捣固车用1469低合金耐磨钢板的研制
2016-08-09 09:53翟仕乐智小慧王海花
国防交通工程与技术 2016年4期
关键词:热处理
翟仕乐, 智小慧, 王海花
(1.中国神华轨道机械化维护分公司肃宁工务机械段,河北 肃宁 062350;2.石家庄铁道大学机械工程学院,河北 石家庄 050043)
捣固车用1469低合金耐磨钢板的研制
翟仕乐1,智小慧2,王海花2
(1.中国神华轨道机械化维护分公司肃宁工务机械段,河北 肃宁 062350;2.石家庄铁道大学机械工程学院,河北 石家庄 050043)
摘要:研究了一种低合金耐磨铸钢的热处理工艺,并介绍了用其生产研制捣固车用1469耐磨板的过程。对奥氏体化温度分别为820 ℃、850 ℃、880 ℃和910 ℃时对材料硬度和冲击韧性的影响进行了实验和分析,850 ℃淬火+250 ℃回火处理后,材料获得较好的硬度和冲击韧性。使用该耐磨铸钢生产的1469耐磨板的使用寿命提高约44%,具有明显的效果。
关键词:耐磨铸钢;耐磨板;热处理;铸造工艺
1 研制耐磨钢板的意义
随着我国铁路的快速发展,高速、重载和舒适化行车要求日渐严格,线路验收标准逐步提高;同时近年来各种新建铁路、客运专线和改、扩建线路的大量竣工,大大增加了我国铁路的运营里程,以往老旧的维修手段面对新的形势已略显乏力,大型养路机械在铁路养护上的应用越来越多。
捣固车(见图1)用在铁道线路新线建设、旧线大修清筛和既有线维修作业中[1],能对轨道进行起道抄平、拨道、石砟捣固及道肩石砟的夯实作业。作业后可使轨道各方面都达到线路设计标准或线路维修规则的要求,提高道砟的密实度,增强轨道的稳定性,保证列车安全运行[2]。

图1 捣固车
捣固车主要靠扒链带动扒齿把道床上的石渣通过输送带运送到道碴清筛机进行清筛(图2)。图2所示的耐磨板(1469耐磨板)位于把道砟从道床上送入输送带的部位,受到石渣的剧烈磨损和冲击,材质为65Mn时的使用寿命只有8 km左右,因此迫切需要研究新的材料,提高1469耐磨板的使用寿命。

图2 捣固车扒渣部件
本文以现有耐磨材料研究为基础,开发出一种新的低合金耐磨铸钢,并研究其铸造工艺,进一步提高1469耐磨板的使用寿命。
2 试验材料和方法
试验钢为中碳低合金耐磨铸钢,通过查阅文献[3-10],并在前期试验的基础上,确定试验钢的主要化学成分为:0.30%~0.50%C,0.5%~1.1%Si,1.0%~2.2%Mn,1.0%~1.9%Cr,0.20%~0.50%Mo,0.15%~0.40%Ni。所用试样在100 kg中频感应电炉上熔炼,砂型铸造出Y型试块。在高温箱式热处理炉上进行加热,采用4种热处理工艺:820 ℃×2 h油淬+250 ℃×2 h(试样1),850 ℃×2 h油淬+250 ℃×2 h(试样2),880 ℃×2 h油淬+250 ℃×2 h(试样3),910 ℃×2 h油淬+250 ℃×2 h(试样4),冲击试样(10 mm×10 mm×55 mm的DVM缺口)、显微组织试样和硬度试样均从Y型楔型试块上截取制作。采用GX51型OLYMPUS光学金相显微镜进行显微组织的观察和分析;冲击试验在摆锤式试验机上进行,冲击韧性为3次冲击试样的平均值;材料的硬度在HD-1875布洛维式硬度计上测试,硬度值为5点平均值。
3 试验结果及分析
图3和图4分别是1~4号试样的低倍金相组织和高倍金相组织。图5 是热处理温度对力学性能影响的折线图。从图3可以看出:随着加热温度的升高白亮色网状区域(晶界或铁素体)在减少。图5可以看出:随着淬火温度的提高,试验钢的冲击韧性和硬度均先提高而后下降;在850 ℃油淬时,试验钢的冲击韧性和硬度均达到最大值。
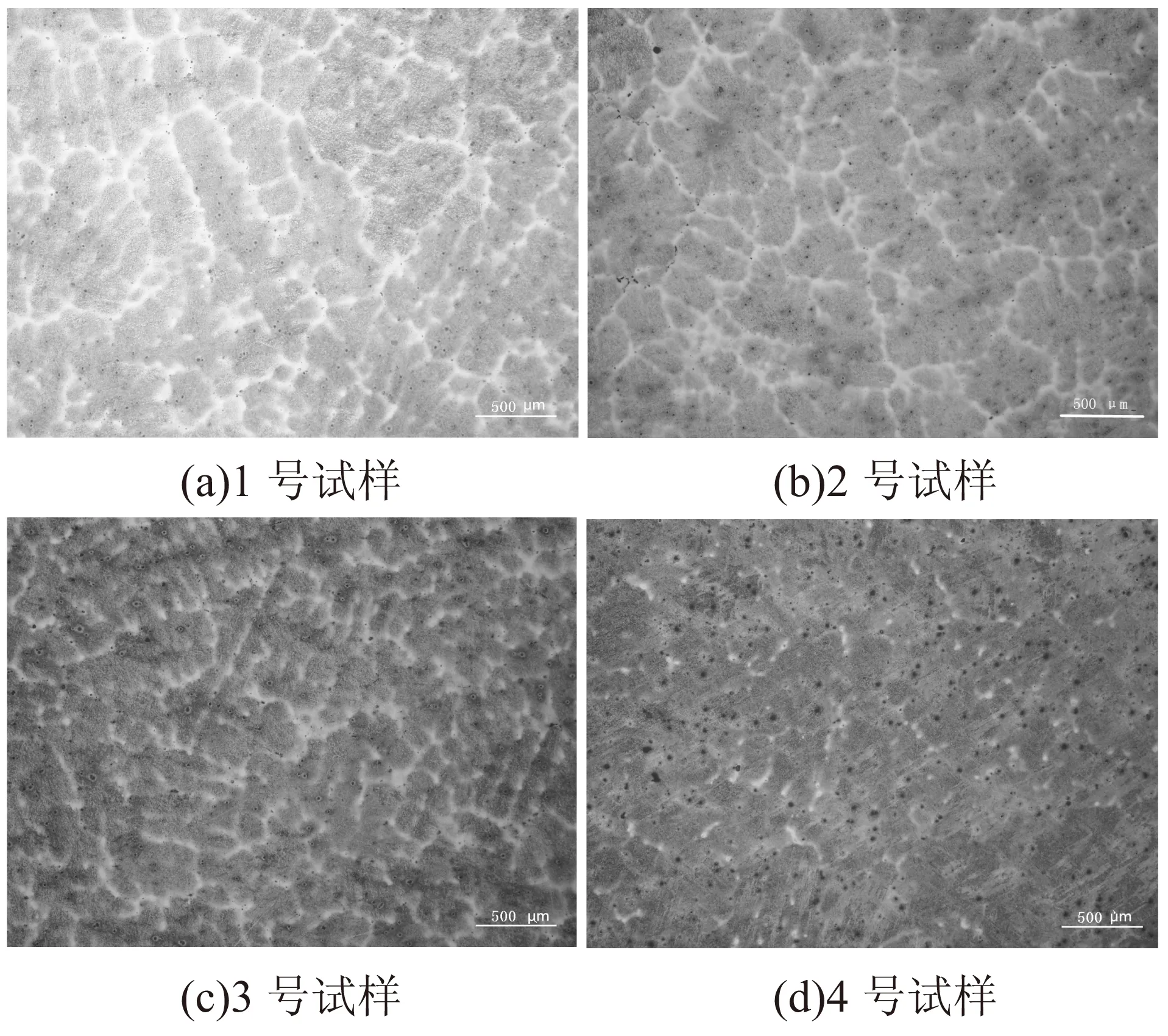
图3 四种试样的低倍金相组织
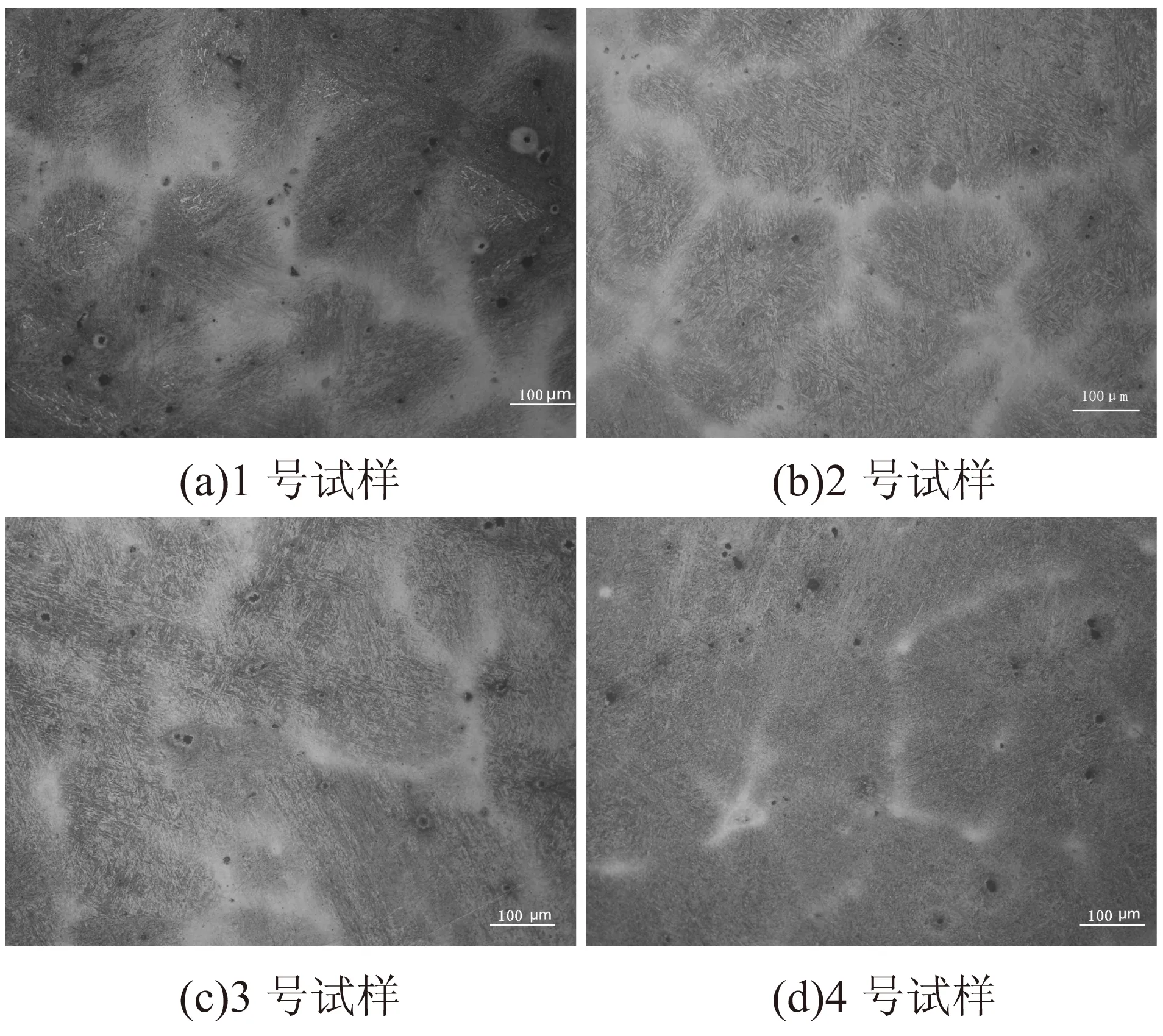
图4 四种试样高倍金相组织
从图4可以看出:1号试样含有较多的铁素体和层状珠光体,另外还含有一定量的马氏体;2号试样有大量的絮状的贝氏体和板条状马氏体,铁素体的含量比1号试样要少,另外还有少量层叠分布的珠光体,和沿晶界分布的托氏体;3号试样中板条状马氏体含量比较高,铁素体组织有所减少,含有少量贝氏体。由于主要含有的是回火马氏体组织,这就导致了3号试样硬度较高,而韧性相对下降;由于4号试样的热处理温度较高,比较明显的组织是层状珠光体和少量马氏体。通过以上的金相组织图片我们可以看出,随着加热温度的升高,奥氏体晶粒长大并且粗化,导致了钢硬度先增加后急剧下降。
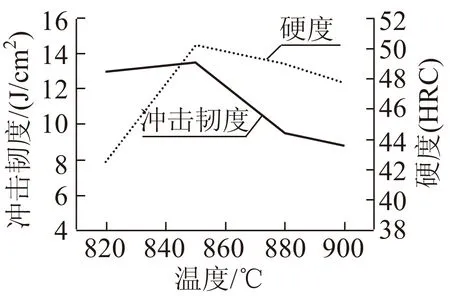
图5 温度对力学性能影响折线图
820 ℃油淬时,奥氏体化不完全,存在较多的铁素体,表现在力学性能上即为韧性较高及硬度较差。试验钢硬度在850~880 ℃之间淬火时硬度变化不大(图5),说明试验钢在较低的奥氏体化温度范围内具有较宽的淬火温度范围。但随着温度的进一步升高,试验钢的硬度呈现显著的下降趋势。这是由于随着加热温度的升高,奥氏体晶粒长大并粗化,降低了钢的硬度和强度。而试验钢的冲击韧度在820~900 ℃的淬火温度变化中先增加,并在850 ℃时取得最大值,当继续升温高于850 ℃时,冲击韧性下降,因此试验钢在850 ℃淬火加250 ℃回火时,可获得硬度和冲击的最佳配合。
4 耐磨板的生产与试用
1469耐磨板的厚度为15 mm,最大长度为1 010 mm,毛重约25 kg。实验件的生产采用消失模铸造的方法生产,图6为耐磨板铸造工艺的三维实体图。在耐磨板的底部放置一个侧浇口,直浇道放在侧面,并在顶部放置一个冒口。该工艺既保证了合金液的充型,又利于排气和补缩。用该工艺生产的1469耐磨板无冷隔、气孔和缩孔等缺陷,热处理工艺为850 ℃油淬加250 ℃回火。其生产工艺流程为:铸造工艺设计→消失模制作→刷涂料→埋箱→浇注→清理→热处理→矫直→检验→刷漆等。
图7是该耐磨板在捣固机上试用后的照片。该耐磨板的使用寿命为11.5 km,较已有的65Mn材质的耐磨板(平均使用寿命为8 km),可以提高其使用寿命约44%,具有明显的效果。
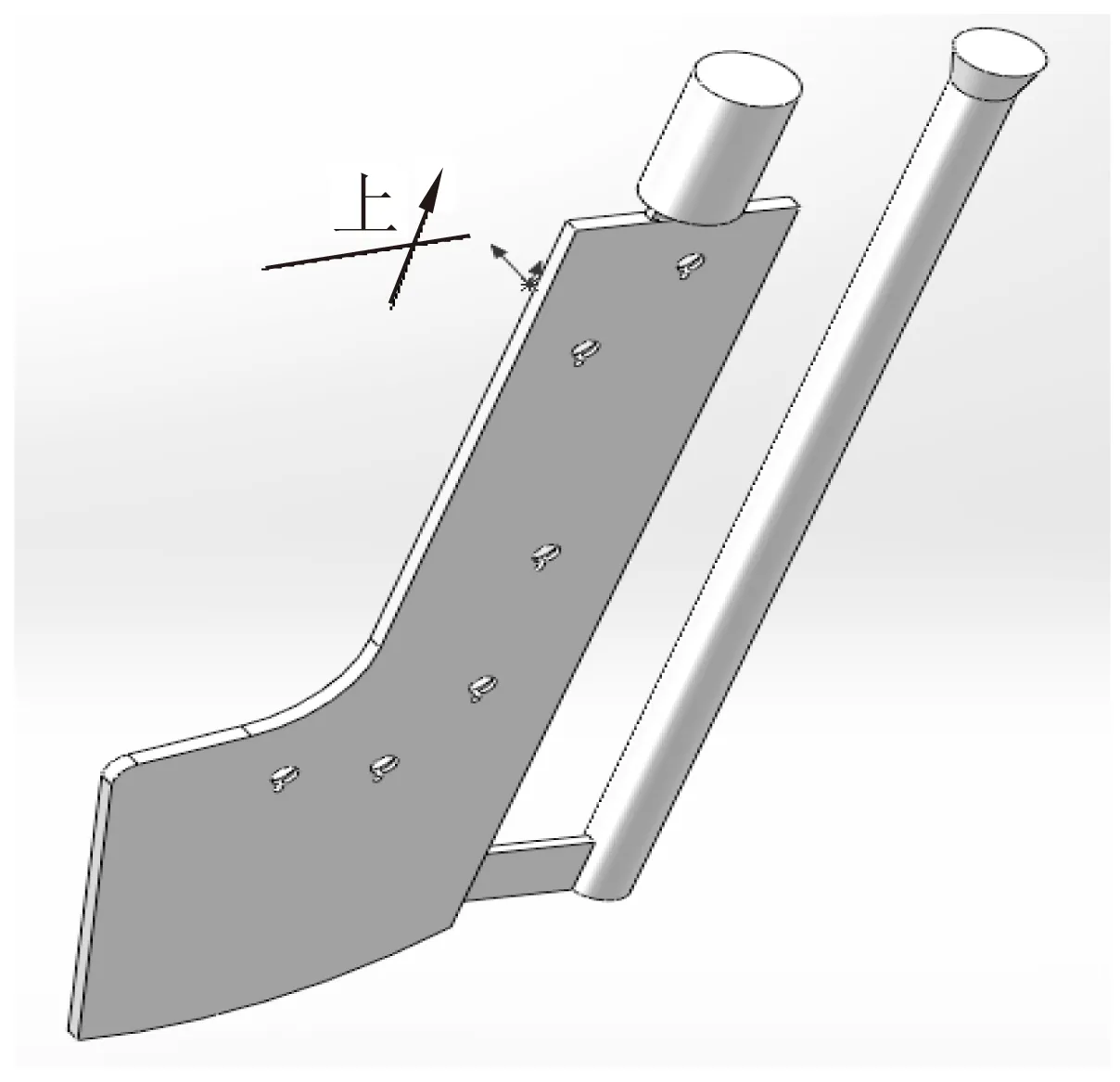
图6 耐磨板铸造工艺的三维模型

图7 磨损后的耐磨板与未使用耐磨板的比较
5 结束语
通过试验和现场使用得出以下结论:对奥氏体化温度分别为820 ℃、850 ℃、880 ℃和910 ℃时对材料硬度和冲击韧性的影响进行了实验和分析,850
℃淬火+250 ℃回火处理后,材料获得较好的硬度和冲击韧性;使用该耐磨铸钢生产的1469耐磨板的使用寿命提高约44%,具有明显的效果。
参考文献
[1]张 建,余立建.基于C8051F060的捣固车自动作业控制器设计[J].工业控制计算机,2014(4):153-154
[2]周立荣.分体式捣镐镐靴复合界面及耐磨性研究[D].云南:昆明理工大学,2005
[3]仝健民.耐磨钢研究进展[J].水利电力机械,2003(2):29-31
[4]谢敬佩,李 卫,宋延沛.耐磨铸钢及熔炼[M].北京:机械工业出版社,2003:45-55
[5]张锦志,米国发.低合金耐磨钢的研究与应用进展[J].金属加工,2009(15):20-31
[6]司鹏程,赖瑞福.下贝氏体—马氏体耐磨钢的研制[J].金属热处理,1994(8):9-13
[7]樊新民.热处理工艺与实践[M].北京:机械工业出版社,2012:75-96
[8]赵忠魁.金属材料学及热处理技术[M].北京:国防工业出版社,2011:1-40
[9]叶 弘.金属热处理原理与工艺[M].北京:化学工业出版社,2011:15-27
[10]刘宗昌.金属学与热处理[M].北京:化学工业出版社,2008:176-187
收稿日期:2016-04-28
作者简介:翟仕乐(1976—),男,工程师,主要从事铁路养护机械的维修和管理工作mkmk69@126.com
DOI:10.13219/j.gjgyat.2016.04.003
中图分类号:U216.631
文献标识码:B
文章编号:1672-3953(2016)04-0011-03
On the Development of the 1469-Type Low-Alloy Wear-Resistant Steel Plate for the Tamping Wagon
Zhai Shile1,Zhi Xiaohui2,Wang Haihua2
(1.Su′ning Railway Service and Mechanical Section of the Mechanical Track-Maintenance Branch of the Shenhua Group, Su′ning 062350,China;2.College of Mechanical Engineering,Shijiazhuang Tiedao University,Shijiazhuang 050043,China)
Abstract:A new heat-treatment process for a low-alloy wear-resistant steel is developed in the paper, with the development of the 1469-type wear-resistant plate for the tamping wagon introduced. The effects on the hardness, impact toughness and microstructure of the samples quenched at 820 ℃, 850 ℃,880 ℃ and 910 ℃ are tested and analyzed,and the samples heat-treated at 850 ℃ quenching and tempered at 250 ℃ show higher hardness and impact toughness.The service life of the 1469-type wear-resistant plate made of the new wear-resistant steel is lengthened by about 44%,with outstanding effect achieved.
Key words:wear-resistant cast steel;wear-resistant plate;heat treatment;casting process
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
金属加工(热加工)(2020年12期)2020-02-06
金属加工(热加工)(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
石油化工建设(2019年4期)2019-10-10
模具制造(2019年7期)2019-09-25
山东冶金(2019年3期)2019-07-10
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2018年9期)2018-09-19
消费导刊(2018年10期)2018-08-20