
马氏体耐热钢的材料特性及焊接技术
2016-08-06 07:02:07季丰
电站辅机 2016年1期
季 丰
(上海电气电站设备有限公司电站辅机厂,上海200090)
马氏体耐热钢的材料特性及焊接技术
季 丰
(上海电气电站设备有限公司电站辅机厂,上海200090)
在大机组设备制造中,马氏体耐热钢的应用范围在不断扩大。马氏体耐热钢属于难于焊接的耐热钢种,焊接时,常产生各种焊接缺陷和焊接质量问题。针对马氏体耐热钢的焊接特性,以某型机组的主蒸汽管道焊接工艺为例,通过焊接试验,制定了适当的焊接工艺规范,防止了焊后冷裂纹的产生,并提高了焊接接头的冲击韧性。
电站;设备;耐热钢;焊接;工艺;参数;措施
0 概述
目前,在核电设备及高参数机组的设备制造中,采用马氏体耐热钢材料较多。SA335—P92牌号材料属于马氏体耐热钢,焊接性能较差,焊接中易产生各种焊接缺陷。通过焊接试验,获得了适当的焊接工艺参数和操作要点,提高了焊接接头的质量。
1 马氏体耐热钢的化学成分和性能
1.1 P92钢的化学成分
SA335—P92钢是马氏体耐热钢,该材料是在P91钢的基础上,添加了W元素,适当减少了Mo元素的含量,是一种新开发的钢种。SA335—P92 及SA335—P91钢的化学成分,如表1所示。P92钢的密度是7 850 kg/m3,该钢钟的物理性能,如表2所示。
1.2 P92钢的主要性能
(1)良好的物理性能
P92钢与P91钢的线膨胀系数相同,但比奥氏体钢的线膨胀系数低,甚至比P22钢的线膨胀系数还低。所以,在机组启动或停止时,P92钢承载抗疲劳损伤的能力不仅优于奥氏体钢,还比P22钢强。P92钢的导热率与与P91钢相同,但高于奥氏体钢的导热率。
(2)更高的高温蠕变断裂强度

表1 A335-P91钢及A335-P92钢的化学成分

表2 P92钢的物理性能。
P92钢的常温强度和高温强度均高于P91钢。根据各国的测试结果,如果按ASME标准进行估算,在550℃、600℃、625℃等不同工况温度下,在10万小时内,P92钢的蠕变断裂强度分别为199 MPa、131 MPa和101 MPa,而P91钢在相应温度下的蠕变断裂强度,分别为141 MPa、98 MPa和68 MPa。从数据可知,P92钢与P91钢相比,其高温蠕变强度要高出许多。
(3)常温冲击韧性和抗氧化性能
P92钢不仅具有较好的高温性能,还具有优异的常温冲击韧性。同时,P92钢也有较好的抗烟灰氧化和抗水蒸气氧化等性能。这些性能参数与P91钢的特性大致相同。
2 P92钢的焊接问题
虽然SA335—P92钢具有良好的物理性能、高温蠕变性能和抗氧化性能,但由于合金元素的增加和强度的提高,且为马氏体组织,因此,P92钢在焊接过程中易产生冷裂纹。
(1)SA335—P92钢属空冷马氏体钢,在金相结构上的敏感性较强,淬硬的倾向较大。
(2)氢以过饱和状态聚集并残留于马氏体中,随后结合成氢分子,促使该区域内的组织进一步地脆化。
(3)电厂主蒸汽管道的直径较大,且管壁较厚,管道结构的刚性大,所以,焊后的拘束应力较大。
3 施焊措施与操作方案
在焊接过程中,采取适当的措施,是防止SA335—P92管道产生焊后冷裂纹的重要环节,控制焊接时线能量的输入,才能使焊接接头获得较高的冲击韧性。因此,在SA335—P92钢管焊接时,需采取一系列的工艺措施。
3.1 焊前准备
(1)坡口
在一般情况下,SA335—P92钢焊接坡口采用机械加工,当有要求时,可对坡口进行无损检测。由于主蒸汽管道的直径较大,壁厚较厚,所以采用了U+V形坡口形式,如图1所示。
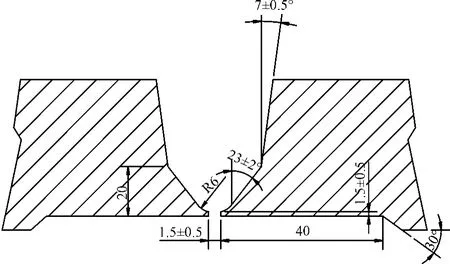
图1 大口径厚壁管坡口
(2)焊接材料
SA335—P92钢管道焊接的主要焊材为氩弧焊丝和焊条。焊丝和焊条的成分与母材相当。焊条使用前,必须按说明书要求进行烘焙处理。现场焊接时,应将焊条放入焊条保温筒中,并接通电源,随用随取。
(3)装配
管道装配时,将定位块固定在坡口内,圆周方向均匀分布三处,定位块也用SA335—P92材料制成。点焊前,需将待焊点区域加热至200℃,以避免焊缝坡口内出现裂缝。焊缝间隙一般取1~2 mm。
3.2 焊接过程控制
(1)预热
焊前应采用履带式红外线均匀预热,氩弧焊预热温度可控制在100~150℃,焊条电弧焊的预热温度应大于等于200℃,焊接过程中,应始终保持在预热温度以上,以防止焊后冷裂纹的产生。
(2)背面氩气保护
SA335—P92钢的合金元素含量较高。所以在封底及打底焊时,应对焊缝背面进行充氩保护,以防止根部背面金属的氧化。一般情况下,氩弧焊及焊条电弧焊焊至三层后可停止充氩。由于焊缝背面的管道空间较大,焊接前先要对管道进行预充气,此时流量可以选择在16~20 L/min,正常焊接时流量可以选择在8~10 L/min。利用射线检测孔插入气管进行充氩,两端采用耐热材料阻挡,使管道内形成较小的空间,有利于背面保护。焊缝背面充氩的示意图,如图2所示。
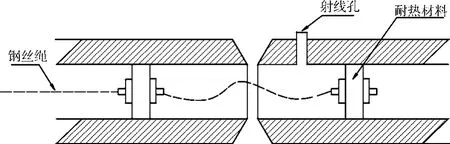
图2 背面充氩示意图
(3)焊层及道间温度控制
氩弧焊一般焊接二层,厚度控制在3 mm左右,稍厚的氩弧焊焊层,可防止手工电弧焊时焊缝被击穿而产生缺陷。
手工电弧焊应严格采用小规范、窄焊道、多层多道焊,如图3所示。在施焊时,每层的厚度不大于焊条的直径,焊条摆动幅度不大于焊条直径的4倍。焊条选用Ø3.2 mm,不主张使用Ø4.0 mm的焊条。
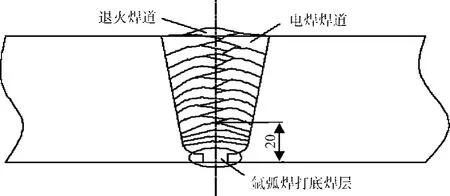
图3 多层多道焊示意图
因为管壁较厚,当焊接的焊层厚度达20 mm后,应采用“回火焊道”进行焊接,以利于改善焊缝金属组织和性能。SA335—P92钢属于马氏体耐热钢,焊接时,如采用大规范焊接参数,就可能造成焊层间的金相组织过热,使焊缝晶粒粗大,降低了焊缝的冲击韧性。反之,采用较小的焊接线能量,利用薄焊层的摆动焊接,可充分发挥焊接时层间的回火效应。采用多层多道的薄焊层焊道,可使焊缝金属在相变温度tH停留时间适中,让焊缝的金属组织奥氏体被充分均质化。同时将道间温度控制在200~300℃,并控制了热输入量。
(4)焊后处理
当焊接完成后,应让焊缝自然冷却至80~120℃保温1~2 h的后热处理。后热处理应采用履带式红外线均匀保温和加热。
3.3 焊后热处理
当完成后热处理后,应立即进行焊后热处理,如不能立即进行焊后热处理,应立即进行后热去氢处理。焊后热处理或去氢处理,应采用履带式红外线均匀加热和保温。预热、焊接、后热处理及焊后热处理的温度控制曲线,如图4所示。
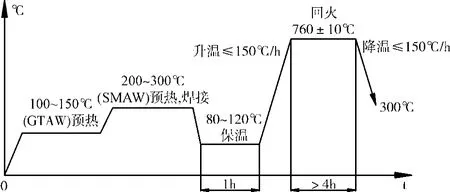
图4 温度控制曲线示意图
4 焊接工艺要点
4.1 焊接P92钢时,需严格执行小规范、窄道焊、多层多道等工艺要求,并控制层间温度,以保证焊缝的冲击韧性值达到规定中的要求,将焊接线能量控制在25 kJ/cm以下,焊接工艺参数,如表3所示。采用恰当的焊接工艺参数,不仅可以减小热输入量,还有利于焊缝中氢气的溢出,减少气孔的产生,同时也使每一层焊道都具有回火效应。经测试,焊缝金相组织内的晶粒较细,提高了焊缝的冲击韧性值。
4.2 当焊接完成后,应让焊缝经80~120℃保温1 ~2 h的后热处理,使焊缝中的奥氏体组织完全转变成马氏体组织。焊后热处理(回火)目的是消除焊接接头的残余应力,同时获得回火马氏体组织,使焊接接头的综合力学性能良好。在主蒸汽管道焊接过程中,如果有过大的焊接残余应力存在,再加上焊缝在金相转变时产生很大的相变应力,如不及时消除应力,极有可能使焊缝产生裂纹。
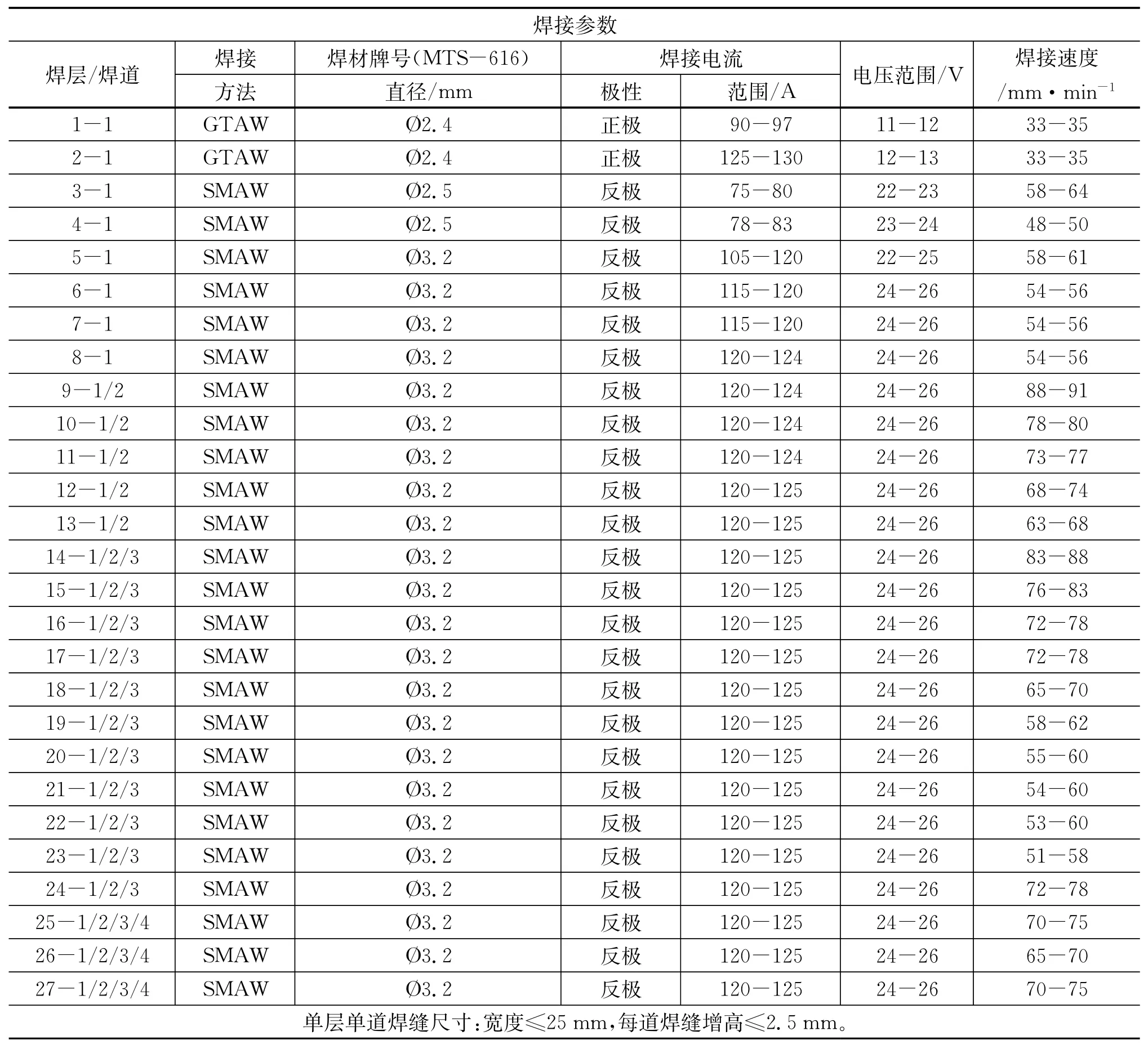
表3 焊接工艺参数
5 结语
5.1 对SA335—P92钢进行焊接时,在适当的焊接工艺条件下,可获得优异的焊缝质量和良好的回火马氏体组织,保证其力学性能。
5.2 尽管P92钢的开发应用已有20多年,但在国外,大规模的应用并不太多,在国内也是刚开始应用。由于P92钢的合金元素含量高,在焊接上有较大的难度,如不掌握焊接工艺要点和焊接规范方面的要求,焊接接头的性能将大大降低。设备在长期运行中,容易发生焊接接头的开裂及早期失效。
5.3 经过试验及实际操作证明,加强焊接预热、层间温度、焊接热输入、多层多道施焊、以及焊后热处理等焊接工艺的控制,是确保P92钢的焊接质量和性能的关键。
[1]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,1992.
[2]田锡唐.焊接结构[M].北京:机械工业出版社,1992.
[3]周振丰.焊接冶金学[M].北京:机械工业出版社,2005.
The Characteristics and Welding Technology of Martensite Heat-Resistant Steel
JI Feng
(Shanghai Electric Power Generation Equipment Co.,Ltd.Shanghai Power Station Auxiliary Equipment Plant,Shanghai 200090,China)
In the manufacture of large-capacity unit equipment,the application scope of martensite heat-resistant steel continues to expand.The martensite heat-resistant steel is difficult to welding in the heat resistant steels,various welding defects and quality problems often happened during the welding.Taking the welding technology of one unit main steam pipeline as an example,according to the welding characteristics of Martensite heat-resistant steel,the proper technology specification has been made through welding test,which avoids the cold cracks after welding and increases the impact roughness of welding joints.
power station;equipment;heat-resistant steel;welding;technology;parameter;measure
TL374+.5
B
1672-0210(2016)01-0033-04
2015-03-01
季丰(1982-),男,本科,高级技师,毕业于东华大学,现从事压力容器焊接工艺编制及焊接试验方面的工作。
猜你喜欢
中国特种设备安全(2022年3期)2022-07-08 02:23:32
粉末冶金技术(2021年3期)2021-07-28 06:26:46
中国特种设备安全(2019年2期)2019-04-22 03:13:50
制造技术与机床(2017年3期)2017-06-23 08:11:39
制造技术与机床(2017年3期)2017-06-23 08:11:33
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年10期)2016-02-27 13:05:29
焊接(2016年8期)2016-02-27 13:05:11
材料科学与工程学报(2016年5期)2016-02-27 07:11:20
焊接(2015年11期)2015-07-18 11:12:46
