
不同焊接工艺在电力变压器油箱制造中的应用分析
2016-08-04 22:27黄忠雷
大科技 2016年15期
黄忠雷
(广西柳州特种变压器有限责任公司 广西柳州 545006)
不同焊接工艺在电力变压器油箱制造中的应用分析
黄忠雷
(广西柳州特种变压器有限责任公司 广西柳州 545006)
本文要分析了焊前准备工作以及几种焊接工艺过程等,同时还对材料以及焊接的过程中坡口基本形式、焊条电弧焊以及二氧化碳气体保护焊接工艺参数进行进一步分析,在上述的基础上促使电力变压器油箱焊接质量得到提升。
不同焊接工艺;电力变压器油箱;制造应用
1 前言
一般情况下,我们会按照结构形式将电力变压器油箱分为以下几个方面:波纹油箱、管式油箱、钟罩式油箱、箱式油箱等,各种类型的结构油箱都会存在渗漏,这已经是一个普遍性问题。在对其进行调查的基础上,我们会发现超过80.00%的油箱渗漏主要原因是焊接质量方面存在问题。所以想要在实际工作中,促使油箱焊接质量得到进一步提升,从根本上防止渗漏的出现,需要在进行变压器油箱焊接的过程中,按照实际情况的需要来完成焊接工艺的正确选择,同时选择正确的操作技术以及适当的焊接工艺参数。
2 焊前准备工作分析
(1)在进行焊接前要准备好全部使用到的工具设备,同时还要对焊接的各个零部件进行检查,看零件是否满足图样提出的技术要求,在上述基础上对坡口两侧位置的50mm范围内存在的物质进行清除,例如:油渍、铁锈、水以及涂料等。在对其进行工艺焊接的过程中,需要将焊接区域内的风速进行限制,促使其于低于1m/s,不然的话,就需要安装相应的挡风装置。同时还要严格按照母材、板厚以及相应的焊接方法来完成相应焊条或者是焊丝的正确选择。在施焊之前我们需要做好相应的焊条烘干工作,需要将碱性焊条烘焙温度控制在320~350℃之间,同时对其进行2h的保温。如果是酸性焊条的话烘焙温度控制在140~160℃,同时对其进行1h的保温。不锈钢焊条烘焙温度控制在250~300℃,同时对其进行1h的保温[1]。
(2)需要严格按照“等强度”原则完成碳钢焊材的选择,同时需要严格按照“同质”原则完成不锈钢焊材的选择,在焊接同种钢的过程中,应等同母材抗拉强度以及焊材的强度。在进行异种钢焊接的过程中,则需要满足以下几个方面的条件:
①如果焊接低碳钢跟中碳钢,那么就需要选择碱性焊条或者是选择使用奥氏体的不锈钢焊条。
②如果焊接碳钢跟低合金钢,或者焊接不同强度等级的低合金钢,那就需要严格按照两者中强度级别中级别较低进行正确的选择。
③如果焊接碳钢或者是低合金钢,在其跟无磁钢焊接的过程中,那么就需要严格按照原则完成奥氏体不锈钢焊条的选择。
(3)在进行材料对接或者是角接的过程中,可以严格参照《焊缝符号表示法》(GB/T324-2008)来完成焊缝符号执行[2]。
①接头坡口的基本形式以及基本的尺寸大小。电力变压器油箱焊缝的对接接头坡口可以被划分为以下几种类型:a.Ⅰ形;b.带钝边V形;c.带钝边双面V形。对接焊缝电力变压器小容量油箱的时候使用Ⅰ形对接接头坡口,焊缝背面有封底的就适合带钝边V形坡口,同时合适电力变压器油箱对接焊缝,对接焊缝母材厚度为5~12mm的电力变压器油箱。
②角接接头坡口的基本形式以及基本的尺寸大小。一般情况下我们会划分电力变压器油箱角焊缝接头坡口,详细分为Ⅰ形接头坡口以及带钝边单边V形接头坡口等。如果是平角T形焊缝电力变压器油箱不开坡口那么就使用Ⅰ形坡口,如果是双面焊缝电力变压器油箱中厚板单边坡口那么就需要选择使用带钝边单边V形坡口。
3 几种焊接工艺过程分析
3.1 选择正确的焊接顺序
一般情况下严格按照相关原则将工件结构分为以下两个部分:①主要焊缝;②一般焊缝,在对其进行焊接的过程中,主要围绕E4303焊条的使用以及ESO1T-1实心焊兹的使用,在划分焊缝的过程中可以得到以下几点详细内容:
(1)主要的焊缝部分分为以下几个:冷却结构焊缝、千斤顶焊缝、箱盖法兰焊缝、升高座焊缝、储油柜焊缝、夹件焊缝、联管焊缝、油箱箱体焊缝、吊板上焊缝、受压焊缝、拉板焊缝。如果对接接头板厚≥6mm,那么在接头部位就需要适当的完成坡口操作,同时为背面焊缝焊透提供基础的保障。
(2)一般的焊缝部分分为以下几个:油箱底座焊缝、加强板焊缝、油箱外部各类底板焊缝、加强板焊缝。
3.2 焊接工艺焊缝外形的尺寸大小
(1)焊接工艺角接平焊焊脚的尺寸大小。在实际工作中,需要严格按照图样所提出的要求来完成角接平焊焊脚尺寸大小的选取,在上述的基础上完成焊接,如果本次研究的要求跟图样提出的要求存在差异的话,那就需要参照图样要求为准。如果相关的图样并没有提出要求的话,那么就需要以表1为参照。

表1 角接平焊焊缝外形尺寸
焊脚尺寸大小选取跟连接件较薄板厚度大小两者之间存在明显的联系;如果是一般的焊缝焊脚,那就需要严格按照上述表1的焊脚尺寸大小的一半完成焊接就可以了,一般情况下,我们在实际操作的过程中,焊缝焊脚尺寸大小为3~6mm;如果在实际工作中,选取使用实心焊兹气体保护焊,那么焊脚的尺寸大小就可以按照原则低于焊条电弧焊10~ 20%;等。
(2)焊条电弧焊焊接工艺参数以及焊条电弧焊焊接的操作技术焊条电弧焊焊接工艺参数详细如表2所示。
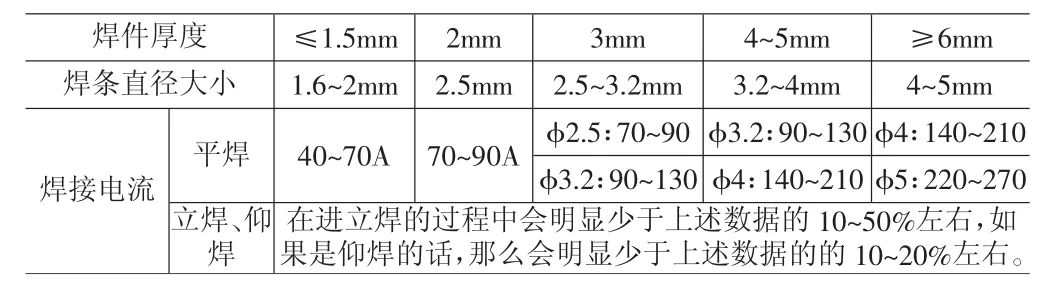
表2 焊条电弧焊的焊接工艺参数大小分析
3.3 焊法分析
(1)采用单层焊法完成对接接缝,如是≤6mm的工件厚度,且为Ⅰ形坡口,那么就选择使用准3.2~准4mm的焊条完成焊接,对其进行短弧的焊接操作,选取较慢的直线形运条,促使其熔深达板厚达到2/3,同时还要先知其焊缝宽度大小为5~8mm,限制其余高低于1.5mm。同时还要按照实际情况的需要,在封底焊前,按照相关的原则清根焊条焊缝背面应,在上述的基础上选择使用准3.2的直线形较快运条,促使其厚度≤3mm的电流,只完成单面焊。
(2)采用多层焊法完成对接接缝,如果是≥6mm的工件厚度,V形坡口或者是Ⅰ形坡口又或者是X形坡口。在第一层的时候都是需要在焊道使用准3.2mm的焊条,开始进行直线或者是直线摆动运条,在进行焊第二层的过程中,首要的工作就是清除干净第一层的熔渣等。
4 结束语
随着社会的发展焊接技术实现进一步的发展,在上述的基础上逐渐提升变压器油箱以及变压器结构件的生产效率以及产品水平。所以我们需要在实际工作中对其给予足够的重视以及关注,这样一来在不久的未来就可以彻底的将困扰解决掉,如果问题没有解决那么就会直接导致变压器行业存在渗漏油问题,需要促使其得到最大程度的解决,最后实现防止渗漏的效果,这样一来就可以为变压器正常运行得到最大程度的保障,同时促使产品在市场竞争力得到进一步提升。
[1]俞高波,黄仲远,吴庆国,楼致远.不同焊接工艺在电力变压器油箱制造中的应用[J].焊接技术,2013,42(05):70~73.
[2]刘建民.自动焊接技术在变压器油箱制造上的应用[J].现代焊接,2013(11):31~34.
TM41
A
1004-7344(2016)15-0234-02
2016-4-29
黄忠雷(1976-),男,本科,助理工程师,主要从事变压器油箱制造技术、工艺、检测、维修及材料方面研究。
猜你喜欢
重型机械(2020年3期)2020-08-24
精密成形工程(2020年4期)2020-08-05
贵州农机化(2019年1期)2019-01-08
制造技术与机床(2017年7期)2018-01-19
中国军转民(2017年9期)2017-12-19
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
