
煤制烯烃装置乙烯深冷装车方案探讨
2016-07-30 02:31王宁
化工技术与开发 2016年2期
王 宁
(大唐内蒙古多伦煤化工有限责任公司,内蒙古 多伦 027300)
生产工艺
煤制烯烃装置乙烯深冷装车方案探讨
王 宁
(大唐内蒙古多伦煤化工有限责任公司,内蒙古 多伦 027300)
摘 要:针对煤制烯烃装置中存在的乙烯生产和消耗之间不平衡的问题,结合乙烯储运装备技术的最新进展,提出两套乙烯深冷装车系统设计方案,不仅可以将装置富余的乙烯外售创造经济效益,还可以提高装置生产的灵活性和可靠性。
关键词:煤制烯烃;MTP;乙烯;深冷;装车
大唐多伦煤基烯烃项目以内蒙古锡林浩特市胜利煤田褐煤为原料,年产49万t聚丙烯,同时副产LPG、汽油、硫磺等副产品。其中甲醇制烯烃采用鲁奇MTP专利技术,设计年产47.5万t丙烯和2.3万t乙烯。丙烯和乙烯单体送入聚丙烯装置,采用气相流化床本体聚合的方法生成聚丙烯。由于聚丙烯装置需要根据市场需求生产相应牌号的树脂产品,当不生产无规共聚和抗冲共聚聚丙烯时,多余的乙烯会造成乙烯罐处于高液位运行,只能采取放火炬的方法降低球罐液位,造成产品浪费。
为了调节乙烯生产和消耗之间的不平衡,本文结合乙烯储运装备技术的最新进展,根据装置的实际情况,提出两套乙烯深冷装车系统设计方案,不仅可以将装置富余的乙烯外售创造经济效益,还可以提高装置生产的灵活性和可靠性。
1 原系统描述
MTP装置设计每天生产丙烯1423.9 t(约2998m3),副产乙烯69.5 t(约163 m3)。为了调节MTP装置和PP装置生产之间的不平衡,设置丙烯和乙烯罐区,包括4台3000 m3的丙烯球罐和2台650m3的乙烯球罐(装填系数0.9),设计贮存时间分别为4 d和7 d。乙烯罐区的主要功能为接收、储存MTP装置生产的乙烯,并用乙烯输送泵将乙烯送往聚丙烯装置。乙烯球罐设计操作温度-35 ℃,设计操作压力2.16 MPa,储罐采用聚氨酯保冷,全露天布置。乙烯贮罐内的聚合级乙烯规格如下。

表1 聚合级乙烯质量规格
根据装置设计规模确定的产能分配,聚丙烯装置可生产均聚物25万t·a-1(42个牌号),无规共聚物7.5万t·a-1(21个牌号),抗冲共聚物17.5万t·a-1(42个牌号),共计105个牌号。为了满足市场需求,聚丙烯装置经常需要进行切换,生产不同牌号的聚合物。当不生产无规共聚和抗冲共聚牌号聚合物时,多余的乙烯无法消耗,造成乙烯罐处于高液位运行,只能采取放火炬的方法降低球罐液位,造成极大的浪费。由于我国石油资源短缺,能源需求增长较快,乙烯自给率低,远远不能满足经济高速发展的需求。因此可根据国内乙烯储运的技术条件,将MTP装置富余的乙烯通过低温槽车向周边地区辐射,增强装置盈利能力。
2 乙烯槽车储运进展
乙烯是一种低沸点易燃易爆气体,常压下沸点为-103.7℃ , 临界压力5.11MPa,临界温度9.9℃。因此,其存储条件非常苛刻,如10℃时,其压力高达5.0 MPa以上,若储存压力低于2.0 MPa,其温度须低于-30 ℃。
当乙烯需要进行大量贮存和运输时,从经济角度考虑,一般采用低温微压方式[1]。液态乙烯运输可分成冷冻槽车(载重拖车)、铁路槽车、驳船和海轮,以及管道运输[2]。对陆上运输来讲,管道输送的投资大,在没有大量产能时很难考虑。采用槽车运输液相乙烯则具有实用意义,槽车运输的灵活性,为调节乙烯产销不平衡提供了方便条件。
20世纪80年代之前,液态乙烯运输在我国基本上是空白。1988年,抚顺石化公司化工塑料厂开始使用日本真空保冷槽车和西德固体材料保冷槽车进行液态乙烯运输,此时为高压乙烯槽车[3]。1997年,扬子石化建成国内第一台10000m3低温乙烯贮存装置以后,低温乙烯槽车进入国内市场。20世纪90年代以后,随着对低温乙烯槽车研究的深入[4-5],低温液态乙烯槽车不仅实现国产,并且走向国际市场,国内主要有江西制氧机厂、中集圣达因、富瑞特装等生产厂家。乙烯槽车装车温度一般为-104℃~90℃、槽车工作压力一般不高于0.5MPa,装载能力涵盖10 t、16.5 t、18 t、22.7 t、23.6 t不等。
当采取乙烯槽车运输方式时,以目前主流乙烯槽车容积46.3m3、装载量23.6t计算,年运量可达2 万t,比较适合我公司实际情况。但需要开发与目前乙烯储运条件相配套的深冷装车系统,包括乙烯减温减压设施、低温低压乙烯储罐、乙烯压缩机、液态乙烯装车鹤管以及输送管道及仪表设施。
3 乙烯深冷装车系统
装置乙烯贮罐目前操作温度-35℃,操作压力1.6~2.0MPa。乙烯贮罐顶设有2台乙烯冷凝器,用-44℃制冷丙烯蒸发来冷凝气相乙烯,以维持乙烯贮罐内的乙烯温度。当乙烯贮罐中乙烯温度升高时,乙烯贮罐中的气相乙烯进入乙烯冷凝器中冷凝,液体乙烯减压返回乙烯贮罐中部分气化,以降低乙烯的温度。
方案一流程设计见图1。将来自球罐的乙烯通过节流阀减温减压后,送入粉末真空绝热低压低温乙烯罐,在罐内保持一定的停留时间进行气液分离。低温低压乙烯罐操作温度-104℃~90 ℃,操作压力0.05~0.1MPa,设计体积80m3,设计压力与球罐相同,以防止球罐窜压。由于低温低压乙烯储罐的罐内压力接近于常压,液相乙烯出罐后经过管道至乙烯输送泵,泵出口处极易发生气蚀,故低温乙烯储罐乙烯装车泵入口距地面最少4m,确保装车中不发生气蚀。装车泵优选屏蔽泵或筒袋泵[6],装车泵出口到槽车之间使用真空夹套管。气相乙烯通过不锈钢丝网除沫器后,由乙烯压缩机压缩至乙烯球罐压力2.16 MPa,气相乙烯通过乙烯冷却器冷却成不高于-35 ℃的液相乙烯后进入乙烯球罐。
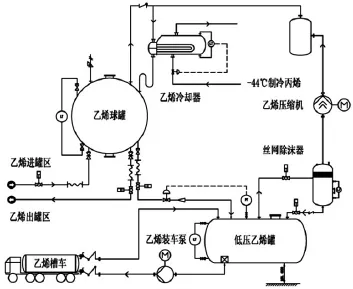
图1 新上乙烯压缩机的乙烯深冷装车系统
MTP装置深冷区乙烯净化单元中设有乙烯制冷压缩机,C2制冷剂仅用于提供脱甲烷塔顶部气体部分冷凝所需要的冷量,制冷温度-103.7℃。C2制冷剂通过C2压缩机进行压缩,并且在脱甲烷塔顶冷却器和制冷压缩机之间形成制冷剂封闭循环。C2制冷压缩机由美国约克制造,额定流量为3813m3·h-1,入口压力0.1MPa,出口压力≤2.1MPa。经计算可利用该制冷系统的余量,将液相乙烯减温减压后的气相送入该系统处理。

图2 利用现有C2制冷系统的乙烯深冷装车系统
经过测算,方案一需要新增低温低压乙烯储罐、乙烯压缩机等设施,总投资约700万;方案仅需增加低温低压乙烯储罐等设施,总投资约300万。考虑到PP装置的乙烯消耗,乙烯装车量为设计产量的一半,按乙烯价格1万元·t-1估算,乙烯深冷装车系统投用后,方案一当月即可收回投资,方案所需时间更短,因此两套方案均具有较好的经济性,可根据煤制烯烃装置实际设备配置情况进行选择。
4 结论
液态乙烯槽车运输日趋成熟,且具有良好的经济性。针对煤制烯烃项目中存在的乙烯生产和消耗之间的不平衡问题,提出两套乙烯深冷装车系统设计方案。两套方案可根据煤制烯烃装置的实际设备配置进行选择,通过增加乙烯深冷装车系统,不仅可以将装置富余的乙烯外售创造经济效益,还可以提高装置的生产灵活性和可靠性,有效挖掘装置的富余产能,减少放空损失,获取生产效益的最大化。乙烯深冷装车系统灵活性高,造价较低,为甲醇制烯烃装置乙烯外运提供了解决方案,对同类装置具有一定的借鉴价值。
参考文献:
[1]赵卫星.乙烯的储运工程设计[J].科技风,2009(4):20.
[2]瞿国华.乙烯运输、贮存及其对我国石化工业发展的影响[J].石油化工技术经济,1994,10(2):15-20.
[3]高忠信,玄昌伟,梁彬,胡杰.液态乙烯的装卸与运输[J].乙烯工业,1994(2):36-42.
[4]郁峰,江镇海.低温液体槽车发展的主要技术问题[J].深冷技术,2000(1):6-9.
[5]鲁雪生,汪荣顺,顾安忠.乙烯槽车绝热结构的设计与试验[J].真空与低温,1998(2):78-81.
[6]张园园.乙烯球罐及罐区设计要点分析[J].化工设计,2011,21(1):10-13.
中图分类号:TQ 536.1
文献标识码:B
文章编号:1671-9905(2016)02-0044-03
作者简介:王宁(1985-),男,硕士,工程师,主要从事煤制烯烃技术管理工作
收稿日期:2015-12-03
Discussion of Ethylene Cryogenic Loading Scheme in Coal to Olefins Project
WANG Ning
(Datang Inner Mongolia Duolun Caol Chemical Co., Ltd.,Duolun 027300,China)
猜你喜欢
常州大学学报(自然科学版)(2022年4期)2022-07-12
石油化工技术与经济(2021年4期)2021-01-13
上海理工大学学报(2020年2期)2020-05-30
新能源汽车报(2019年13期)2019-06-11
化工管理(2017年12期)2017-05-12
证券市场周刊(2016年35期)2016-09-19
现代工业经济和信息化(2016年3期)2016-05-17
中国氯碱(2014年7期)2014-08-15
中国铁道科学(2014年6期)2014-06-21
自动化博览(2014年9期)2014-02-28
