船载设备防腐涂装工艺研究
2016-08-05 01:43:46阳智刚龙云泽
电子工业专用设备 2016年7期
阳智刚,龙云泽
(中国电子科技集团公司第三十四研究所,广西桂林,54100)
船载设备防腐涂装工艺研究
阳智刚,龙云泽
(中国电子科技集团公司第三十四研究所,广西桂林,54100)
摘要:针对船舶用途设备的防腐问题,总结和挑选出合适的涂料,并对该类设备的涂装工艺的细节过程进行分析总结;其对海上用船载设备的防腐涂装设计有指导意义。
关键词:船载设备;防腐;涂装
船载设备的腐蚀是影响其寿命的最大因素之一。因腐蚀致结构损坏和破坏,导致的财产、生命损失屡见不鲜。自上世纪70、80年代起,腐蚀因素导致的“老龄船”大量增加,为此海上设备的防腐涂装工艺已越来越受到重视。船载设备的涂装工艺非常重要,须保证涂料与钢材表面及各道涂料之间良好的附着力、抗老化性能、耐盐雾性能及耐海水性能,并且能形成适当弹性的涂层[1]。
1 防腐涂料选择
海上设备的涂料选择,是整个设备防腐设计的关键。针对海上的环境和条件,必须采用高性能涂料。涂料应具有防腐蚀性好、固含量高、厚膜型、施工性能好、涂层低收缩率的优点。
整体涂层可分为底漆、中层漆、面漆三部分。重防腐涂料配套中底漆的作用最重要。底漆必须有良好的附着力才能起到优异的防锈防腐作用。富锌底漆是船载装备的重要涂料之一,它具有极好的阴极保护作用、优良的可气割和可焊接性能,能与多种上层涂料配套,有着优良的长期防腐性能、极好的耐磨损、耐热、耐屈曲性能。富锌底漆可耐400℃高温[2]。中层漆在整体涂层中起承上启下的作用,重防腐涂料配套中层漆与底漆和面漆须保持良好附着力,增加涂层总厚度,提高涂层屏蔽能力,降低成本。环氧云铁中层漆是非常优秀的海上设备用中层漆,其内含的云母氧化铁对腐蚀介质渗透具有良好阻隔作用。重防腐涂料中的面漆选择须具有高耐候性。有机改性的聚硅氧烷面漆非常适合用于海上设备,其具有低黏度,且易控制湿膜厚度以减少损耗,并且可直接涂覆于富锌底漆上,省略中层漆,因此是常用的海上设备面漆。
2 涂装工艺过程工艺缺陷控制
船载设备的涂装工艺是非常重要的,整个操作过程中细微的工艺技术都需要作谨慎的处理才能保证整个设备良好的防腐性能。重防腐涂料喷涂后,漆膜形成的各种弊病会严重影响涂层质量,甚至产品质量。除了涂料本身质量原因外,涂膜弊病大多是涂装施工不正确等因素造成。重防腐漆膜主要弊病和处理方法总结如下:
(1)流挂。喷涂后,漆膜垂直向下表面挂滴或流淌。严重的时候,涂层似撕开般向下移位。在缺陷处形成上部位露底、下部位涂料拥挤在一起的现象。解决方法:应以选用孔径雾幅合适的喷嘴为主,以调节泵压为辅,严格控制稀释剂的添加量;用湿膜仪检测膜厚,控制喷涂湿膜厚度或减少过量喷涂;涂装后,在涂层干燥固化期内,继续确保喷涂房的温度与换气充分。
(2)针孔。针孔是指漆膜表面呈现的针尖样小孔,是涂装上最忌讳的弊病。它是由于漆膜中混入的气泡破裂,在漆膜干燥固化前不能流平而形成。针孔造成某些部分空白无漆,它是腐蚀的通道,初期引起点蚀后,锈蚀会逐渐在漆膜下蔓延,导致整个漆膜早期失效。解决方法:涂料混合搅拌时,尽量避免空气混入,如有空气混入,可适当搁置一段时间,让混入的空气排出后再使用;在环境温度较高的情况下,不宜一次性涂抹过厚,涂料内不宜添加过量稀释剂或不配套的稀释剂;轻微细小的半眼针孔用砂皮纸磨去一层,清洁后用原来的配套涂料适当稀释,用漆刷薄薄地修补一层,使涂料较易填没针孔。
(3)干喷。重防腐涂料的漆雾粒子在到达被涂钢材表面时,液体已经变干,无法形成连续的涂膜,严重时似砂粒一般,涂层附着力较差,会造成严重锈蚀。解决方法:在气温超过30℃下无气喷涂时,必须做到施工使用最小的压力,喷枪和被涂物的距离要合适,无气喷涂的正确操作如图1所示;合理安排施工顺序,避开不利气候因素,以减少浪费,适当进行相邻部位的遮蔽;若喷涂快干型涂料,应用适当的稀释剂,调慢挥发速度。
(4)缩孔。涂料喷涂后,漆膜上形成小的碗状凹坑,在凹坑的中央常常有滴状或条状物质,边缘隆起。解决方法:涂覆前,认真清洁被涂设备表面,仔细查看上道涂层成膜干燥状况,尤其是表面的清洁状况;对于光亮、平滑、较硬的被涂设备表面,需磨砂处理。
(5)裂纹。涂层开裂有细裂、龟裂、泥裂之分。细裂是涂层表面微小破裂,但不会深透到底材;龟裂比细裂损坏严重,裂缝发展成穿透涂层、露出底材;泥裂使涂层损坏严重,以至于使涂层完全丧失附着力而自行脱落。解决方法:严格进行膜厚管理,控制湿膜,不使涂层超厚;一旦涂层较厚,则应等到前面涂层充分干燥后,才能进行再次涂覆施工,一般喷雾雾幅的重叠度为 30% ~50%(如图2所示);若膜厚要求较高,操作施工难以控制,可分2次进行喷涂;设计正确的涂层配套。不可将硬性涂料涂覆在软性、可延展的涂层上[3]。
(6)发白。漆膜干燥后,表面呈现乳白色的现象称发白。发白使漆膜发浑、无光,有时伴有少量的微孔和泛纹,使涂层的机械性能下降。解决方法:防止稀释剂沸点低,挥发过快,涂膜表面迅速形成低温,使湿气凝结而发白;防止喷漆环境低温、低湿,使被涂表面结露;防止油水分离器失效,漆料中混入水分。
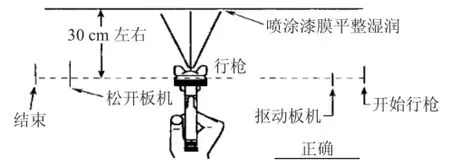
图1 无气喷涂的正确操作
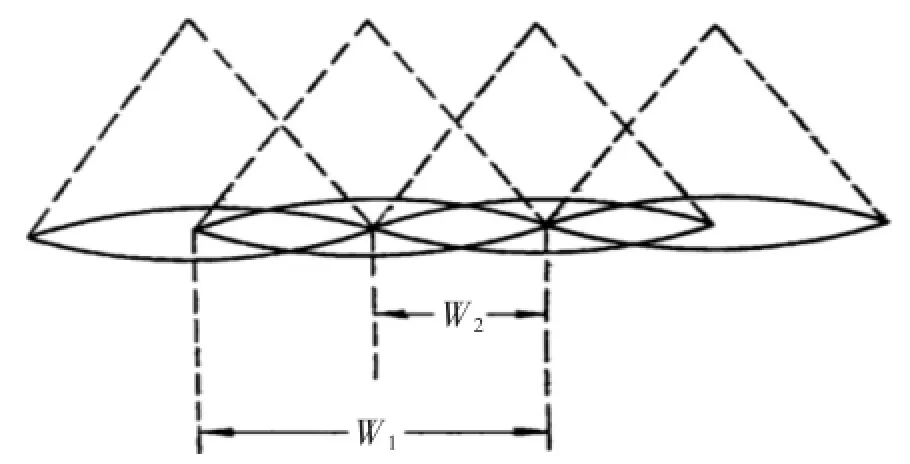
图2 喷雾雾幅的重叠
3 结束语
本文分析了船载设备涂料的选择方法及常用材料,并对重防腐涂料喷涂过程中的工艺缺陷问题进行了归类,同时对每类工艺问题进行解决方法总结。由于涂装质量受原材料、施工方法、施工人员、气候条件、环境等诸多因素影响很大,因此船载设备防腐涂装工作有着很重要的技术性要求。本文对船载设备防腐涂装工艺改进和规范有一定作用,对提高船载设备质量有很大的帮助。
参考文献:
[1] 李金桂.现代表面工程设计手册[M].北京:国防工业出版社,2000.
[2] 王华仁.热喷涂技术及应用[J].东方电机,2003,(1):13-21.
[3] 文威.金属表面涂层技术及应用[M].北京:人民交通出版社,1996.
中图分类号:TN929.12
文献标识码:C
文章编号:1004-4507(2016)07-0044-03
作者简介:
阳智刚(1969-),男,涂装作业高级工,长期从事特种涂装作业工作。
收稿日期:2016-06-15
Design of Wireless Optical Interconnection Modules Between Two Circuit Boards
YANG Zhigang,LONG Yunze
(The 34thResearch Institute of CETC,Guilin 541004,China)
Abstract:In this paper,for solving marine equipment corrosion problem,appropriate paint materialissummarized and picked out.Meanwhile the details of technologyduringpainting process of this kind of equipment is analyzed and summarized.This paper has the guiding significance for the design of anticorrosion painting of marine equipment.
Keywords:imarine equipment;anticorrosion;painting
猜你喜欢
煤气与热力(2021年3期)2021-06-09 06:16:26
电线电缆(2017年4期)2017-07-25 07:49:46
中国科技博览(2017年15期)2017-06-08 22:13:00
科技创新与应用(2017年15期)2017-05-31 14:46:44
农业与技术(2016年15期)2016-11-09 17:40:52
珠江水运(2016年1期)2016-07-01 00:08:05
建材发展导向(2016年3期)2016-05-23 07:29:11
中国科技博览(2016年6期)2016-04-25 12:19:22
当代化工研究(2016年7期)2016-03-20 16:21:57
石家庄铁路职业技术学院学报(2015年3期)2015-11-30 08:41:07