施工工艺参数对厌氧螺纹锁固胶扭矩强度影响研究
2016-08-09 03:00:56孙玉英谢静思中车唐山机车车辆责任公司河北唐山063035
粘接 2016年7期
关键词:工艺参数
李 唯,孙玉英,赵 辉,谢静思(中车唐山机车车辆责任公司,河北 唐山 063035)
施工工艺参数对厌氧螺纹锁固胶扭矩强度影响研究
李 唯,孙玉英,赵 辉,谢静思
(中车唐山机车车辆责任公司,河北 唐山 063035)
摘要:简述螺纹锁固胶施工工艺,研究了螺纹锁固胶施工过程中螺纹表面清洁性、固化温度、装配时间3个工艺参数对螺纹安装扭矩强度的影响。结果表明,除耐油性螺纹锁固胶外,其余胶种均对螺纹表面清洁性敏感;螺纹锁固胶须在对应的固化温度、装配时间范围内进行施工使用。
关键词:工艺参数;螺纹锁固胶;扭矩强度
螺纹锁固厌氧胶主要化学成分是二甲基丙烯酸酯[1],当有氧气存在时,处于液态,一旦隔绝氧气,在表面金属元素的催化下室温中快速固化,形成牢固的粘接界面[2]。螺纹锁固胶具有良好的润湿性、粘附性和填缝能力,能有效地防止因振动、冲击和热膨胀等因素导致螺栓与螺母连接松脱、腐蚀、磨损等问题,广泛用于机械、制造领域[3]。
1 螺纹锁固胶施工工艺[4]
1)表面预处理
为降低污染、使粘接牢固,涂胶前应使用蘸有清洁剂的无纺布沿螺纹走向清洁粘接区域,并用干燥、无油污的空气将螺纹孔及外螺纹吹干。在大于15 ℃时,让清洁处理过的表面在空气中至少晾置3 min,最多不超过1 h,防止二次污染。
2)涂胶
螺母和螺栓组合的通孔涂胶方式:只需将螺纹锁固剂涂抹在螺栓上,全圈覆盖3或4道螺纹,然后装配。
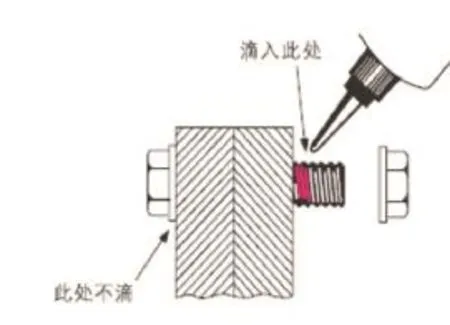
图1 通孔涂胶示意Fig.1 Application of thread-locking adhesive in thru hole
盲孔涂胶方式:阳螺纹和阴螺纹上都要涂抹螺纹锁固剂。如果只在阳螺纹上涂抹,然后扭入,气压会挤出大部分锁固剂,导致锁固剂覆盖不完全和部分固化,从而引起早期故障。

图2 盲孔涂胶示意Fig.2 Application of thread-locking adhesive in blind hole
3)装配
涂胶后即刻进行装配,并用无纺布将溢出的胶擦拭干净。
4)固化
通常在10~30 min达到初始强度,在24~48 h之后达到最终强度。
2 工艺参数对扭矩强度的影响
虽然螺纹锁固胶的施工工艺较为简单,但实际生产施工过程中稍有疏忽就会对螺纹连接扭矩强度造成很大的影响。因此,本文通过使用同一品牌高(LT4、LT5)、中(LT 3)、低(LT1、LT2)3种强度的螺纹锁固胶及不锈钢(A4-70)M10六角螺栓、螺母进行实验,就螺纹锁固胶施工过程中螺纹表面清洁性、固化温度以及装配时间3个重要工艺参数对扭矩强度的影响进行研究。
2.1 螺纹表面清洁性对扭矩强度的影响
螺纹在加工、贮存及施工过程中表面常常会粘附油污,并且这些油污有时不能通过目视检查发现。螺纹表面清洁状态(粘接前彻底清洁和未清洁)对扭矩强度的影响见图3。
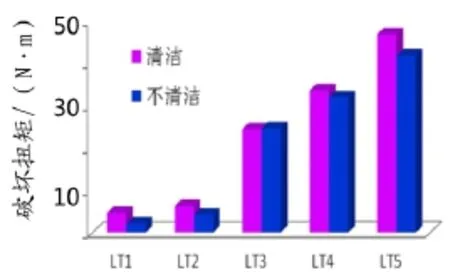
图3 螺纹表面状态对扭矩强度的影响Fig.3 Effect of surface state of bolts on torque strength
从图3看出,LT3螺纹锁固胶粘接前是否清洁对扭矩强度基本没有影响,但其他4种锁固胶粘接前对螺栓彻底清洁都比不清洁的具有更高的扭矩强度。经分析5种螺纹锁固胶产品说明书,发现LT3螺纹锁固胶具有良好的抗油脂性,能够容许各种轻微表面污染,如切削、润滑、防腐蚀和保护液体内所含的油污。
2.2 固化温度对扭矩强度的影响
温度升高,分子运动速率加快,碰撞几率增大,不但加速了化学反应速度[5],同时胶液黏度下降,流动性提高,对界面的湿润能力增强,可减小空隙缺陷[6]。将试件在不同温度下放置24 h后检测试件的破坏扭矩,结果见图4。
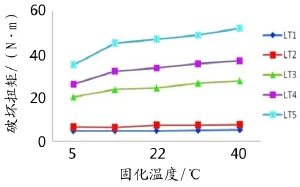
图4 温度对扭矩强度的影响Fig.4 Effect of temperature on torque strength
由图4可见,随着固化温度的增加,扭矩强度呈增加趋势。与低强度螺纹锁固胶相比,温度对中、高强度螺纹锁固胶的影响更大。对于低强度螺纹锁固胶,5 ℃以上固化,扭矩强度基本没有变化。对于中、高强度螺纹锁固胶,10 ℃之前,随温度增加,扭矩增加幅度较大;10 ℃之后,扭矩随温度平缓增加。
2.3 装配时间对扭矩强度的影响
在实际生产中,同一工件要同时安装很多个螺栓、螺钉,由于需要施加扭矩,通常是将涂有螺纹锁固胶的螺栓预紧到工件上,全部螺栓都安装完毕后,再对角施加扭矩。根据螺纹锁固胶的反应机理,在将锁固胶涂抹到螺纹上时,与螺纹接触的锁固胶由于隔绝空气,同时又有金属离子的加速作用,化学反应快速进行。螺栓预紧后再施加扭矩,化学反应可能受到外力破坏,因此装配时间也可能对扭矩强度造成影响。将不同装配时间的螺栓在22 ℃放置24 h,扭矩强度的变化见图5。
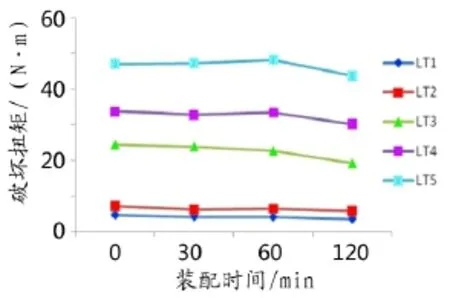
图5 装配时间对扭矩强度的影响Fig.5 Effect of assemble time of bolts on torque strength
从图5看出,对于低强度螺纹锁固胶,装配时间(0~120 min)对破坏扭矩影响不大。但对于中、高强度螺纹锁固胶,当装配时间不超过60 min,破坏扭矩略有高低波动,波动幅度不明显;当装配时间大于60 min,装配时间对破坏扭矩的影响非常明显,随装配时间增加,破坏扭矩明显降低。
3 结论
1)螺纹锁固胶本身无抗油脂性时,在进行粘接前,须对螺纹表面进行清洁;
2)低强度螺纹锁固胶须在5 ℃以上施工及固化;中、高强度螺纹锁固胶须在10 ℃以上施工及固化;
3)在安装多组螺栓时,从对螺纹表面涂胶开始到完成施加额定扭矩,整个装配工作要在60 min内完成。
参考文献
[1]关洋,徐武斌,王国安.螺纹锁固胶的防松效果探讨[J].机械研究与应用,2013,26(4):170-172.
[2]王云,王立,王驰亮,等.厌氧胶的组成、结构和固化引发机理研究进展[J].功能高分子学报,2005,18(4):709-714.
[3]张露露,杨学林,等.厌氧胶[J].中国胶粘剂,2004,13(2):46-49.
[4]李唯,谢静思,秦园,等.粘接技术在100%低地板地铁车辆项目制造中的应用[J].轨道交通装备与技术,2014,(4):26-28.
[5]潘仁祖.高分子化学[M].北京:化学工业出版社,2004.
[6]史铁钧,吴德峰.高分子流变学基础[M].北京:化学工业出版社,2009.
文献标识码:中国分类号:TG494A
文章编号:1001-5922(2016)07-0078-03
收稿日期:2016-03-15
作者简介:李唯(1980-),女,高级工程师,硕士,主要从事轨道客车粘接技术方面研究。E-mail:liwei@tangche.com。
Study on influence of process parameters on torque strength of anaerobic thread-locking adhesive
LI Wei, SUN Yu-ying, ZHAO Hui, XIE Jing-si
(CRRC Tangshan Co.,Ltd., Tangshan, Hebei 063035, China)
Abstract:The construction process of thread-lockling adhesive was briefly introduced. The process parameters influenced the torque strength of thread-lockling adhesives were studied, including the surface state of bolts, curing temperature and assembly time. The experimental results showed that except for the oil-resistant thread-locking adhesive, the other adhesives were sensitive to the surface state of bolts. And the thread-locking adhesives should be used in the corresponding curing temperature and assembly time range.
Key words:process parameter; thread-locking adhesive; torque strength
猜你喜欢
江苏农业科学(2016年11期)2017-03-21 02:09:59
纺织导报(2017年1期)2017-03-01 13:18:55
山东工业技术(2016年23期)2016-12-23 20:41:21
科技创新导报(2016年20期)2016-12-14 09:09:19
科技与创新(2016年15期)2016-09-23 03:13:57
科技视界(2016年4期)2016-02-22 12:07:31
江苏农业科学(2015年11期)2016-01-27 16:01:05
纺织导报(2015年8期)2015-12-31 20:10:21
光学仪器(2015年2期)2015-05-20 04:40:17
中国高新技术企业(2015年14期)2015-04-29 19:33:12