
基于逆向工程的饲料搅拌机刀片三维造型设计
2016-08-02 11:27蒋三生郭辉刘英超戴华兵
农业科技与装备 2016年4期
关键词:逆向工程
蒋三生 郭辉 刘英超 戴华兵

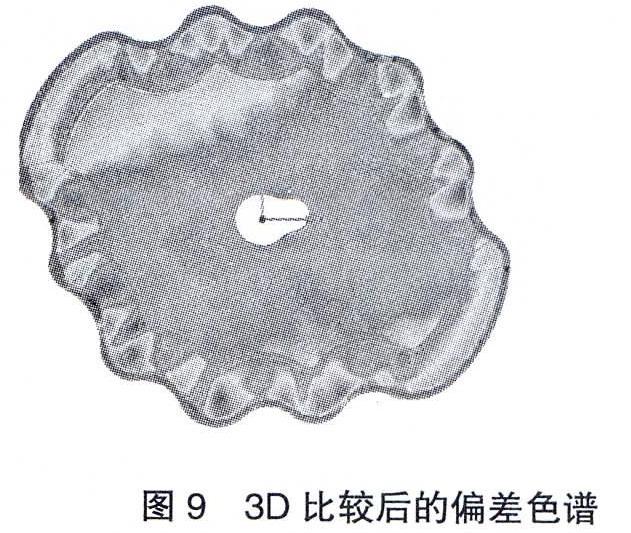

摘要:针对TMR饲料搅拌机梅花刀刀刃曲线复杂,不易找出曲线方程进行正向设计的问题,利用逆向工程技术得到梅花刀的三维模型。利用非接触式激光扫描仪对梅花刀片表面进行三维扫描,并获取三维点云数据,研究曝光率对扫描结果的影响;利用Geomagic Studio软件对点云数据进行优化处理;利用Geomagic Design软件对刀片曲面进行重构;利用Geomagic Control将重建后的三维几何模型与原始点云数据进行误差对比分析,完成逆向工程技术在梅花刀片结构设计中的应用初步研究。
关键词:逆向工程;饲料搅拌机;梅花刀;点云数据;三维造型设计
中图分类号:TP391 文献标识码:A 文章编号:1674-1161(2016)04-0020-04
逆向工程技术又称为求反技术,是一种基于产品原型进行逆向分析与研究,并以此为依据对现有的产品进行改良和创新设计的技术。逆向工程技术目前在国内外的应用较为普遍,在工业领域中的涉及最为广泛,包括航空、航天、汽车、电子通讯产品、珠宝、医疗器械等行业;在农业领域中,逆向工程技术也逐渐得到应用和开发,如导种管、草捆打结器、羊毛剪刀摆杆模具、金属刀盘等[1-7]。
TMR(Total mixed ration,全混合日粮)饲料搅拌机是应用广泛的新一代牛场饲养设备,其能将各种干草、农作物秸秆、青贮饲料等纤维饲料和各种微量元素等添加剂,按奶牛不同饲料阶段的营养需要进行混合饲喂。梅花型刀片是TMR卧式搅拌机上使用的一种切割刀具,其结构及形状不仅影响到饲料切割的工作效率,还影响其使用寿命。目前,从国外引进的梅花刀比国内品牌普遍使用寿命较长,分析其原因,除了刀具材料因素及热处理技术外,刀片本身的刀刃倾斜角和外形结构也是重要影响因素。而梅花刀的刀刃曲线方程比较复杂,利用逆向工程技术对进口梅花刀片进行非标和创新设计,有利于缩短研发周期、降低成本,对进一步提高刀片的使用寿命及改进其生产技术等具有重要意义。
1 点云数据获取及处理
1.1 点云数据获取及研究
本试验采用北京三维天下科技有限公司研制的Win3DD-M三维光学扫描仪来获取梅花刀表面的点云数据,该仪器的相关参数见表1。梅花刀为灰暗无光泽金属材料(如图1所示),直接扫描很难完整获取刀片表面的点云数据,需要在扫描前对刀片表面进行喷粉处理。由于扫描仪按一定角度难以一次性完成整个刀片表面的扫描,可旋转角度分3次获取刀片正表面的点云数据,3次扫描的数据结果可借助于在刀片表面上粘贴的标志点进行自动拼接处理,最后得到梅花刀正表面的点云数据。刀片的背面为平整面,不再单独扫描,可根据刀片厚度直接建模处理。
在扫描过程中,获取高质量的梅花刀表面点云是逆向建模处理的关键技术。在同一台扫描仪器和同一个扫描环境下,相机的曝光率设置,对点云的获取质量将产生决定性影响。统计同一台扫描仪对同一位置和角度的梅花刀进行扫描时,曝光率值对获取点云数量的影响,结果见表2。
由表2可知,扫描时的曝光率设置值越高,点云获取数量越多,点云分布形态越完整。曝光率设置在300以上时,点云获取数量基本呈现完整状态;若曝光率值设置过高,则获取的噪音点数也会相应增加。建议扫描时让相机的光栅投射处于亚光状态,即曝光率值在300~500之间)。图2是曝光率在333数值时获取的点云数据图。
1.2 点云优化处理
获取了梅花刀表面的点云数据后,需借助Geomagic Studio软件对这些点云进行优化处理,其结果将直接影响到后期的模型重构质量。点云数据的优化处理内容包括两个阶段:一是删除无关扫描数据点、减少噪音点等点云处理阶段;二是封装后对三角形面片进行简化(本试验将封装后的26万多个三角形面片简化到13万个左右)、删除钉状物、孔填充、去除特征等面片处理阶段。优化处理后的点云数据如图3所示,曲面封装及处理后的面片结果如图4所示。
2 逆向建模
在Geomagic Design软件操作环境下,导入Geomagic Studio处理后得到的梅花刀面片模型文件(*.stl格式),然后进行逆向建模。
2.1 对齐坐标系
逆向建模前,首先需要进行手动对齐坐标系操作。利用领域组功能,分别组建刀片上表面,中心螺钉孔侧面的点云领域,拾取两个规则几何曲面,以刀片上表面、中心螺钉孔轴线作为坐标系对齐的两个要素,将梅花刀的面片模型在坐标系平面内进行对正,结果如图5所示。
2.2 建模思路
梅花刀片的外形结构相对简单,上、下两个表面属于平面,刀刃周边属于多变复杂圆弧曲面,正向设计计算相对困难,这里利用逆向处理得到的梅花刀面片模型,截取刀片上、下两个表面周边的圆弧闭合曲线,对两根闭合曲线进行曲面放样处理,得到刀刃的周边复杂曲面,再进行适当的剪切和封闭处理等,完成梅花刀的最终三维造型设计。
2.3 建模过程
1) 在刀片上、下两个表面附近分别建立参考面Ⅰ和参考面Ⅱ,参考面Ⅰ距离上表面0.5 mm,参考面Ⅱ与参考面Ⅰ相距4.5 mm。2) 在参考面Ⅰ和Ⅱ中,利用面片草图功能,借助自动拟合的梅花刀周边刀刃圆弧曲线,进行逆向草图设计,重构所有的圆弧曲线,并对相邻曲线之间做倒圆角处理,并使重构的圆弧曲线尽量与原曲线重合,最终得到两条闭合圆弧曲线,如图6所示。3) 利用曲面放样功能,拾取步骤(2)中重构的两根闭合圆弧曲线,得到梅花刀的刀刃周边复杂曲面,并将曲面朝上方向延长1.5 mm,朝下方向延长5.0 mm。4) 在梅花刀上表面重新构造一个新的平面,并利用曲面偏移功能,将该平面往下偏移6.0 mm(刀片实际厚度值),如图7所示。5) 利用曲面剪切功能,将梅花刀上、下表面与刀刃周边曲面进行互剪,得到梅花刀的封闭实体模型。6) 利用面片草图功能,根据自动拟合的中心螺钉孔轮廓曲线,重构二维草图,利用拉伸功能得到一个曲面,以该曲面作为剪切工具,对梅花刀的实体模型进行修剪,并对中心螺钉孔的锐边进行倒圆角处理,完成梅花刀的最终三维造型设计,如图8所示。倒圆角作为一种基本的曲面间处理方式,不仅避免了应力集中,提高了强度,还直接增加了产品的美观程度[8]。
猜你喜欢
中国教育技术装备(2017年2期)2017-04-08
中国市场(2017年7期)2017-04-01
教书育人·高教论坛(2017年3期)2017-03-21
科技视界(2016年27期)2017-03-14
无线互联科技(2016年13期)2017-01-10
电脑知识与技术(2016年18期)2016-11-02
科技视界(2016年22期)2016-10-18
中小企业管理与科技·中旬刊(2016年4期)2016-05-23
湖南大学学报·自然科学版(2015年10期)2015-11-30
科技与创新(2015年10期)2015-07-07
