
EPR核电站役前检查射线检验技术
2016-08-09 02:18魏绍明刘顺赵方陈衡汪双印罗杰
大科技 2016年31期
魏绍明 刘顺 赵方 陈衡 汪双印 罗杰
EPR核电站役前检查射线检验技术
魏绍明 刘顺 赵方 陈衡 汪双印 罗杰
(中广核检测技术有限公司 苏州 215004)
射线检验是核电站役前检查中常用的体积检验方法,本文依据台山核电站一号机役前检查射线检验经验,介绍射线检验技术在EPR核电机组中的应用情况,并对EPR核电站役前检查中的射线检验技术进行简要介绍。
EPR核电站;役前检查;射线检验
1 引言
EPR(European pressurized water reactor)是由法国阿海法集团和德国西门子公司联合设计开发的新一代压水堆核电技术,广东台山核电站在国内首次采用该技术。核电站在运行寿期内,机械承压设备可能受到应力、温度、辐照、腐蚀、振动和磨损等多种因素的影响,从而引起老化、脆化、疲劳以及在役缺陷。因此,有必要对核岛机械承压设备状态和结构完整性采取一系列的检查活动,以便及时地发现新产生的缺陷和跟踪已知缺陷的扩展,判断它们对核电站继续安全运行是否可以接受,或是否有必要采取补救措施。根据国家核安全法规HAD103/07(核电厂在役检查)的要求,核电站在投入运行前需进行一次全面检查,即役前检查,其结果作为核电站设备在役检查的原始资料和比较依据[1]。
射线检验是利用射线可穿透物质和在物质中有衰减的特性来发现缺陷的一种检验方法。它可以检查金属和非金属材料及其制品的内部缺陷,如焊缝中的气孔、夹渣、裂纹、未焊透等[2]。在民用核安全设备制造建造和运行过程中,射线检验由于具有其缺陷显示直观、准确以及得到的射线底片可用于缺陷的分析和作为质量凭证永久存档等优越性得到了广泛的应用,本文参照台山核电站一号机役前检查射线检验经验,介绍射线检验技术在EPR核电站役前检查工作中的应用情况。
2 检验对象
役前检查是在核电站首次装料前(或在备件投入使用前)对在役期间需进行规范要求的定期再鉴定与定期检查的设备或主要备件所进行的首次全面检查。其目的是为以后在役检查比对和评判建立参考零点。EPR核电站役前检查范围要包括所有《压水堆核电厂核岛机械部件在役检查规则》(RSE-M,2010版)要求的在役检查对象。其中射线检验主要针对可能危及核电站安全的主回路系统的压力边界焊缝,如反应堆压力容器接管异种金属焊缝,蒸汽发生器一次侧管嘴与安全端异种金属焊缝,稳压器上下封头各接管异种金属焊缝,主管道与主泵进出口连接焊缝等。
3 射线检验技术的实施
3.1 反应堆压力容器射线检验
反应堆压力容器RPV固定和包容堆芯和堆内构件,使核燃料的裂变反应限制在一个密封的空间内进行。射线检验对象为反应堆压力容器进出水管嘴与安全端异种金属焊缝,共计8道焊缝。反应堆压力容器基体材质为16MND5,主管道基体材质为Z2CND18.12N2。对接焊缝填充金属材质为 INCONEL52,进、出水管规格均为 准932×76mm[3]。
反应堆压力容器进出水管嘴与安全端连接的异种钢金属焊缝透照时,采用中广核检测技术有限公司开发的CNIS-RT检查装置,通过CNIS-RT设备远程控制射线源位置和工作状态,将源置于接管轴线和焊缝中心线交点处,垂直中心透照安全端异种钢焊缝(如图1所示)。
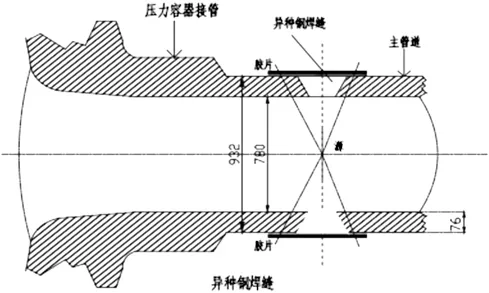
图1 曝光示意图
3.2 蒸汽发生器射线检验
蒸汽发生器是EPR核电站一回路系统主设备之一的,该设备一方面将反应堆所产生的热量传递给二次侧工作介质水,使水成为饱和蒸汽,从而推动汽轮机发电;另一方面将带放射性的一回路系统与不带放射性的二回路系统隔离。役前检查过程中,蒸汽发生器受检对象为蒸汽发生器一次侧管嘴与安全端异种金属焊缝。蒸汽发生器一次侧基体材质为20MND5,主管道基体材质为Z2CND18.12N2,填充金属材质为SPECIAL METALS INCONEL 52。按照要求需要利用Ir192源对蒸汽发生器一次侧管嘴与安全端异种金属焊缝进行射线检验。焊缝的检验区域应当包括填充金属和热影响区,其检验范围为焊缝宽度加其两侧各至少10mm。
对蒸汽发生器一次侧管嘴与安全端异种金属焊缝进行射线检验时,采用中广核检测技术有限公司研发的SG工具架进行射线源定位,定位组件可连同输源管从人孔送入蒸汽发生器水室,到达接管与主管道的焊缝平面中心,支腿从收拢状态调节到张开状态而定位在接管内,再将射线源通过工具架导入,对被检部位进行曝光(如图2所示)。

图2 曝光示意图
3.3 主泵射线检验
EPR核电站主泵用于输送高温高压的冷却剂,使其被迫循环流动。连续不断地将反应堆中产生的热能输送到蒸汽发生器,以保证一回路系统的正常工作,主泵是核动力装置的重要设备,是主系统中高速旋转的设备。属于核电站的一级设备。役前检查过程中受检对象为主管道与主泵进出口连接焊缝,主泵基体材质为Z3CN20.09M,主管道基体材质为X2CrNi19.10。对接焊缝填充金属材质为ER316L和ER316LSi。
使用Ir192源进行主管道与主泵进出口连接焊缝射线检验,源规格选用准3×2mm。采用专用工具架对源进行定位。工具架应经自检合格,定位精度控制在±5mm。源置于接管轴线和焊缝中心线交点处,周向透照,曝光示意图如图3所示。
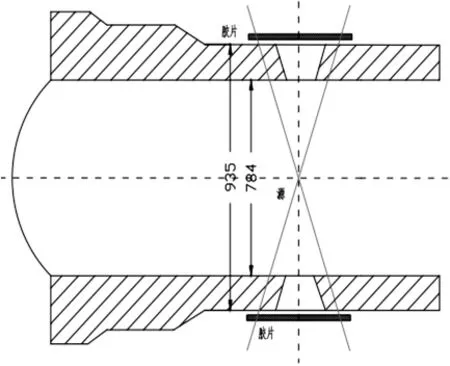
图3 主泵进出口连接焊缝射线检验曝光示意图
3.4 稳压器射线检验
压水堆核电站稳压器作为一回路压力边界一部分,作用是补偿一回路冷却水温度变化引起的一回路水容积的变化,以及调节和控制一回路系统冷却剂的工作压力。稳压器设备的主结构由上封头、筒体、下封头等部分组成。役前检查过程中受检对象为稳压器上封头泄压和排气管、波动管管嘴与安全端连接异种金属焊缝、稳压器波动管管嘴与下封头连接焊缝。
稳压器上封头4个泄压接管、排气管、波动管管嘴与安全端连接异种金属焊缝透照时,胶片和射线源位于工件外侧,双壁单影透照,如图4(a)所示,使用Ir192源进行泄压管和排气管安全端焊缝射线检验,使用Co60源进行波动管管嘴与安全端连接异种金属焊缝射线检验。波动管管嘴与下封头连接焊缝射线检验时,采用Co60射线源机,源放于电加热器隔热板中心孔圆心下侧不大于66mm处,采用偏心周向透照如图4(b)所示。
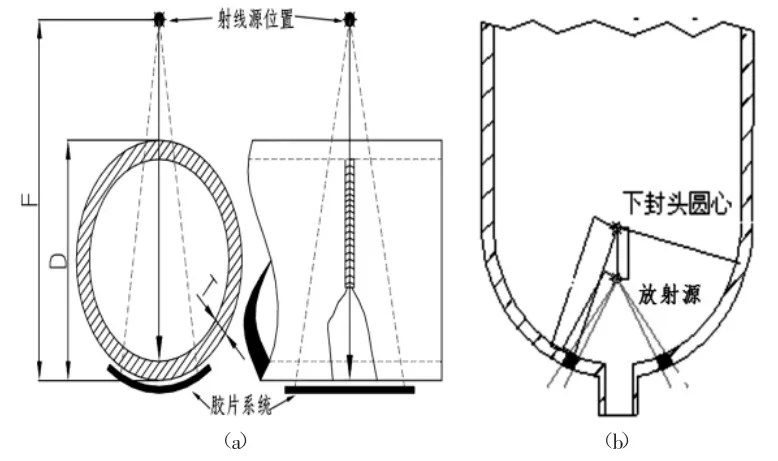
图4 稳压器射线检验曝光示意图
4 检验工艺要点
RCC-M标准中MC3000部分及RSE-M标准对压水堆核电站射线检测技术作了具体规定和说明。具体检验工艺要点总结如下:
(1)几何不清晰度要满足标准要求,几何不清晰度应为:

式中:
a:被检区域入射表面到胶片的距离(mm);
F:源到胶片的距离(mm);
d:射线源尺寸(mm)。
(2)采用双胶片技术,胶片选用Kodak M100、AGFA D3或与之相当的胶片,胶片应在有效期内,要求灰雾度值不超过0.3;
(3)Ir192源的铅滤光板厚度为0.5,1.0,1.5和2.0mm;Co60源的铅滤光板厚度为2.0mm;
(4)增感屏表面应保持干净、光亮并无划痕。采用Ir192源曝光时,前后屏采用0.2mm的铅屏,2×0.1mm铅质中屏;采用Co60源曝光时,前中后屏均采用0.25mm的不锈钢增感屏;
(5)底片黑度满足总要求,当双片观察时黑度应大于2.7且不超过4.5,同一点黑度差不超过0.5;当单片观察时每张胶片黑度不得小于2.0且不超过4.5,且底片评定区内的黑度应是逐渐变化的;
(6)胶片的处理最好在8h之内,最迟不超过24h。胶片采用人工处理方式,显影温度为20±1℃,显影时间5~8min,处理后底片硫代硫酸盐离子浓度应低于0.05g/m2。
5 结束语
射线检验技术在EPR核电站役前检查过程中有很广泛的应用,本文对国内首次EPR核电站役前检查中射线检验技术的应用进行介绍,为后续在役检查提供原始检验数据,验证在役检查过程中检验实施的可行性,为后续技术改进提供支持。
[1]华雄飞,毛羽飞,张铁辉,李金强,梅义俊,刘 顺.核电站主回路系统主要设备的射线透照工艺[J].无损检测,2012,34(2):60~64.
[2]强天鹏,主编.射线检测[M].北京:中国劳动社会保障出版社,2007:25~27.
[3]胡 欢.核反应堆压力容器及制造[J].装备机械,2010,04:20~25.
TM623.7
A
1004-7344(2016)31-0087-02
2016-10-22
猜你喜欢
防爆电机(2022年3期)2022-06-17
电子制作(2019年12期)2019-07-16
中国电业与能源(2019年4期)2019-05-13
工程建设与设计(2016年2期)2016-08-22
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
铁道通信信号(2016年2期)2016-06-01
电站辅机(2016年4期)2016-05-17
