提高异型工件折弯一次成型率
2016-08-08 04:04娄燕鸣
大科技 2016年3期
娄燕鸣
(许昌烟草机械有限责任公司 461000)
提高异型工件折弯一次成型率
娄燕鸣
(许昌烟草机械有限责任公司 461000)
随着烟机行业的蓬勃发展,高新工业技术的日新月异,公司对开发新设备功能的利用要求越来越高,结构件分厂数控折弯机的运用也越来越成熟。本文就介绍异型工件折弯的种类,并详细分析异型工件的折弯过程,并对异型工件折弯时出现的问题以及相对的解决方案。
数控折弯机;异型工件折弯;解决方案
许昌烟机公司从意大利G.D公司引进企业未来10年的拳头产品,一种基于双轨生产概念新设计的滤棒成型机,双通道、超高速滤棒成型机(ZL28型)。在ZL28型滤棒成型机产品中,异型折弯零件是滤棒机的主要零件,特别是圆弧类以前多是车间工人手工圈制成型后再修整,造成零件表面捶痕较多,后期难以处理,且尺寸无法保证。通过引进和学习吸收国外先进技术,利用设备的加工能力使异型折弯工件在设备上一次成型,不用修整;并把异型折弯的程序固化和推广,从而提高异型工件折弯一次成型率。
1 异型工件折弯出现的问题
由于异型折弯零件折弯刀数多、折弯过程比较复杂,累计折弯误差不可控制,目前不锈钢表面质量的不断提高,折弯过程中上下模刚性摩擦的产生会出现折弯压痕,我分厂采用无痕折弯膜来消除折弯压痕,由于折弯R和折弯度数以及折弯尺寸,不仅与折弯刀上下模的选取有关,更与无痕膜的使用频率有关,需要多次折弯试制,才能确定参数。总结造成异型工件折弯时出现的问题有同种零件折弯不一致、折弯压痕、折弯角度的偏差以及尺寸的偏差等问题,由于折弯程序没有固化、存档,所以折弯前要无数遍试折弯,直到符合图纸要求。
2 制定改进对策
根据异型工件折弯的工艺设计,转变折弯思路,开发设备功能,探索出合理的折弯方法及折弯工艺路线,确定制作方法后再根据图纸结构要求找出最新的折弯顺序。采用科学的折弯方法实施折弯,利用数控折弯设备的加工能力使异型折弯工件在数控折弯设备上一次成型,这样加工出的异型零件一致性好;操作工容易修整,劳动强度小,最大的优点是适合大批量处理,效率高。最后按照规范存档折弯程序,试验总结出的折弯方法并固化。
3 对策实施
根据DF10滤棒成型机上一些异型折弯工件的情况,探索出更合理的折弯方法。并对异型工件的折弯程序进行试验、总结,具体方法为:
(1)先根据图纸结构按照最优的折弯方法,然后在Trubend5230数控折弯机上画出要折弯的尺寸、R的大小,在进行折弯,确保折弯误差最小,保证零件的总体尺寸、角度,符合设计要求(如图1)在折弯过程中利用Trubend5230数控折弯机保证工件的精度和同种零件折弯的一致度。
(2)通过制定出的数控折弯方法可以提高效率,保证质量,利用新技术,新工艺使异型工件制作规范化,提高异性工件折弯一次成型率,完成的异型零件在ZL28型滤棒成型机产品中以适用(如图2)最后折弯程序固化、存档。
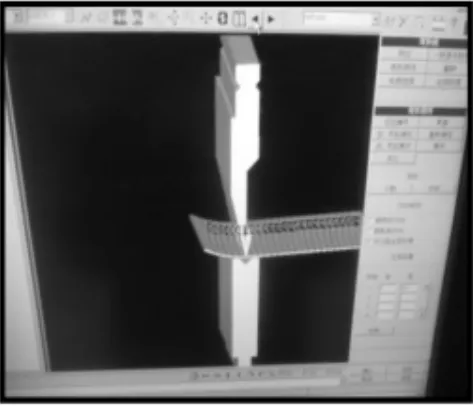
图1
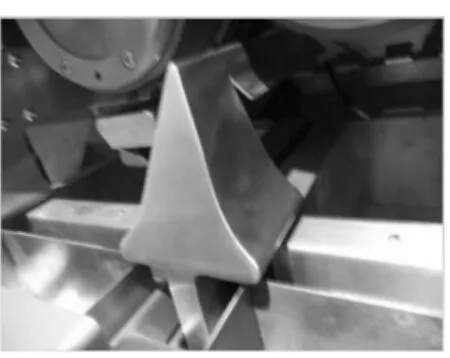
图2
4 应用效果
由于解决了利用设备的加工能力使异型折弯工件在设备上一次成型的问题,铆焊车间生产质量明显上升,在2013~2014年度,对28件异型零件进行了调查,不合格零件1件,合格率由之前的40%上升到96.4%,大大提高了异型工件折弯一次成型率,实现数控折弯机保证工件的精度、易于加工、缩短流程。我公司ZL26B、ZL22D产品上也大量应用异性折弯零件,我们把加工KDF10上异性折弯零件的技术同样应用在这些产品上,2013年异性折弯零件得到明显提高。
[1]璞良贵,纪名刚.机械设计[M].北京:高等教育出版社,2006,5.
[2]吴宗泽.《机械零件设计手册》.机械工业出版社,2004.
[3]孙恒,陈作模.机械原理[M].北京:高等教育出版社,2006,5.
TH161
A
1004-7344(2016)03-0209-01
2016-1-6
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
科技与创新(2020年16期)2020-11-29
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年7期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
新乡学院学报(2016年6期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
工业设计(2016年6期)2016-04-17
设备管理与维修(2015年11期)2015-03-16