
泡沫系统:连接桥处增加泵,形成单管单泵,减少堵管现象,增大改良剂注入能力;
刀盘:刀盘前方增加两个膨润土管路;或将两根泡沫管改为膨润土管,改善渣土改良效果;
5#台车后面增加小平台,供二次注浆使用,方便快捷提高二次补注浆效率;
开仓换刀方面,封开口目前采用木模板加钢筋焊接方式,可按照开口情况定做一套模板,采用螺栓连接方式与刀盘背面链接,减少开仓不必要的时间,提高换刀效率。
5 结束语
经过成都近几年盾构施工,通过不断总结、不断改进,力争使设备更好的适应地层,从而达到更好更高效的施工效果。对于刀具的配置选用,陆续经历了几次的尝试和优化,使换刀掘进里程由最初的160m达到800m,大大的提高了施工效率,节约了施工成本,当然这其中包含了对掘进参数的不断总结提高。
[1]王树华.成都砂卵石地层盾构机耐磨性及刀具适用性研究.隧道建设,2012,2.
[2]王振飞,张成平,张顶立,孙毅.富水砂卵石地层大直径盾构刀具的磨损与适应性.北京交通大学学报,2013.
[3]刘志宇.成都砂卵石地层盾构机刀盘、刀具在掘进中的改进.建筑知识.
[4]徐鹏程,张涛,郑瑞兵.无水砂卵石地层盾构刀具磨损状态和规律的技术研究.
[5]土压平衡盾构机在富水砂卵石地层掘进的刀具配置.
说明:上述参考文献只是举例用的,就没有在正文中相应文字上顺序标注参考文献的序号。
U455.3
A
1004-7344(2016)21-0237-02
2016-7-9
朱梦柳(1984-),男,助理工程师,项目副经理,主要负责设备改良技术研究、设备的使用与养护、临时用电的布设与应用、业务、管理等工作。
猜你喜欢
矿产勘查(2020年7期)2020-12-25
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
凿岩机械气动工具(2017年2期)2017-07-19
中南大学学报(自然科学版)(2016年2期)2017-01-19
时代农机(2016年6期)2016-12-01
发明与创新·中学生(2016年2期)2016-08-17
学生天地·小学低年级版(2016年6期)2016-05-14
学生天地(2016年18期)2016-04-16
凿岩机械气动工具(2016年3期)2016-03-01
